图4-13 正交表与测试数据及其处理结果5.实验数据的获取按切削实验表中的方案进行切削实验,通过测试系统分别得到温度值,数据见图4-13。......
2023-06-27
1.车削时切削力的经验公式
切削力的经验公式能较好地反映切削过程中各因素对切削力的影响规律,计算结果也更接近实验数值,因此应用广泛。车外圆时,切削力的公式形式为

式中,ap是切削深度;f是进给量;v是切削速度;Fx、Fy和Fz分别是刀具在x、y和z三个方向的切削分力;CFx、CFy、CFz是系数;xFz、yFz、zFz、xFy、yFy、zFy、xFx、yFx、zFx是指数;KFz、KFy、KFx是修正系数,与工件材料、刀具的几何角度和结构相关。
2.确定因子的变化范围
由上述切削力经验公式可看出,影响切削力的三个要素分别是切削深度、进给量和切削速度。由于加工难加工材料受到工艺装备、设备等多方面条件的制约,所以本书数据在生产现场收集或由技术人员提供。选定的切削用量各数据见表4-3,每个因素选取四个水平。为了更快捷地处理实验数据,这里针对正交实验数据处理过程,编制程序进行了各阶段的辅助设计。
表4-3 三因素实验水平的选取

3.各因子的水平编码
分别通过线性变换
Z1=(lgap+0.43)/0.03 (4-21)
Z2=(lgf+0.48)/0.04 (4-22)
Z3=(lgv-1.49)/0.06 (4-23)
可以对三个因素取对数得到四水平的编码。程序自动计算得到各因素的零水平、区间值以及四水平的编码表,见图4-6。
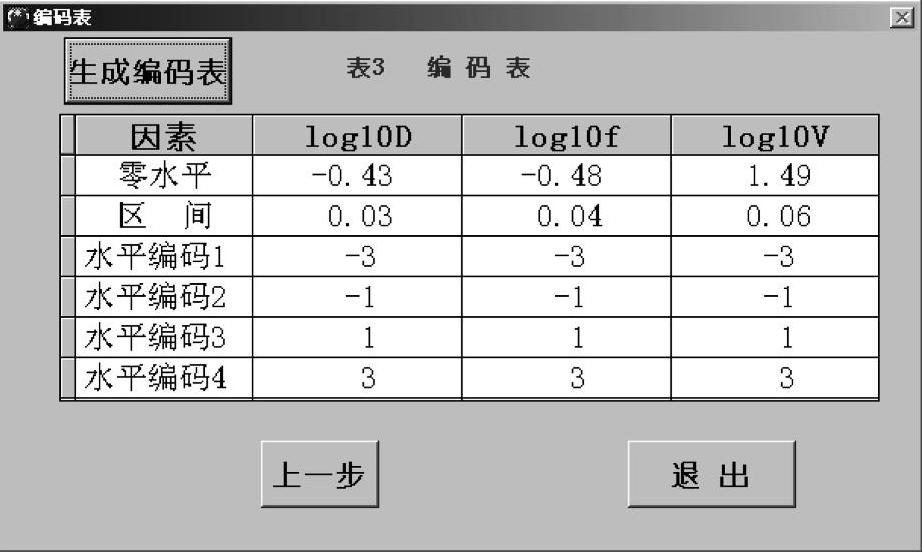
图4-6 编码表
4.正交表的选择
采用L16(45)正交表,并以此表安排实验,见图4-7。
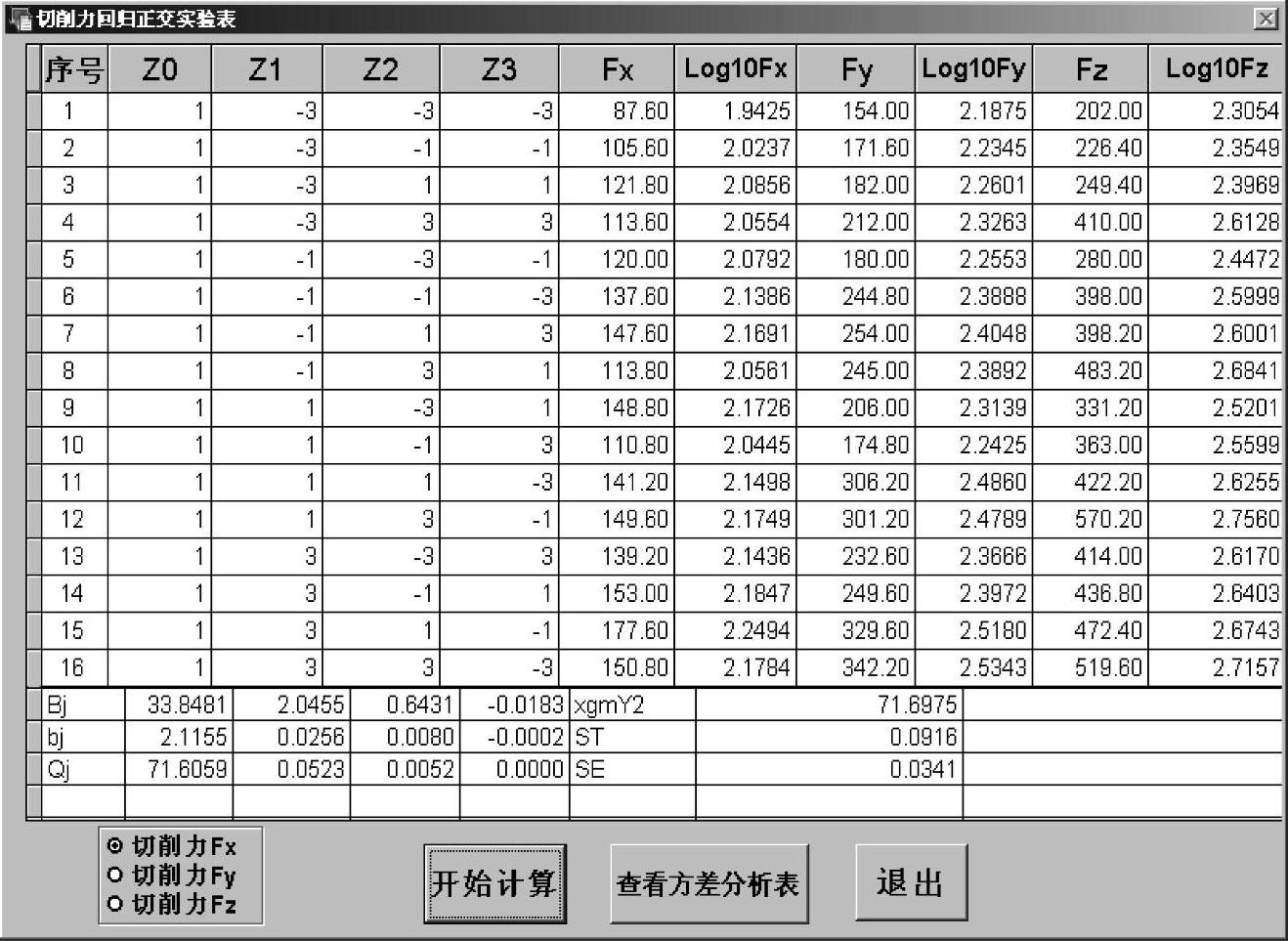
图4-7 编码表正交表与测试数据及其处理结果
5.实验数据的获取
按切削实验表中的方案进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试模拟信号见图4-8,数据见图4-7。
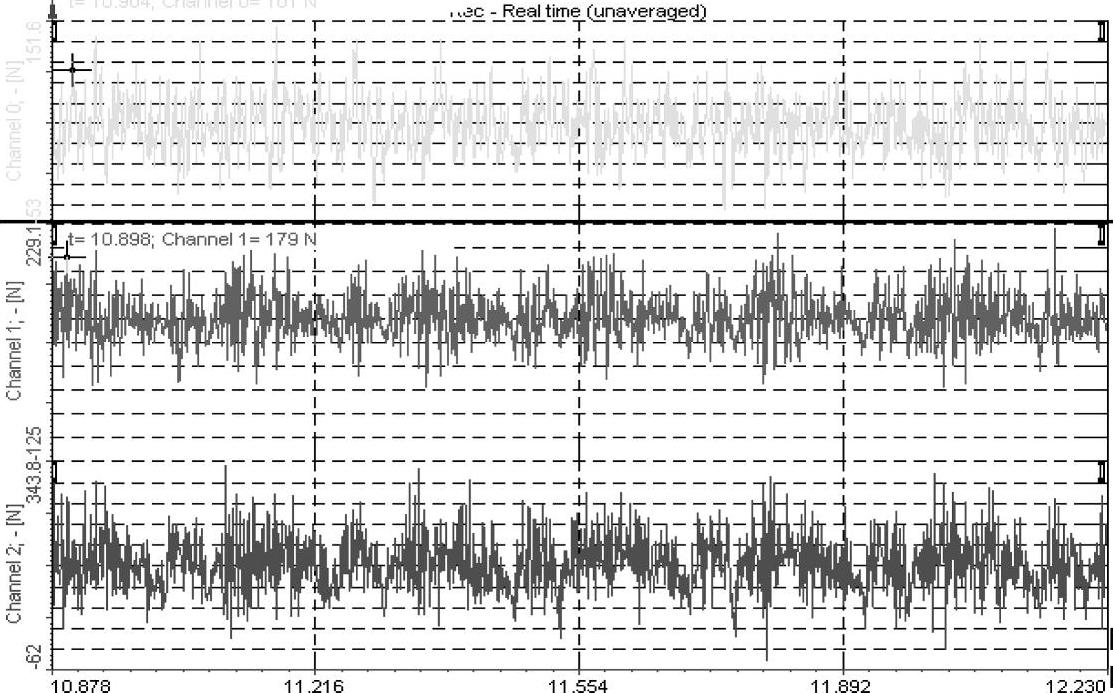
图4-8 测试模拟信号
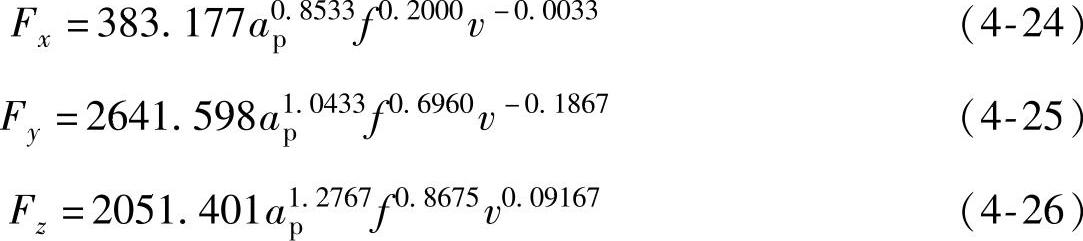
6.实验结果与分析
使用最小二乘法对实验数据进行统计处理后,得到切削力与各切削用量的线性回归模型:
有关沉淀硬化不锈钢的切削与数值模拟的文章

图4-13 正交表与测试数据及其处理结果5.实验数据的获取按切削实验表中的方案进行切削实验,通过测试系统分别得到温度值,数据见图4-13。......
2023-06-27

图4-9 编码表4.实验数据的获取按切削实验表进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试数据见图4-10。造成第一个齿切削力偏大的主要原因是铣刀的轴线偏移。......
2023-06-27

卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。图1.1-4 全功能数控车床a)外形 b)刀架3.车削中心车削中心是在数控车床的基础上发展起来、可用于回转体零件表面铣削和孔加工的车铣复合加工机床,以卧式为常见。......
2023-06-25

且此类节点越多,病毒就越容易传播,确诊人数也会增加得越快。因此,控制这些地理节点是阻止新一轮病毒传播的有效方法。通过控制几个社区间的紧密联系路径与关键地理节点,可以有效地防止社区间的交叉感染,阻止新一轮病毒的传播。......
2023-06-15
本小节将对以下问题进行介绍:1)二维问题中的加强肋建模。图1-6 平面应力状态下的屈服面示意图2)三维问题中的加强肋建模。3)板壳、薄膜和空间面单元中的加强肋建模。2)加强肋间的间距。......
2023-06-24
零件数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,其主要内容包括选择各加工表面的加工方法,安排工序的先后顺序,以及确定刀具的走刀路线等。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般应遵循下列原则。......
2023-06-26

相关推荐