表6-3 铣削参数图6-7 立式整体铣刀磨损曲线图6-7表明,几种刀具材料都有明显的初期磨损、正常磨损和剧烈磨损三个阶段的变化。其中,Y330材料的立铣刀各个磨损阶段相对平稳。用表6-2中的可转位铣刀刀片材料及规格,采用表6-4中的铣削参数进行铣削实验,借助读数显微镜定时测取刀具后刀面磨损值。实验结果表明YT5刀具材料比较耐磨;而YG8是实验中最为耐磨的一种刀具材料。......
2023-06-27
1)取后刀面磨损量为0.5mm作为铣刀的磨钝标准,使实验工作在刀具的正常磨损阶段进行。
2)取表8-4中的进给量、铣削深度和铣削宽度,分别在5~7种铣削速度下进行铣削,然后用模拟的方法得到铣削温度。同时在铣削一定的路程长度L后,待铣刀冷却后在读数显微镜下测量其磨损值NB。
3)计算每1000cm2铣削表面积的相对磨损值NBrs,即

式中,NB是刀具后刀面磨损量(mm);L是铣削面全长(mm);B是总的铣削宽度(mm)。
不同进给量下NBrs的最小值 所对应的铣削速度即最佳铣削速度v0。假设fz1-v01、fz2-v02、fz3-v03、fz4-v04分别为铣削速度和进给量的最佳组合,它们对应的铣削温度即最佳铣削温度。
所对应的铣削速度即最佳铣削速度v0。假设fz1-v01、fz2-v02、fz3-v03、fz4-v04分别为铣削速度和进给量的最佳组合,它们对应的铣削温度即最佳铣削温度。
4)实验数据的处理。与车削情况一样,对给定的工件材料和刀具材料,若任选一个进给量,就有一个相对应的最佳切削速度v0和最小的切削面积所对应的磨损值 ,则fz-v0、
,则fz-v0、 关系的方程为
关系的方程为


式中,D1、D2均为系数。
式(8-5)、式(8-6)即铣削过程优化的铣削参数方程(又称刀具的最大寿命方程),满足该方程时刀具的铣削路程也最长。
铣削表面积相对磨损值NBrs见表8-5。
表8-5 铣削表面积相对磨损值

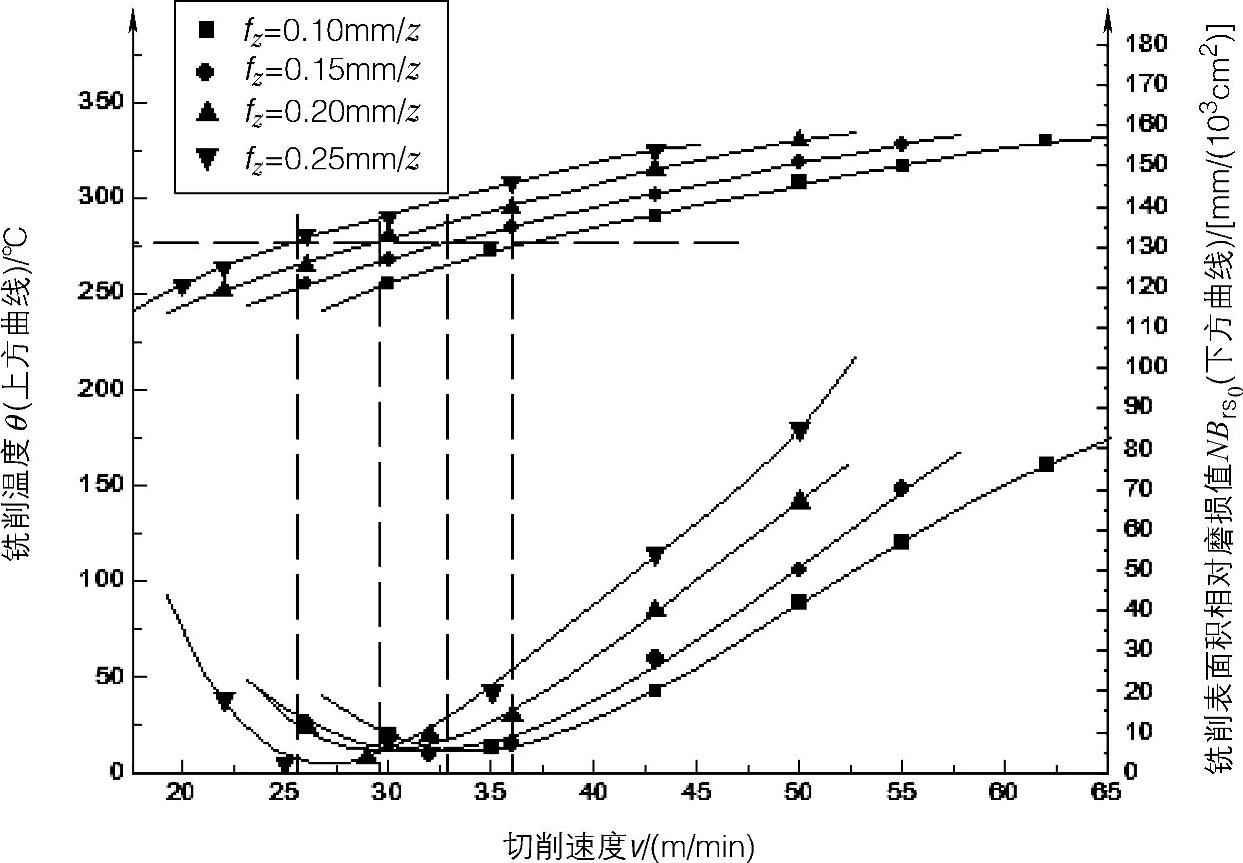
图8-4 铣削速度与铣削表面积相对磨损值和铣削温度的关系图
不同进给量时的铣削速度、铣削表面积相对磨损值及其对应的铣削温度见图8-4。由图可知,用YG8铣削沉淀硬化不锈钢时,不同进给量的铣削表面积相对磨损最小值 所对应的铣削温度值在268~280℃之间。如果取平均值,则可认为用YG8铣削沉淀硬化不锈钢的最佳铣削温度为274℃。
所对应的铣削温度值在268~280℃之间。如果取平均值,则可认为用YG8铣削沉淀硬化不锈钢的最佳铣削温度为274℃。
有关沉淀硬化不锈钢的切削与数值模拟的文章

表6-3 铣削参数图6-7 立式整体铣刀磨损曲线图6-7表明,几种刀具材料都有明显的初期磨损、正常磨损和剧烈磨损三个阶段的变化。其中,Y330材料的立铣刀各个磨损阶段相对平稳。用表6-2中的可转位铣刀刀片材料及规格,采用表6-4中的铣削参数进行铣削实验,借助读数显微镜定时测取刀具后刀面磨损值。实验结果表明YT5刀具材料比较耐磨;而YG8是实验中最为耐磨的一种刀具材料。......
2023-06-27

切削温度计算值与测试值之差相对误差也在5%的允许范围内,见图4-21b。图4-22 车削时切削温度与切削深度、进给量的特征曲面以及切削温度特征曲面等值线图a)切削温度与切削深度、进给量的特征曲面 b)切削温度特征曲面等值线图2.铣削实验结果分析由图4-23a可知,切削温度模型拟合得也较好。......
2023-06-27

实验中触头预压力FK保持为25.1N。表6-5为两组实验和仿真的详细结果数据。图6-21为峰值电流为11.3kA时的电流和电动斥力实验波形。表6-5 实验和仿真结果比较在仿真中,表征触头接触情况的参数ξ取值为0.45。而电流峰值为9.0和11.3kA时,对应的触头压力分别为35.4和55.9N。根据式(6-1),可得导电斑点的半径分别为0.158和0.199mm。因此,引入导电桥模型,采用有限元静态分析的方法计算电动斥力是合理的,也是有效的。......
2023-06-15

铣削完毕后,对每一种进给量,分别取6种不同铣削速度的样件检测显微硬度。这里将介绍在4种不同铣削速度时材料显微硬度与金相组织的变化情况。4号试件的显微硬度测量值表明,在铣削速度v=50m/min、进给量f=0.4mm/r时,硬化层深度约为0.03mm,加工硬化程度约为6.2%。图7-28 铣削速度对工件加工硬化深度以及铣削温度的影响图7-29 铣削速度对工件加工硬化程度以及铣削温度的影响......
2023-06-27

数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2023-06-26
每一类的100幅图像被设定为识别的标准结果。图像匹配所用到的图像组在平面内旋转的角度范围是30°~45°,视点变化的范围是50°~60°,缩放变化的尺度因子是2~2.5,最终的实验结果是取各个实验数据的平均值。本章将本书提出的图像检索方法与利用以上四种特征的检索方法进行对比,实验结果如图5-17所示。......
2023-06-28
图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27
选取任务数量为64的场景进行仿真,采用静态资源调度算法获得初始调度方案。表9-7新增任务具体参数2)动态调度结果分析采用抢占式快速动态调度算法对动态调度问题进行求解。表9-9不同场景算法调度结果对照表由表9-9可知,抢占式快速动态调度算法的调度结果具有调度收益高、方案变化少和调度速度快的优势。......
2023-07-02
相关推荐