特别是近年来发达国家从防止动植物病虫害传播角度考虑,禁止用木材作为包装材料,使用有机天然纤维填充制成的仿木塑料制品市场越来越大。而经过处理的稻壳粉填充PP含量为30%时,断裂伸长率反而提高23%。下面举几个具体塑木配方设计实例供参考:实例1:HDPE/木粉复合材料,见表3-34。......
2025-09-29
1.仿木PP制品配方
配方(质量份):PP 50;木粉(200目以上)50;马来酸酐改性聚乙烯6.0。
加工条件:在200℃下挤出造粒,再挤出片材。
相关性能:拉伸强度为36.8MPa,弯曲模量为1538.6MPa,断裂伸长率为8.5%,悬臂梁冲击强度为57.82J/m。
2.仿木纹PP型材配方
配方(质量份):PP 100;活性碳酸钙1.5;活性木纹木粉30;环氧大豆油3.0。
3.雕刻的仿木PP制品配方
配方(质量份):等规PP 100;无规PP 50;重质CaCO3200;偶联剂TTS 0.5。
加工条件:混合挤出,可生产各种仿木制品。
4.压滤机用改性聚丙烯板框配方
配方(质量份):PP[熔体流动指数为2g/(10min)]100;硅灰石纤维24;硅灰石粉8;偶联剂KH-5500.3;无水乙醇1;主抗氧剂10100.2;辅助抗氧剂DLTP 0.6;CaSt 0.5;HSt 0.3。
5.PP塑料窗扇配方
配方(质量份):PP 50;木粉45;ZnSt 3~4;炭黑1~2;抗氧剂10100.25;抗氧剂DLTP 0.25。
相关性能:密度为0.9985g/cm3,收缩率为0.2%~0.4%,拉伸强度为16.3~22.76MPa,弯曲强度为34.5~48.0MPa,冲击强度为11.6~12.1kJ/m(常温)、9.8kJ/m(0℃)、9.2kJ/m(-5℃)。
6.改性PP型材配方
配方(质量份):PP 100;硅灰石纤维25;硅灰石粉8;偶联剂KR-2120.5;抗氧剂1010 0.2;抗氧剂DLTP 0.3;硬脂酸钙0.5;硬脂酸0.3;无水乙醇1。
7.路障分隔桩专用塑料合金配方
配方(质量份):LLDPE(DNDA-7144)60;LLDPE(1002)10;PP(J340)30;抗氧剂0.3~0.4。
相关性能:悬臂梁冲击强度为142.5J/m(-20℃),断裂伸长率为540%,拉伸强度为14.2MPa,维卡软化点为74℃。
8.PE圆棒或工字型材配方
配方(质量份):LDPE 40;HDPE 30;DCP 0.08;AC 1~2;硬脂酸锌0.5;硬脂酸钙0.5;碳酸钙30。
9.填充HDPE型材配方
配方(质量份):HDPE 100;滑石粉30;石蜡1;硬脂酸0.2;偶联剂KR-2120.2。(https://www.chuimin.cn)
10.LDPE/PP共混型材配方
配方(质量份):LDPE 50;PP 50;碳酸钙50;偶联剂TTS 0.5;硬脂酸钙1.5。
11.低发泡LDPE/HDPE钙塑型材配方
配方(质量份):LDPE 60;HDPE 40;AC 0.8;DCP 0.1;碳酸钙15;滑石粉15;偶联剂TTS 0.1;硬脂酸锌0.5;硬脂酸钡0.5。
12.低发泡LDPE/HDPE交联型材配方
配方(质量份):LDPE 100;HDPE 30;AC 1;DCP 0.08;碳酸钙35;钡/锌1;硬脂酸0.2。
13.钙塑低发泡聚烯烃异型材配方
配方(质量份):LDPE 40;HDPE 30;CaCO315;滑石粉15;AC发泡剂2.0;ZnSt 0.5;BaSt 0.5;DCP 0.12。
14.木粉/聚乙烯复合发泡型材
(1)配方(见表4-66)
表4-66 木粉/聚乙烯复合发泡型材配方
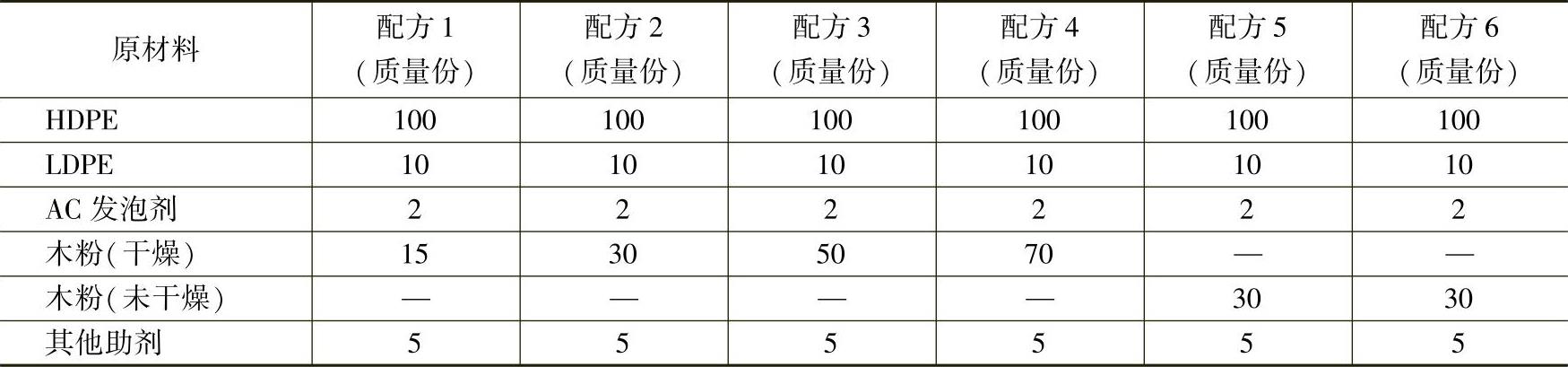
其中,木粉是经过表面脱脂处理的。考虑到粒度过粗的木粉会影响与塑料的粘接强度,而过细的木粉会使制品表面太细腻、缺少木质感,因此在木粉/聚乙烯复合发泡挤出试验中选用的是粒径为38μm的木粉,这样既能保证聚乙烯的粘接强度又能使制品表面具有良好的木质纹理。在“其他助剂”一项中包含交联剂、增塑剂和偶联剂等。
(2)制备方法 工艺流程如下:
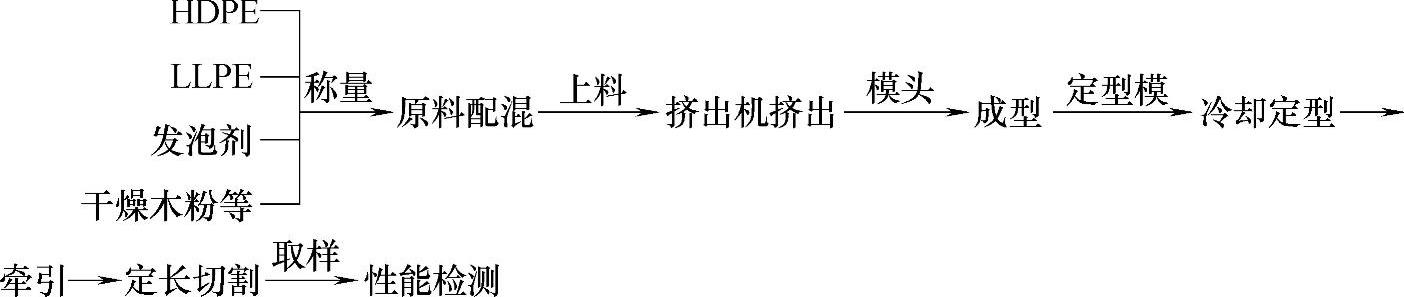
将HDPE、LDPE、AC发泡剂和其他助剂放入高速混合机高速混合5min后,再把木粉加入混合10min,在整个混料过程中温度控制在80℃以下,混好后在常温下摊开冷却。
挤出试验中,双螺杆挤出机主机螺杆转速控制在45r/min,进料螺杆转速为20r/min,主机真空度为-0.15~-0.1MPa。
挤出工艺温度设定为:挤出机螺杆1区180℃,2区175℃,3区175℃,4区173℃,5区173℃,6区170℃;合流芯区160℃;模头1区175℃,2区175℃。
(3)性能 木粉/聚乙烯复合发泡型材的主要性能指标见表4-67。
表4-67 主要性能指标

(4)应用 通过对木粉/聚乙烯复合发泡型材配方和挤出模具的深入研究,总结出了优化的材料配方和最佳的模具设计方法,生产出的产品完全达到预定的目标,正常生产所达到的挤出速度在1~1.5m/min,制品密度被严格地控制在0.6~0.7g/cm3范围内,各项主要性能指标也已达到国际、国内标准,处于国内领先、国际先进水平。该技术大大提高了废弃资源的综合利用率,降低了因废弃资源处理不当对环境造成的严重污染,产生了明显的经济效益和社会效益。
相关文章

特别是近年来发达国家从防止动植物病虫害传播角度考虑,禁止用木材作为包装材料,使用有机天然纤维填充制成的仿木塑料制品市场越来越大。而经过处理的稻壳粉填充PP含量为30%时,断裂伸长率反而提高23%。下面举几个具体塑木配方设计实例供参考:实例1:HDPE/木粉复合材料,见表3-34。......
2025-09-29

(一) PP填充配方实例PP是常用的填充树脂品种,填充的主要目的为降低制品的成本。PP填充配方实例如下。PP/高岭土填充配方:PP:69%;NDZ-401偶联剂:1%;高岭土:30%。玻璃微珠填充HDPE配方以在HDPE中填充粉煤灰空心玻璃微珠为例,不同含量的性能见表3-23所示。表3-24 不同HDPE-g-MAH含量下复合材料的性能(三) PVC填充配方实例填料是PVC常用的添加材料,尤其是在PVC硬制品如板、管及异型材中,加入的目的不仅是降低成本,还有提高刚性的作用。......
2025-09-29

聚氯乙烯异型材种类繁多,由于使用场合和要求不同,性能各异,因此对原材料的选择和配方组成也相应不同。铅盐、有机锡润滑性均较差,应加润滑剂。异型材机头断面不均匀,挤出较困难,所以后期润滑很重要,同时还要注意内、外润滑的配合。因此,除从模具和定型装置的设计考虑外,还要在配方上加入加工改性剂,如丙烯酸酯、聚α-甲基苯乙烯等,以提高流动性,使制品表面光滑、平整。......
2025-09-29
表2-69 硅烷PE交联管性能测试结果应用与效果 以独山子石化生产的聚乙烯为基础树脂,采用二步法改性研制的硅烷交联聚乙烯管材专用料,在实际生产过程中,操作稳定,加工性能良好,所得管材性能可满足使用要求。二步法是将配方中的大部分PE树脂与硅烷接枝剂发生接枝反应,生成的接枝PE为A料,少部分PE树脂与催化剂、引发剂一起组成B料。制备方法 铝塑复合管的铝复合层可......
2025-09-29
扁桃酸的合成主要有苯甲醛合成法、苯乙酮衍生法、相转移催化法。其合成过程如下:扁桃酸含有一个不对称碳原子,具有手性中心,用化学法制备的扁桃酸是外消旋体,只有通过手性拆分才能获得对映异构体。用旋光性的碱,如麻黄素可将其拆分为光学活性组分。图3-2(-)-麻黄素拆分外消旋扁桃酸的实验流程......
2025-09-29

陶瓷粉末材料的制备工艺方法主要有:电熔破碎、共沉积-烧结法、喷雾干燥、等离子球化等。METCO136F粉末形貌如图3-13所示。图3-13 METCO 136F粉末形貌图3-14 Y2O3部分稳定ZrO23.喷雾干燥工艺流程:原料→混合→制浆→喷雾干燥→松装(填料)烧结→破碎→筛分。目的是得到流动性好的球形粉末。图3-15 喷雾干燥Al2O3-TiO2粉末形貌图3-16 等离子球化WC-Co粉末形貌......
2025-09-29

以铝热化学反应和冶金理论为基础进行热剂配方的计算,并根据各种配方组成材料的化学分析、力学性能检验进行必要的试验,以获得能够满足各项力学性能与化学成分要求的热剂配方。热剂配方主要需确定以下三个问题。......
2025-09-29
摩阻性塑料复合材料摩擦因数的大小,显示其制动和传动能力的强弱。摩擦因数的正常恢复性是指摩阻性塑料复合材料的摩擦因数在高温、高速、吸湿等情况下发生衰退后,在正常情况下迅速恢复到正常值的性能。不能恢复或恢复不好会使摩阻性塑料复合材料丧失其使用性能。(二)塑料摩阻改性配方组成黏接性树脂的作用为将增强剂和摩擦性能调解剂黏合在一起,赋予复合制品一定的强度,保证其可加工性能。......
2025-09-29
相关推荐