图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27
1.铣削时切削力的经验公式
在切削加工环境固定不变的前提条件下,切削力与切削参数之间存在复杂的指数关系。综合考虑上述因素后,我们提出本实验切削力的经验公式的通用形式是

式中,CFc是切削力系数;ae是切削宽度(mm);ap是切削深度(mm);f是进给量(mm/min);v是切削速度(m/min);Ce、Cp、Cf和Cv分别是切削宽度、切削深度、进给量和切削速度的指数。
2.确定因子的变化范围
由上述数学模型可知,影响切削力的四个因素是:切削宽度、切削深度、进给量和切削速度。因为加工难加工材料受到工艺装备、设备条件等多方面条件的制约,所以切削数据来源于生产现场或由技术人员提供。这里分别给每个因素四个水平,综合考虑后选用L16(45)正交表。
表4-4 四因素实验水平的选取
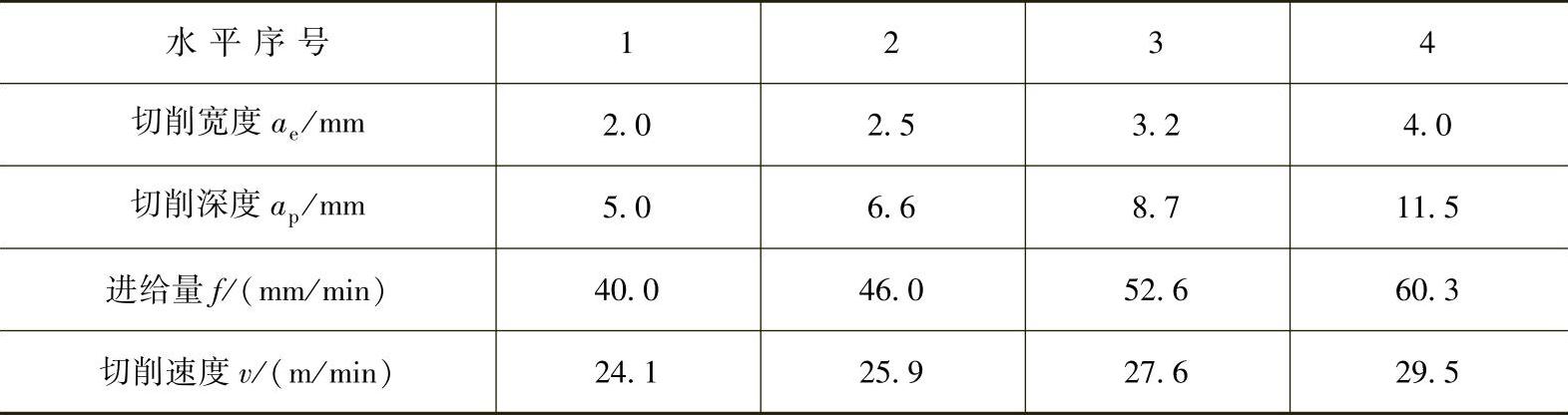
3.各因子的水平编码
可以得到四个因素取对数后的四水平的编码,见表4-4。分别通过线性变换
Z1=(lgae-0.45)/0.5 (4-28)
Z2=(lgap-0.88)/0.06 (4-29)
Z3=(lgf-1.69)/0.03 (4-30)
Z4=(lgv-1.425)/0.015 (4-31)
可以得到四个因素取对数后的四水平的编码。程序自动计算,得到各因素的零水平、区间值以及四水平的编码表,见图4-9。

图4-9 编码表
4.实验数据的获取
按切削实验表(这里省略)进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试数据见图4-10。

图4-10 切削力测试数据曲线图
图4-10是实验号为3的测试数据曲线图,图中有四个部分,分别是四个齿在切削时切削力的变化情况。造成第一个齿切削力偏大的主要原因是铣刀的轴线偏移。所有的测试数据见图4-11。
5.实验结果与分析
使用最小二乘法对实验数据进行统计处理后,得到切削力与各切削用量的线性回归模型:
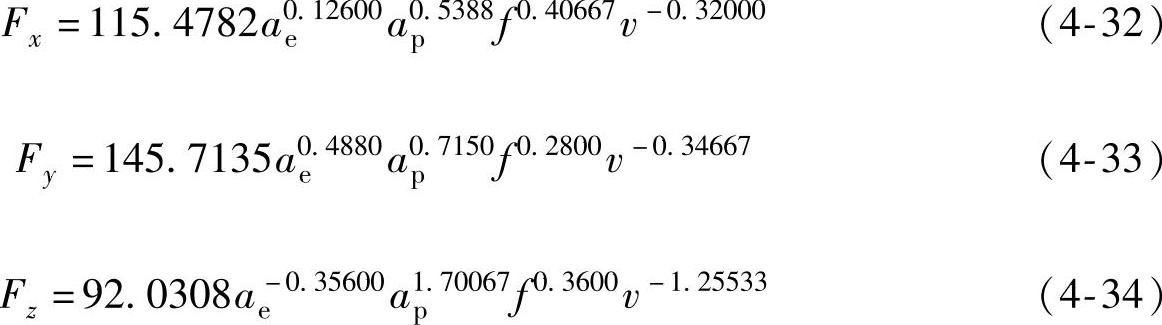
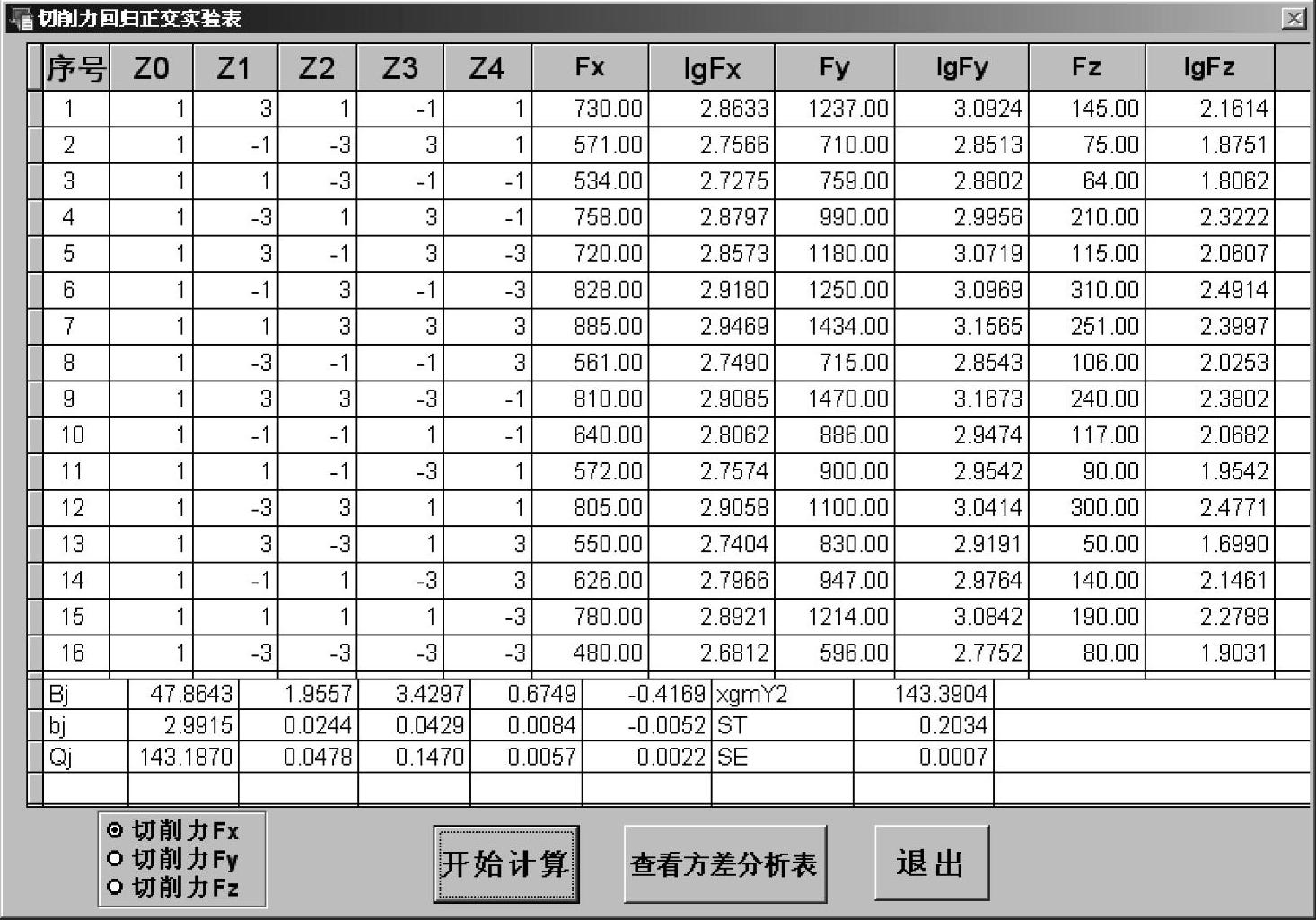
图4-11 切削力数据及处理结果
有关沉淀硬化不锈钢的切削与数值模拟的文章

图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27

图4-7 编码表正交表与测试数据及其处理结果5.实验数据的获取按切削实验表中的方案进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试模拟信号见图4-8,数据见图4-7。......
2023-06-27

端铣时,刀齿在任意位置时的切削厚度为:由于刀齿接触角由最大变为零,然后由零变为最大。端铣时,切削宽度保持不变,其值为3.平均切削总面积Ac铣刀每个刀齿的切削面积:铣刀同时有几个刀齿参加切削,切削总面积等于各个刀齿的切削面积之和。......
2023-07-01

铣削加工主要是对平面、沟槽及台阶进行加工。端铣时切削力变化小,铣削过程平稳、加工质量较周铣高,且面铣刀结构刚性好、生产效率高。图9-34周铣与端铣3. 顺铣与逆铣周铣时,当铣刀上切削刀齿的运动方向与工件的进给方向相同时称为顺铣,反之为逆铣,如图9-35所示。......
2023-06-24

核心问题是解决制造需求的分解、重组和再分配的智能建模方法。智能建模框架参照产品数据管理中常用的产品结构树技术,能够将制造服务聚合形成层次化的、类似BOM树的“制造服务目录”树。图2-17需求分解过程在此基础上,采用相似性聚类智能分析实现订单的批次聚集。......
2023-06-28

在允许的抓取力方面一般有两种观点。为了可靠地防止损坏,应根据相关的安全系数确定对这些力的限制。图3.79不同类型机械手的夹持力变化,机械手手指所能承受的最大力和力矩负载多齿型导轨机械手如图3.80所示。图3.81活塞产生的力的计算示例图3.82三种导轨技术SCHUNK机械手滑块和加工过程如图3.83所示。图3.83SCHUNK机械手滑块和加工过程图3.84显示了不同机械手手指设计选项的类型。......
2023-06-15
且此类节点越多,病毒就越容易传播,确诊人数也会增加得越快。因此,控制这些地理节点是阻止新一轮病毒传播的有效方法。通过控制几个社区间的紧密联系路径与关键地理节点,可以有效地防止社区间的交叉感染,阻止新一轮病毒的传播。......
2023-06-15

相关推荐