一般来说,确定模具规格后,先进行模具设计、材料采购,然后进行粗加工、热处理、放电加工、精整加工、试模,并根据需要进行表面处理。由此可见,模具的加工成本占总制作成本的比重很高,技术含量较高。另外,模具材料决定着模具的完善程度和使用性能。另外,根据模具用途的不同,即使选用高质量的模具材料会增加成本,但在综合考虑成本后也可能会降低成本。总而言之,模具材料的选用非常重要。图1-10 模具的制作过程......
2023-06-23
1.进行模具零件用原材料检验的原因
模具零件的原材料质量,直接影响零件的加工和使用。原材料中存在某些缺陷,会在加工中带来困难,如化学成分有误,材料性能不符,直接影响锻造、热处理质量,降低加工尺寸精度和表面质量,造成模具使用寿命降低、早期损坏等不良后果。因此,模具原材料进厂质量检验是确保模具质量的重要环节。模具制造多为单件生产,加工工艺过程复杂,制造周期长,原材料的质量缺陷会带来不必要的材料和工时的浪费及损失,因此,对原材料进厂质量检验,是确保模具质量和降低成本的首要环节,不可缺少。
2.原材料进厂检验的项目
模具主要零件用材料为工具钢、硬质合金等各种材料,原材料进厂时,除按有关规定检查材料的尺寸、质量外,需对如下项目进行例行检验:
1)化学成分。
2)金相组织。
3)交货态硬度值。
4)试样淬火回火硬度。
5)脱碳层厚度。
6)表面质量等。
原材料进厂检验一般应由工厂的检验部门负责,也可按供货合同规定检查验收。
3.模具材料进厂检验标准、要求及有关规定(表4-36~表4-42)
表4-36 工具钢进厂检验项目及检验标准

(续)

表4-37 碳素工具钢、合金工具钢钢材化学成分允许偏差

(续)
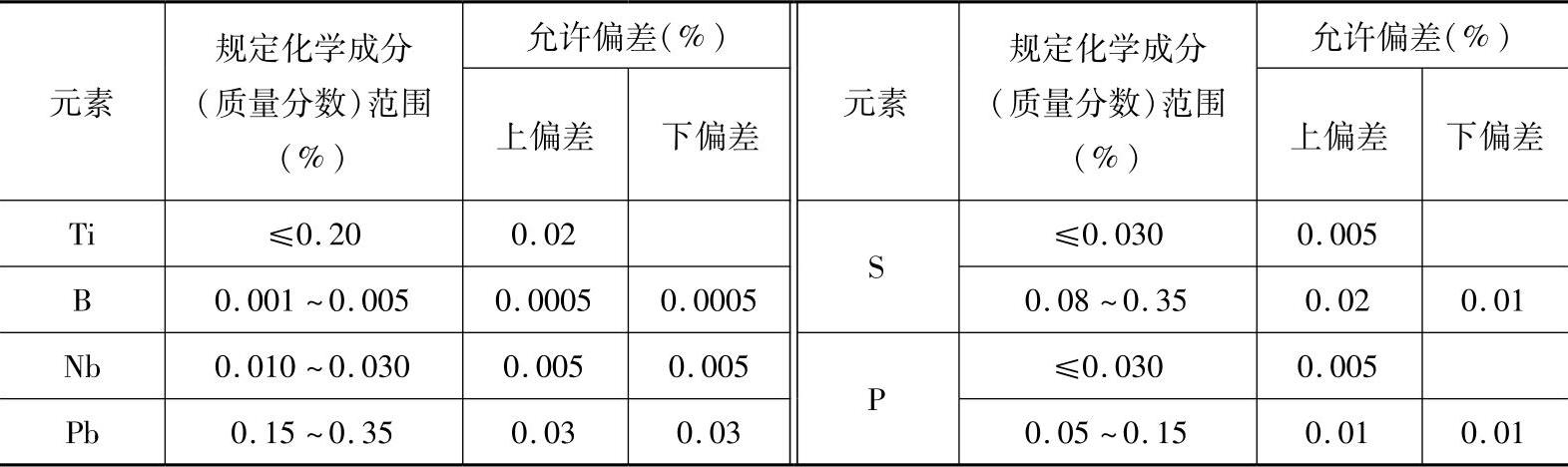
表4-38 高速工具钢钢材化学成分(质量分数)允许偏差
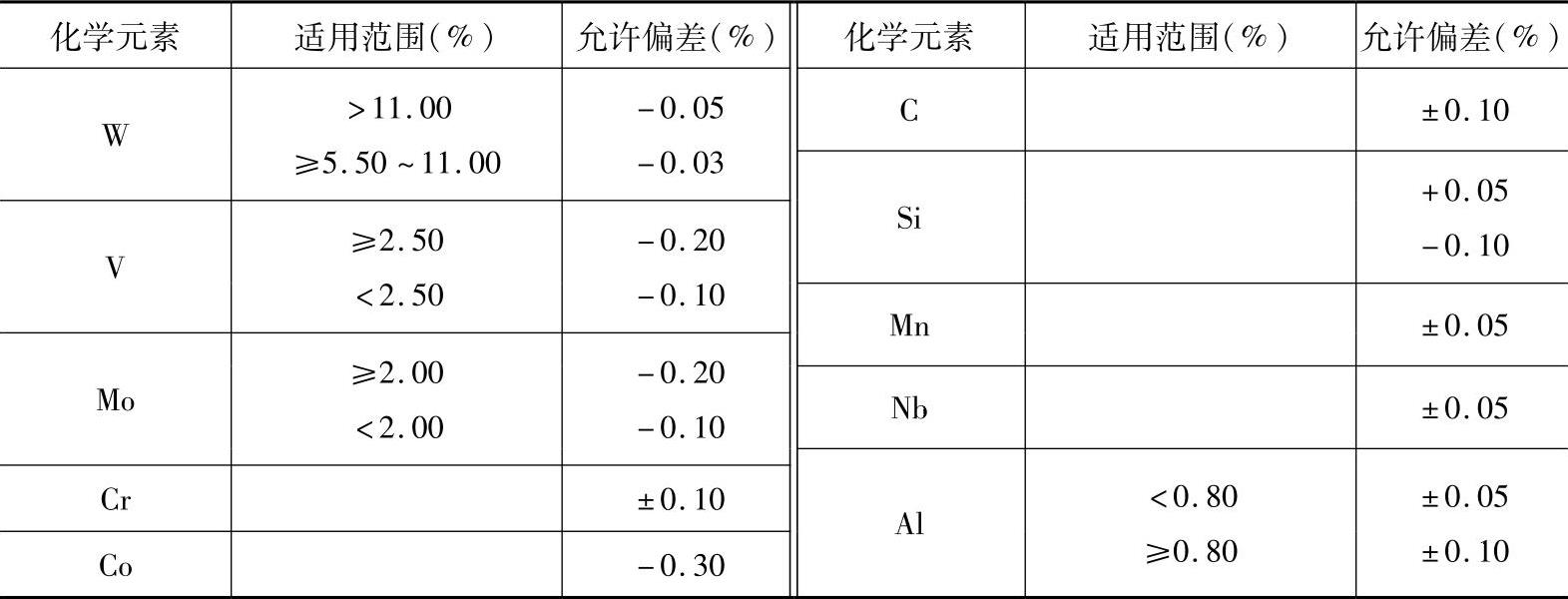
表4-39 工具钢表面质量检验要求
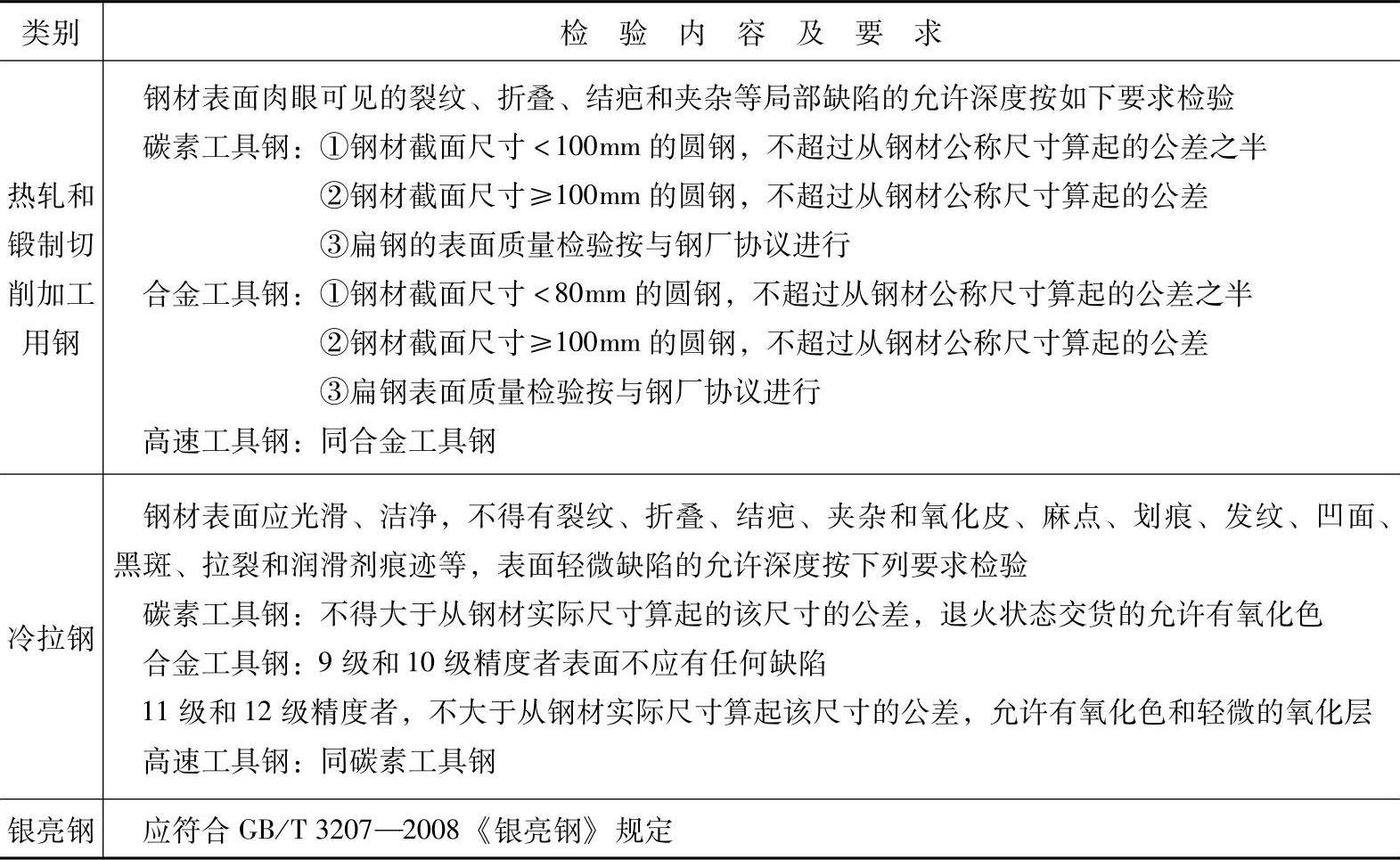
表4-40 工具钢交货状态硬度值和试样淬火硬度值
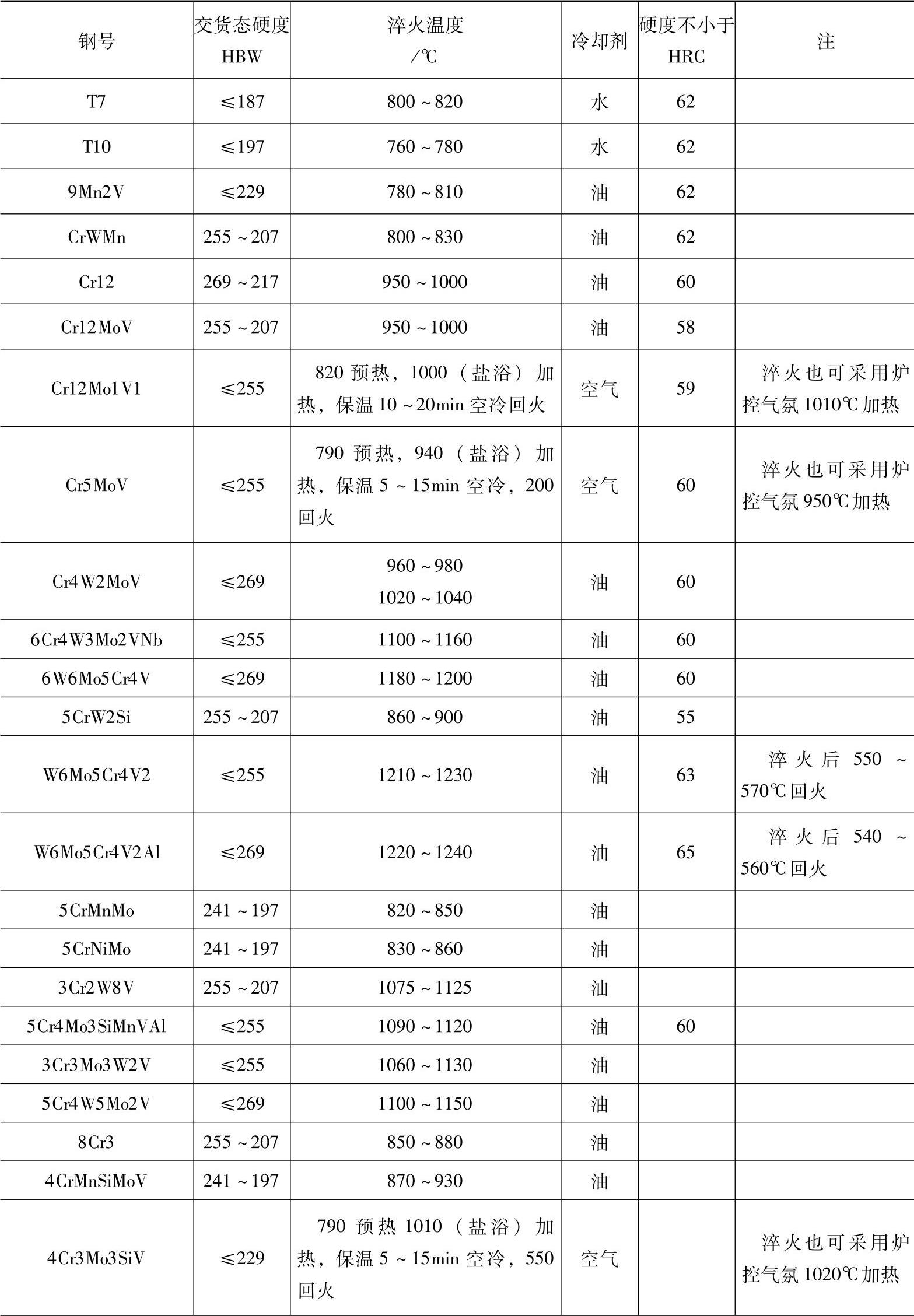
(续)
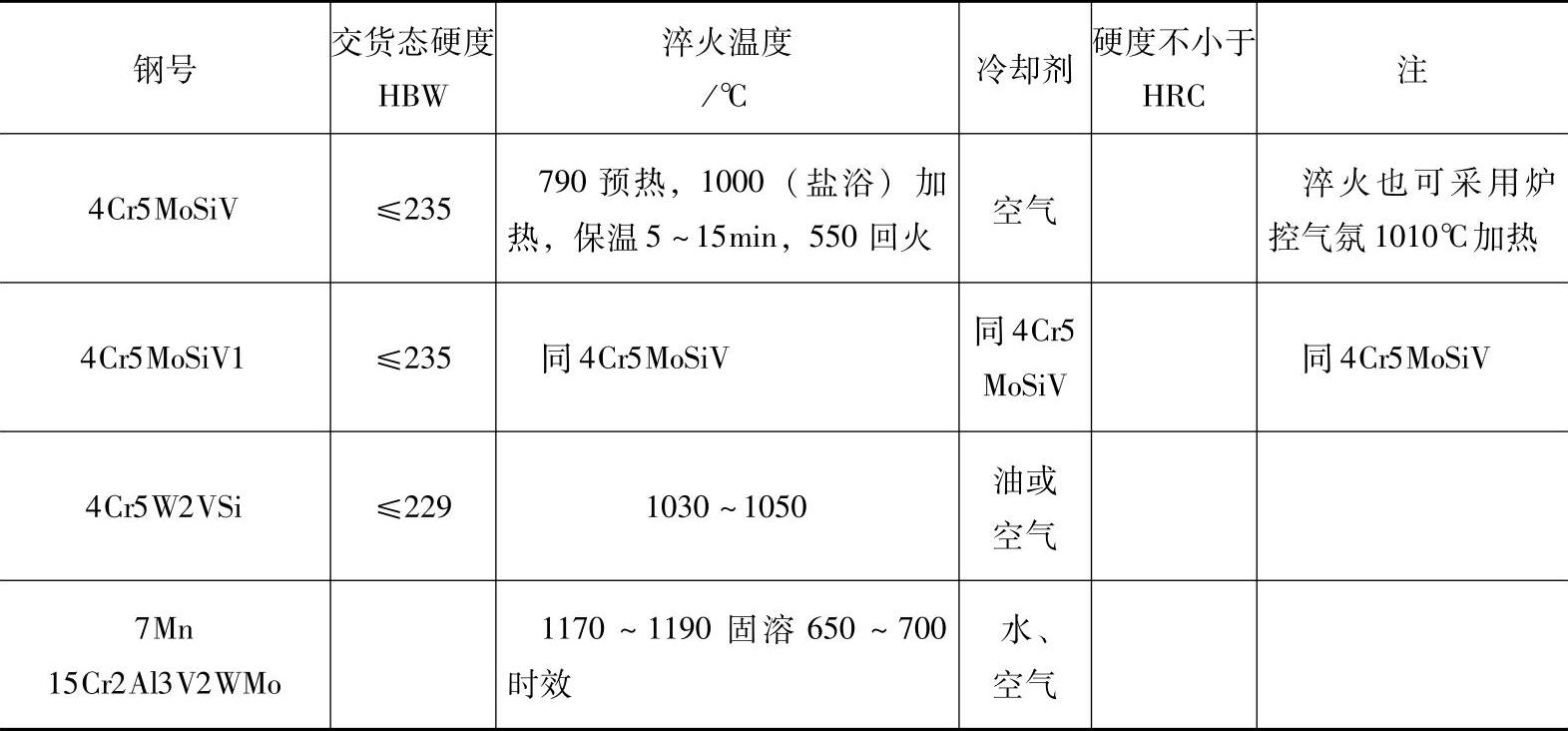
注:1.对Cr12Mo1V1、Cr5MoV、4Cr5MoSiV和4Cr5MoSiV1钢热处理温度允许调整范围:预热温度±15℃,加热温度±6℃,回火温度±6℃。
2.保温时间是指试样达到加热温度后保持的时间。
a.试样加热在盐浴中进行,在该温度保持时间为5min,对Cr12Mo1V1钢应是10min。
b.试样加热在炉控气氛中进行,在该温度的保持时间为5~15min,对Cr12Mo1V1钢应是10~20min。
3.回火温度为200℃时应一次回火2h,550℃时应二次回火,每次2h。
表4-41 工具钢一边总脱碳层允许厚度
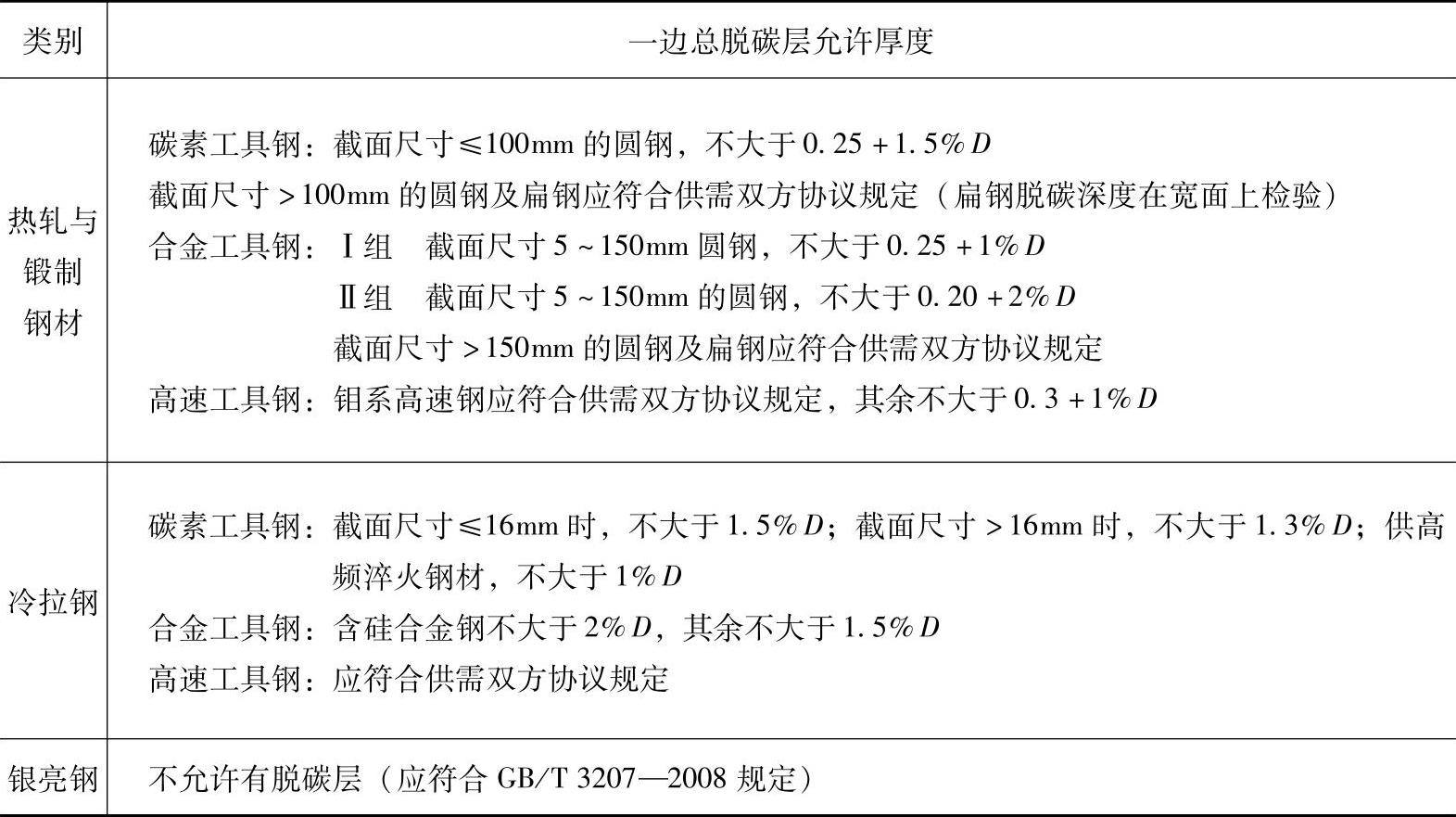
注:1.表中D为钢材截面公称尺寸(mm)。
2.合金工具钢6W6Mo5Cr4V、4Cr3Mo3SiV和3Cr3Mo3W2V钢的脱碳层,按供需双方协议检验。
表4-42 工具钢珠光体组织、网状碳化物、共晶碳化物不均匀度检验要求

[1]品位指的是单位质量矿石中有用组分或有用矿物的含量,一般以质量百分数表示(如铁、铜、铅、锌等矿)。
有关模具工基础知识问答的文章

一般来说,确定模具规格后,先进行模具设计、材料采购,然后进行粗加工、热处理、放电加工、精整加工、试模,并根据需要进行表面处理。由此可见,模具的加工成本占总制作成本的比重很高,技术含量较高。另外,模具材料决定着模具的完善程度和使用性能。另外,根据模具用途的不同,即使选用高质量的模具材料会增加成本,但在综合考虑成本后也可能会降低成本。总而言之,模具材料的选用非常重要。图1-10 模具的制作过程......
2023-06-23

第四十四条 从事本条例规定的监督检验、定期检验、型式试验和无损检测的特种设备检验检测人员应当经国务院特种设备安全监督管理部门组织考核合格,取得检验检测人员证书,方可从事检验检测工作。第四十八条 特种设备检验检测机构进行特种设备检验检测,发现严重事故隐患或者能耗严重超标的,应当及时告知特种设备使用单位,并立即向特种设备安全监督管理部门报告。......
2023-11-22

冲压模具种类多,形状结构差异性大,工作条件、使用性能要求不同,因此,对模具材料的选用比较复杂,不能简单地看重某一方面的需要,必须综合考虑才是合理选材。具体选材可按下列方法进行。综上所述,模具材料的选择应根据被加工工件的材料种类、尺寸和形状,模具受力情况,生产批量,复杂程度,精度要求及用途等因素,合理进行选材。......
2023-06-26
6)使用电器设备时,必须严格遵守操作规程,防止触电造成人身事故。8)使用手提式电动工具时,电源插头必须完好,外壳要接地保护,绝缘可靠,调换砂轮及钻头时,必须首先切断电源,发现故障应立即停止使用。11)禁止在行车吊起的工件下进行操作和逗留。13)随机检修模具时,必须在切断机床电源的情况下方可进行工作。15)严禁在压力机工作台面和模具上放置量具和其他物件。......
2023-06-26

1)建筑工程材料分类建筑工程材料的品种繁多,用途不一,按其化学成分和使用功能可进行不同的分类。表1.1建筑材料的分类2)材料检验与标准检验对建筑工程材料的合格检验,是确保建筑工程质量的重要环节。建筑工程材料检验的依据是各项有关的技术标准、规程、规范,是经国家批准颁发的技术条令,是必须遵守的。我国的技术标准种类及各标准的代号见表1.2。......
2023-12-06

同时,刀具材料的工艺性能对刀具本身的制造和刃磨质量也有很大影响。因此,刀具切削部分的材料必须具备下列要求。常温硬度必须在60HRC以上,才能确保正常切削,对某些较难切削的材料,刀具材料的硬度甚至于要求在65HRC以上。它是评定刀具材料切削性能优劣的主要指标,一般用温度来表示。上述几项性能不能同时兼得,没有一种刀具材料具备所有性能的最佳指标。所以,对刀具材料应根据具体加工条件有选择地使用。......
2023-06-24
锌合金模具材料是指以锌为基体,添加铝、铜、镁等元素组成的一种制模材料。使用这样高纯的材料,对提高锌合金的力学性能有良好的作用。锌合金材料的配方比例为铝4.5%以下、铜3.5%以下、镁1%以下,这样能使锌合金材料的力学性能最好。常用的锌合金材料的化学成分见表4-29。因此,锌合金模在汽车、农机、摩托车等制造业中有较多应用。2)锌合金拉深模对于拉深工艺具有自润性,有利于增大拉深变形程度。......
2023-06-26
相关推荐