虽然蔬菜中维生素和纤维素比较多,有利于婴幼儿的成长发育,但蔬菜中也有一些损害人体的物质,如卷心菜、大白菜、生菜等叶类蔬菜,含有较多的硝酸盐,婴幼儿摄入这些蔬菜时要注意摄取量,尽量选择硝酸盐含量较少的蔬菜,如胡萝卜、西兰花、土豆等。此外,由于婴幼儿机体各器官发育还不完善,尤其是消化系统还比较稚嫩,选择时要注意蔬菜的适宜性,可以选择适合婴幼儿吃的蔬菜,如胡萝卜、西红柿等。......
2023-07-04
1.基准制的含义
基准制是指同一极限制的孔和轴组成的一种配合制度。国家标准对基准制规定了两种:基孔制和基轴制。
基孔制是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。在基孔制配合中选作基准的孔为基准孔,代号为H,基准孔的下极限偏差为基本偏差,且数值为零,上极限偏差为正值,其公差带偏置在零线上方(图3-13)。而基轴制是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。在基轴制配合中选作基准的轴为基准轴,代号为h,基准轴的上极限偏差为基本偏差,且数值为零,下极限偏差为负值,其公差带偏置在零线下方(图3-13)。
2.选择基准制的原则
选择基准制时,应综合考虑相关零件的结构特点,加工与装配工艺以及经济效益等因素,且应根据以下原则来确定。
1)优先选用基孔制,可以减少定值刀具、量具的规格数量,有利于刀具、量具的标准化、系列化,因而经济合理、使用方便。例如,Φ30H7/f6、Φ30H7/n6、Φ30H7/s6是公称尺寸相同的基孔制配合,虽然它们的配合性质各不相同,但孔的公差带是相同的,所以只需用同一规格的定值刀具、量具来加工和检验即可。这3个尺寸中轴的公差带虽然各不相同,但由于车刀、砂轮等刀具对不同极限尺寸的轴是同样适用的,因而,不会增加刀具的费用。由此可见,采用基孔制配合不但可以减少孔的公差带的数量,而且可以大大减少孔定值刀具、量具的数量,从而获得较高的经济效益。采用基孔制既有利于加工制造,也有利于降低成本。
2)有明显经济效益时选用基轴制。采用冷拉钢材制作轴时,由于钢材本身的精度(公差等级可达IT8)已能满足设计要求,故轴不再加工,此时采用基轴制较为经济合理。
在同一公称尺寸的轴上需要装配几个具有不同配合种类的零件时,采用基轴制,否则将会造成轴加工困难或无法加工。图3-20所示为活塞销、活塞和连杆的连接,按使用要求,活塞销与连杆头内衬套孔的配合为间隙配合,而活塞销与活塞的配合为过渡配合。这两种配合的公称尺寸相同,如果采用基孔制配合,三个孔的公差带虽然一样,但活塞销必须做成两头粗中间细的阶梯形状(直径相差比较小),如图3-21a所示。此时,活塞销的两头直径必大于连杆头衬套孔的直径。这样在装配时,活塞销要挤过衬套孔壁不仅困难,而且会刮伤孔的表面。另外,这种阶梯形状的活塞销比无阶梯的加工要困难得多。在此情况下应采用基轴制,如图3-21b所示的活塞销采用无阶梯结构,衬套孔和活塞孔分别采用不同的公差带,既可以满足使用要求,又可以减少加工的工作量,从而降低了加工成本,同时还可以方便装配。
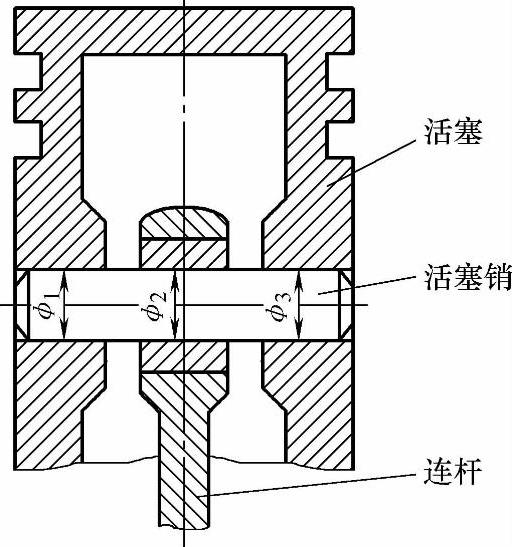
图3-20 活塞销、活塞和连杆的连接
Φ1—间隙配合 Φ2、Φ3—过渡配合
3.由常用标准件选用基准制
当设计的零件与常用标准件配合时,基准制的选择应以常用标准件而定。如零件与滚动轴承相配合时,与轴承内圈配合的轴应选用基孔制,而与轴承外圈配合的孔则应选用基轴制,如图3-19和图3-22(尺寸未注出)所示。
4.特殊情况下可采用混合配合
在一般情况下,优先选用基孔制配合。如有特殊要求,允许将任一孔、轴公差带组成配合。图3-22所示为机床主轴箱的一部分,由于齿轮轴筒与两个轴承孔相配合,根据轴承的使用要求已选定为Φ60js6,而两个隔套只起间隔两个轴承的轴向定位作用,为了装拆方便,隔套在齿轮轴筒上的配合间隙应大些,其定心精度要求也不高,因而选用Φ60D10与齿轮轴筒配合;同样主轴箱壳孔同时与轴承外圈和隔套外径配合,根据轴承的使用要求已选定为Φ95K7,而隔套的外径则选用Φ95d11已达到上述使用要求。在此情况下无论采用基孔制还是基轴制都难以达到使用要求。
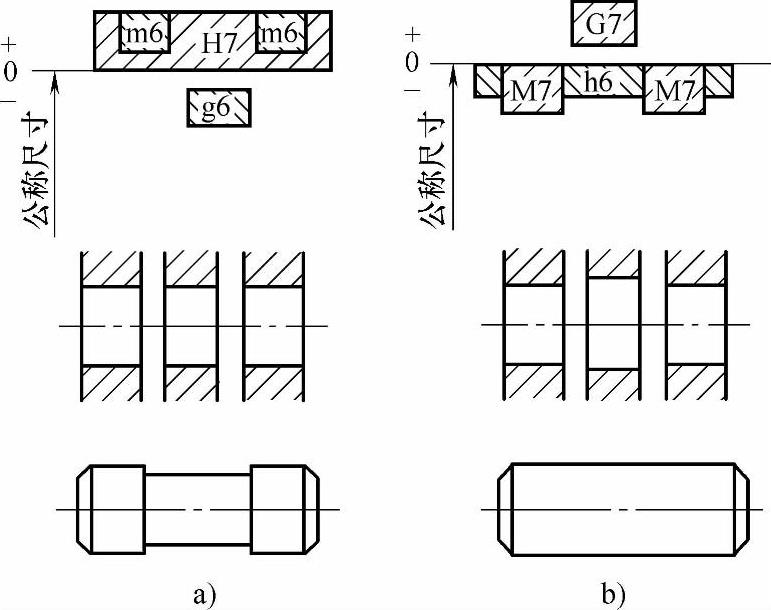
图3-21 活塞销配合基准制的选用
a)采用基孔制 b)采用基轴制
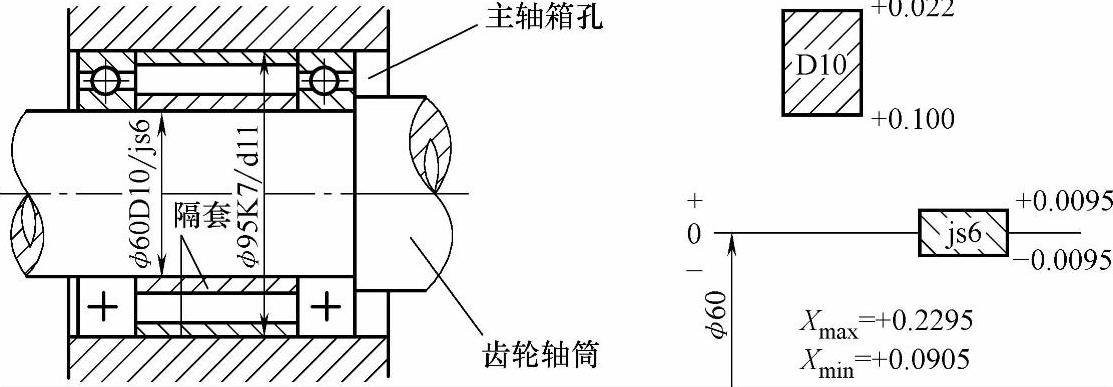
图3-22 非基准制的混合配合
有关模具工基础知识问答的文章

虽然蔬菜中维生素和纤维素比较多,有利于婴幼儿的成长发育,但蔬菜中也有一些损害人体的物质,如卷心菜、大白菜、生菜等叶类蔬菜,含有较多的硝酸盐,婴幼儿摄入这些蔬菜时要注意摄取量,尽量选择硝酸盐含量较少的蔬菜,如胡萝卜、西兰花、土豆等。此外,由于婴幼儿机体各器官发育还不完善,尤其是消化系统还比较稚嫩,选择时要注意蔬菜的适宜性,可以选择适合婴幼儿吃的蔬菜,如胡萝卜、西红柿等。......
2023-07-04

一是将太阳能电池组件的输出降低10%。二是将负载增加10%来应付蓄电池的库伦效率。不同的蓄电池其库伦效率不同,通常可以认为有5%~10%的损失,所以保守设计中有必要将太阳能电池组件的功率增加10%以抵消蓄电池的耗散损失。解:组件日输出安时数=3×4.4A=13.2Ah/d假设蓄电池的库伦效率为90%,太阳能电池组件的输出衰减为10%。......
2023-07-02
好了,你找到你最喜欢的咖啡豆了!它们在杯测中往往能获得84—86分:它们质量不错,但并非顶级的咖啡豆。你可以搜索并购买那些看起来吸引你的品牌的咖啡豆并在家里试一试。如今,咖啡有如此多令人惊讶的风味,潜心寻找你喜欢的咖啡豆也是一种乐趣。......
2023-06-28

格调独特的外表需要内涵的充实,女性内衣的地位已日渐重要。合体的内衣使你感受到那贴身的舒适。只有“贴”在身上了,才能看出款型是否合适。这也是选购内衣比较稳妥的一种方式。美丽小贴士——小胸女人的内衣如何选购小胸女人的内衣选择:对于小胸的女人来说,选购内衣尤其需要花点心思,要有一点通过内衣展示美丽的艺术。托起下垂的乳房,使之造型圆满。......
2023-08-04

现在的化妆品市场可以说鱼龙混杂,如何能够挑到适合自己的化妆品可以说是难上加难,下面不妨教你几招:◎◎洁面乳:1.有淡淡的清香入鼻,挤在握上应该是水乳交融,没有油腻感的。蒲柳酸洁肤的效验较好,但刺激性大易过敏。因为没有办法鉴别。晃一晃,水变成了乳白色,证实了里边含乳化剂,如此的化妆品是不好的。......
2023-08-04

7.教你如何选择基金投资基金是为了能有更好的收益,我们都希望能够选择适合自己而又收益好的基金,但各种各样的基金使得我们眼花缭乱,不知该如何选择。其中,股票型基金的风险最高,混合型基金和债券基金次之,货币市场基金和保本基金的风险最小。如果投资者的风险承受力低,宜选择货币市场基金。如果投资期限在5年以上,可以选择股票型基金这类风险偏高的产品。如果投资期限在2年以下,最好选择债券型基金和货币市场基金。......
2023-12-01
与把立一样,把横的规格同样应该根据使用者的身体条件来决定。一般而言,XC越野车手会选择一个大于肩宽1~3英寸的把横。把横的水平顶部能提供一个“直立”的骑行姿势,双手握把的距离虽然不到肩宽,但是足够让车上的人在平地发力或稳步爬行缓坡。尽管直把和更高的把立似乎也可以实现更加坚固而轻量的把横,但是在越野车手们当中更加受欢迎的却是燕把。直立把横对于那些渴望长久的直立骑行姿势的车手而言,旅行把横是一种选择。......
2023-08-30
相关推荐