图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27
1.车削时切削温度的经验公式
切削温度的经验公式能较好地反映切削过程中各因素对切削温度的影响规律,计算结果也更接近实验数值,因此应用广泛。车削时,切削温度经验公式的形式为

式中,Cθ是系数;xa、yf、zv是指数;Kθ是总修正系数,与工件材料、刀具的几何角度和结构相关。
2.确定因子的变化范围
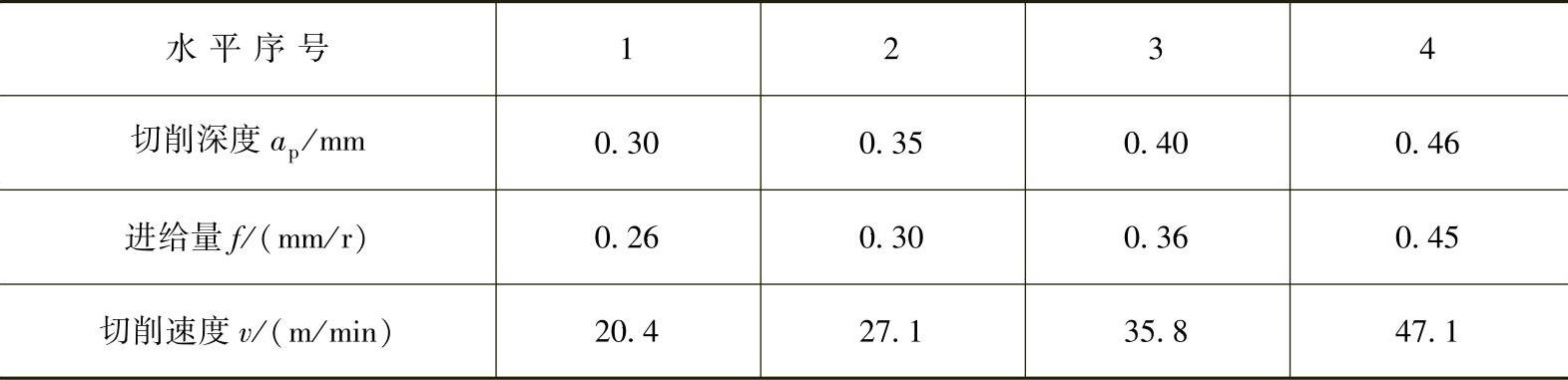
由上述切削温度的经验公式可看出,影响切削力的三个要素分别是切削深度、进给量和切削速度。选定的切削用量各数据见表4-5,每个因素选取四个水平。为了更快捷地处理实验数据,这里针对正交实验数据处理过程,编制程序进行了各阶段的辅助设计。
表4-5 三因素实验水平的选取
3.各因子水平的编码
分别通过线性变换
Z1=(lgap+0.43)/0.03 (4-36)
Z2=(lgf+0.48)/0.04 (4-37)
Z3=(lgv-1.49)/0.06 (4-38)
可以得到三个因素取对数后的四水平的编码。程序自动计算后得到各因素的零水平、区间值以及四水平的编码表,见图4-12。
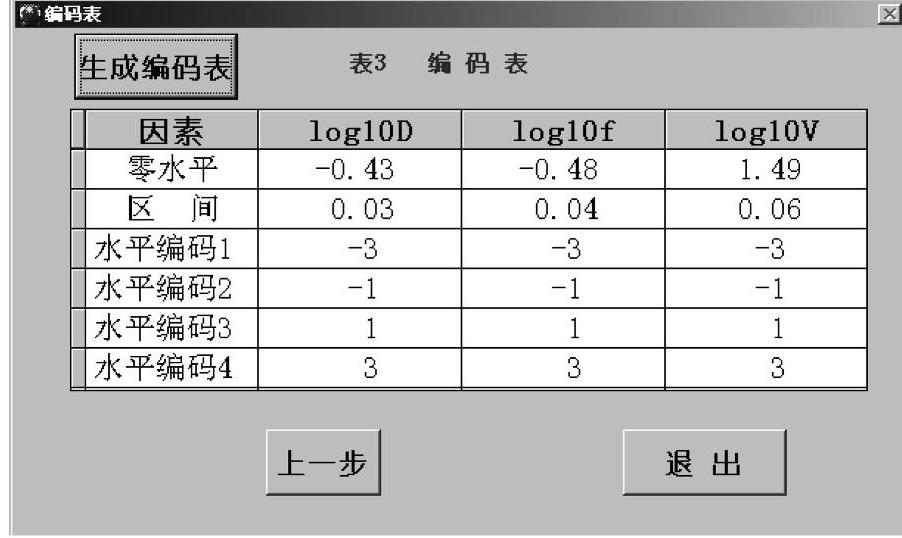
图4-12 编码表
4.正交表的选择
采用L16(45)正交表,并据此表安排实验,见图4-13。

图4-13 正交表与测试数据及其处理结果
5.实验数据的获取
按切削实验表中的方案进行切削实验,通过测试系统分别得到温度值(平均温度),数据见图4-13。
6.实验结果
使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型,见下式:
θ=284.599a0.0633pf0.0500v0.1400 (4-39)
有关沉淀硬化不锈钢的切削与数值模拟的文章

图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27

图4-7 编码表正交表与测试数据及其处理结果5.实验数据的获取按切削实验表中的方案进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试模拟信号见图4-8,数据见图4-7。......
2023-06-27

切削温度计算值与测试值之差相对误差也在5%的允许范围内,见图4-21b。图4-22 车削时切削温度与切削深度、进给量的特征曲面以及切削温度特征曲面等值线图a)切削温度与切削深度、进给量的特征曲面 b)切削温度特征曲面等值线图2.铣削实验结果分析由图4-23a可知,切削温度模型拟合得也较好。......
2023-06-27

切削不锈钢时,用高速钢刀具,其最佳切削温度为280℃~480℃;用硬质合金刀具,其最佳切削温度为<650℃。但由于切屑带走热量的比例也增大,故切削温度并不随vc的增大而成比例地提高。当进给量f增大时,切削温度随之升高,但其影响程度不如vc大。其中vc的影响最大,f次之,ap最小。3)工件材料工件材料影响切削温度的因素主要有强度、硬度、塑性及导热性能。......
2023-07-01
流线的分布表明了切削过程中金属流动的轨迹。由此可见,切削层的材料经过一个从OA到OM的剪切变形区而变成切屑。当切削过程中出现冲击、振动或切削力发生变化时,积屑瘤就会局部破碎或者整体脱落。抑制或避免积屑瘤产生的措施加工时控制切削速度,避开产生积屑瘤的中等速度这一速度范围;工件材料的塑性越好,切削时的塑性变形越大,则越容易产生积屑瘤。......
2023-06-26

由于干切削存在上述现象,所以对干切削机床的要求和使用与湿式切削有所不同。干切削机床必须具有良好的散热、排屑及吸尘装置和具有良好刚性的基础部件。1)干切削机床应有较高的刚性,以避免加工中产生振动。3)干切削机床应尽可能是高速机床,这种机床可降低30%左右的切削力,95%以上的切削热可由切屑带走,工件可基本保持室温状态。......
2023-06-25

如果测量一下这时所得到的切屑长度L屑、切屑厚度a屑和切屑宽度b屑,就发现它们分别与切削长度L、背吃刀量ap和切削宽度b有了不同。图6-2 切屑的收缩像这种切屑长度上的缩短和厚度上的增加称为切屑的收缩现象。切屑的收缩现象在切削过程中并不相同,它与被加工金属的塑性、刀具前角的大小、背吃刀量和切削速度等都有密切的关系。......
2023-06-24

相关推荐