机械加工中,表面粗糙度产生的主要原因:一是加工过程中切削刃在已加工表面上留下的残留面积—几何因素,二是切削过程中产生的塑性变形及工艺系统的振动等物理因素。砂轮太软则磨粒易脱落,会产生不均匀磨损现象,影响表面粗糙度。......
2023-06-24
国家标准规定表面粗糙度的参数有两个高度参数(轮廓的算术平均偏差和轮廓的最大高度)和两个附加参数(轮廓单元的平均宽度和轮廓的支承长度率)。
1.轮廓的算术平均偏差Ra
在一个取样长度lr内,轮廓的纵坐标值Z(x)绝对值的算术平均值,如图3-39所示。

或
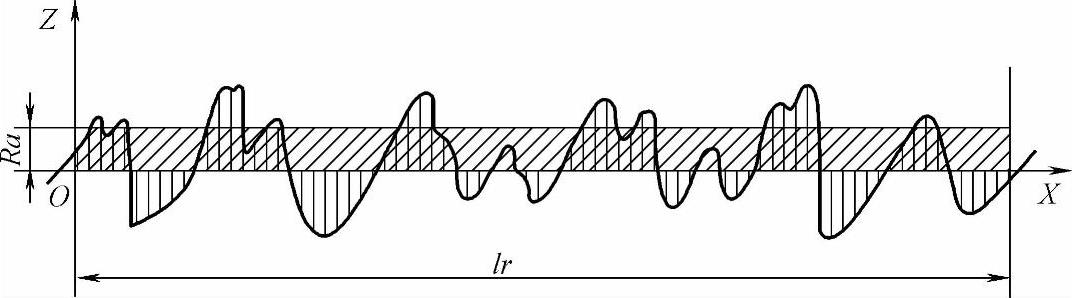
图3-39 轮廓的算术平均偏差
2.轮廓的最大高度Rz
在一个取样长度lr内,最大轮廓峰高Rp和最大轮廓谷深Rv之和,如图3-40所示。

图3-40 轮廓的最大高度
高度参数是表面粗糙度的基本参数,但仅有高度参数还不能完全反映出零件表面粗糙度的特性。如图3-41所示的粗糙度的疏密度和图3-42所示的粗糙度轮廓的形状,其中,图3-41a、b所示的高度参数值大致相同,但波纹的疏密度不同,因此,其表面特性,如密封性也不相同;而图3-42中的3个图形的高度参数也大致相同,但其耐磨性、耐蚀性也不同。所以,当高度参数不能满足零件表面粗糙度要求时,可根据需要选择附加参数。
3.轮廓单元的平均宽度Rsm
含有一个轮廓峰高和相邻轮廓谷深的一段中线长度Xsi(图3-40),称为轮廓单元的平均宽度。在一个取样长度内轮廓单元宽度Xs的平均值,就是轮廓单元的平均宽度,即

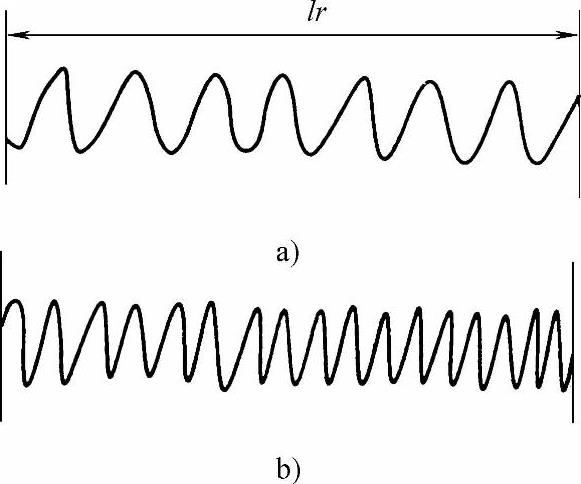
图3-41 粗糙度的疏密度
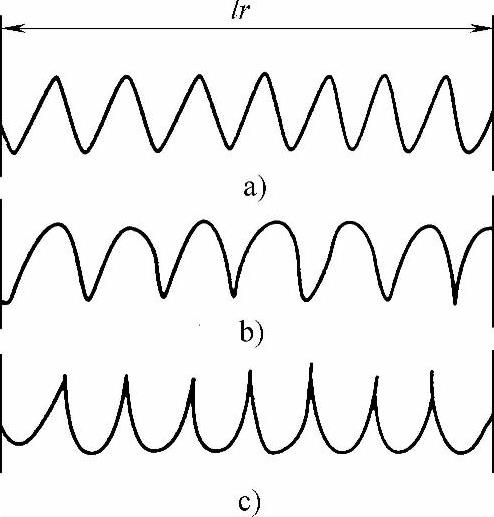
图3-42 粗糙度轮廓的形状
4.轮廓的支承长度率Rmr(c)
平行于中线且与轮廓峰顶线相距为c的一条直线与轮廓峰相截所得到的各段截线bi(图3-40)之和,称为轮廓材料实际长度Ml(c)。轮廓材料实际长度Ml(c)与评定长度ln之比,称为轮廓支承长度率,即

必须指出,Rmr(c)的值应对应于不同的截面给出,水平截距c可用微米或c与Rz比值的百分数表示。另外,轮廓支承长度率与表面粗糙度的形状有关,它影响表面的耐磨程度。
有关模具工基础知识问答的文章

机械加工中,表面粗糙度产生的主要原因:一是加工过程中切削刃在已加工表面上留下的残留面积—几何因素,二是切削过程中产生的塑性变形及工艺系统的振动等物理因素。砂轮太软则磨粒易脱落,会产生不均匀磨损现象,影响表面粗糙度。......
2023-06-24

表面粗糙度影响配合性质的稳定性。此外,表面粗糙度对零件的外观、测量精度也有一定的影响。为了获得较小的表面粗糙度,零件要经过复杂的加工,会引起加工成本的急剧增加。因此,表面粗糙度的参数值在设计过程中应该合理选择。图5-2表面粗糙度的概念......
2023-06-15

另外,表面粗糙度的测试值与计算值的相对误差也在10%的允许范围内,见图7-3b。上述分析表明回归方程与实测值拟合得较好。取切削深度ap=0.4mm,进给量f=0.2mm/r,加工表面的表面粗糙度与切削速度、刀尖半径的特征曲面和等值线图分别见图7-5a、b。因此,在机床、工艺系统刚性较好的条件下,可以选用稍大的刀尖半径和较大的切削速度,使工件得到较低的表面粗糙度。......
2023-06-27

表面粗糙度的评定参数值国家标准都已标准化。一般来说,选择的表面粗糙度参数值越小,零件的使用性能越好。4)表面粗糙度参数值应与尺寸公差及几何公差协调一致。5)对密封性、耐蚀性要求高,以及外表要求美观的表面,其表面粗糙度参数值应小。......
2023-06-26

对表面粗糙度的评定分为定性评定和定量评定两种。定量评定是指借助各种检测仪器,准确地测出被测表面粗糙度参数值。比较法简单易用,多用于生产现场判断零件的表面粗糙度,比较法判断的准确程度和检验人员的技术熟练程度有关。2)光切法光切法是利用光切原理来测量表面粗糙度的一种测量方法。......
2023-06-15

图5-100 “粗糙度”立即菜单2)在立即菜单中可设置相关的选项。图5-101 立即菜单图5-102 “表面粗糙度”对话框3)拾取定位点或直线或圆弧。如果拾取定位点,接着在系统提示下输入角度或使用鼠标在屏幕上确定角度方位,从而完成该表面结构要求的标注。在不致引起误解时,表面结构要求可以标注在给定的尺寸线上。图5-103 表面结构要求标注的典型示例......
2023-11-23

表面粗糙度是由较小间距和峰谷所组成的微观几何形状特性。生产车间一般采用表面粗糙度比较样块用比较法评定工件加工后的表面粗糙度。虽不能得出具体表面粗糙度的参数,但由于它简单方便、效率高,对中、低精度的工件表面粗糙度能作出可靠的判断,故在生产应用广泛。要注意评估表面粗糙度是根据表面加工痕迹的深浅,而不考虑加工痕迹的宽窄程度。......
2023-06-23

相关推荐