在机械设备维修中常用的表面强化技术有以下几种。通常采用喷丸层强度和表面覆盖率来评定喷丸强化的效果。激光表面强化处理具有其他表面处理技术不易达到的特点,它适用材料广、变形小、硬化均匀。......
2023-06-22
电火花表面强化是电火花加工技术的又一分支。电火花表面强化是通过电火花放电的作用把一种导电材料涂敷熔渗到另一种导电材料(基体)的表面,形成合金化熔渗层,从而改变基体表面物理和化学等性能的工艺方法。
电火花放电属于高能量密度加热,电火花表面强化又称为电火花熔敷或脉冲电弧显微堆焊,其主要作用可以提高零件的硬度、耐磨性、耐蚀性及热硬性等表面性能。
电火花表面强化技术具有设备简单、操作容易、成本低、效果明显等优点,可用于模具、刀具、机械零件的表面强化和磨损部位的修补。其主要特点如下:
1)目前使用的小型电火花涂覆机主要由脉冲电源和振动器两部分组成,没有传动机构、工作台等机械构件,携带方便,操作简单,使用灵活,设备投资和运行费用都很低,电极材料消耗极少,可以根据需要选用电极材料。
2)熔渗层与基体结合牢固,不会发生剥落。
3)高能量密度加热,心部组织与性能无变化,处理后工件无变形。多种强化机理共同作用,可获得理想的强化表面。
4)局部加热耗电少,处理件不受尺寸限制,特别适用于大件的局部处理或某些失效件的局部修复。
5)电火花熔渗层较浅,一般厚度为0.02~0.5mm,表面粗糙度Ra值大,一般为1.25~5μm,熔渗层的均匀性和连续性较差。
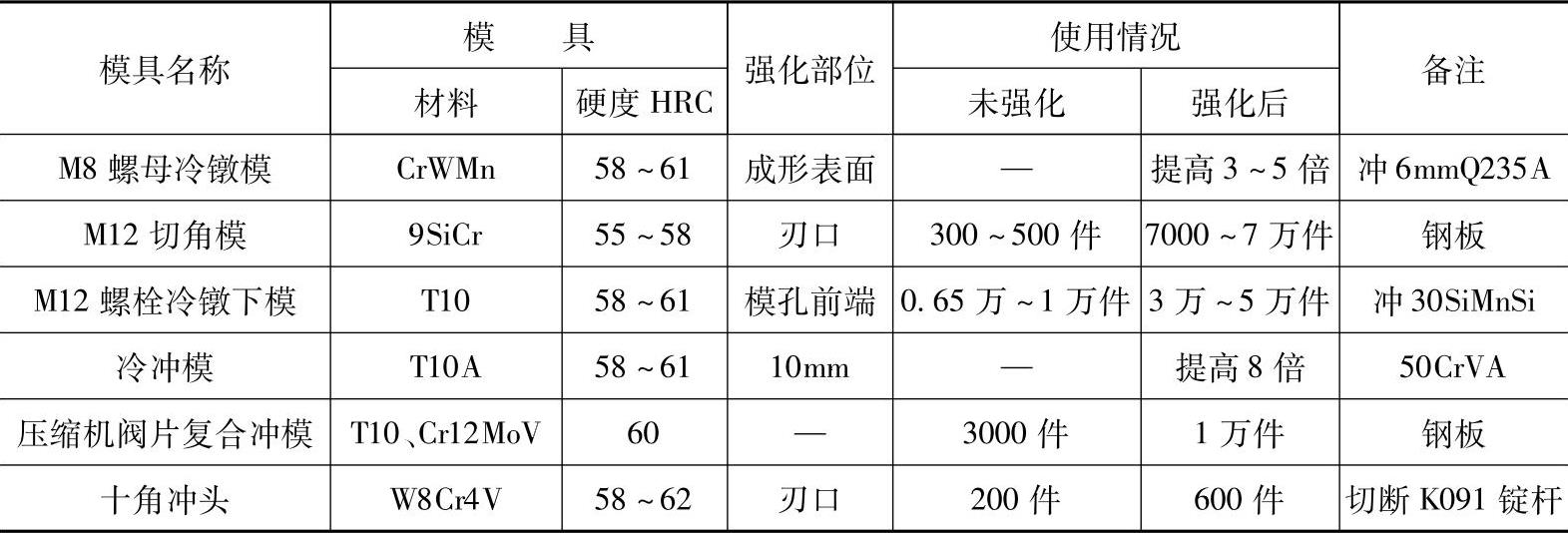
电火花强化适合于合金钢、碳钢和铸铁等材料,目前主要应用于提高工具、模具及耐磨件的耐磨性的强化处理和修复。模具电火花强化应用情况见表4-21。
表4-21 模具电火花强化应用情况
有关模具工基础知识问答的文章

在机械设备维修中常用的表面强化技术有以下几种。通常采用喷丸层强度和表面覆盖率来评定喷丸强化的效果。激光表面强化处理具有其他表面处理技术不易达到的特点,它适用材料广、变形小、硬化均匀。......
2023-06-22

采用激光束、电子束、离子束这三类高能束流对材料(工件)进行表面强化是20世纪70年代发展起来的高新技术。电子束淬火比常规热处理的耐磨性提高约5倍。离子注入是一种新的表面强化处理技术。......
2023-06-26

胶结用于载荷较小、板件较薄、环境条件较好的场合。表5-1胶结工艺特点胶结的零件主要有板件、各种型材、蜂窝夹芯和用于局部加强的整体构件。为了获得胶结性能良好的结构,胶结零件必须满足外形容差和表面状态两个方面的要求。这三个因素不仅影响胶结过程的顺利进行,而且影响到结构的最终胶结质量,因此必须执行相关环境标准。表5-2胶结结构的主要形式及其特点......
2023-07-18

表面冷形变强化在(模具)模膛强化中的应用主要有喷丸强化、挤压强化和滚压强化等。模具的喷丸过程是弹丸流不断撞击模膛表面层并使表面层在0.1~0.7mm时不断积累塑性变形的过程。喷丸能促使工件表层的组织发生转变,如残留奥氏体诱发转变为马氏体,并引入压应力,从而提高表层的硬度、疲劳强度的耐磨性。经表面冷形变强化后进行时效处理,可使其进一步强化。......
2023-06-24

表8-4为模具采用不同的表面强化处理方法后性能的比较。表面强化处理按目的和作用可分为两大类:1)表层化学成分与组织结构改变型。模具表面强化处理的主要方法见表8-5,模具表面强化处理的分类见表8-6,模具表面强化处理工艺应用及实例见表8-7。综上所述,模具的真空热处理具有防止氧化、脱碳,可进行光亮处理,能够脱气,可改善韧性等特点,需要提醒的是应注意合金元素的挥发。......
2023-08-18

选择模具材料强化方法的基本原则为:1)提高模具表面的耐磨性。常见模具渗氮和氮碳共渗的工艺规范见表8-8。表8-8常见模具渗氮和氮碳共渗的工艺规范另外除上述常见的一般渗氮方法外,目前有真空渗氮、高频感应加热气体渗氮、电解气相渗氮、形变渗氮、激光渗氮、盐浴渗氮、弹性振荡渗氮、磁场渗氮、预氧化快速渗氮、高压渗氮、流态床渗氮以及强韧化渗氮等众多渗氮方法,可根据模具的具体工作条件和零件的精度要求来进行正确的选择。......
2023-08-18

表面强化处理对于模具零件来说,大多是在已经热处理过的钢的表面再进行不同的处理,因为这种处理仅限于钢件表层,所以称作表面处理。表面处理的目的是进一步提高淬火钢件表面的硬度、耐磨性、抗粘附性等,以延长其使用寿命。所以这种处理又称为表面强化处理。第二种是改变表面化学成分的强化方法,有:1)渗碳。表4-16 常用化学热处理方法及作用......
2023-06-26
相关推荐