公差带代号是指中径和顶径公差带代号,由公差等级和基本偏差代号组成,中径公差带在前;若中径和顶径公差带相同,只标一个公差带代号。对于左旋螺纹,标注“LH”代号,右旋螺纹省略旋向代号。尺寸、螺纹公差带、旋合长度和旋向代号间各用短横线“-”分开。因此由式(6-5)、式可计算螺距误差和牙型半角误差的中径补偿值为由式可计算螺母的作用中径为所以该螺母合格,满足互换性要求。其公差带图如图6-23所示。图6-23任务实施图......
2023-06-15
公差带代号可表示出零件尺寸的加工精度,它注写在公称尺寸的后面,由基本偏差代号(确定相对零线的位置)和公差等级(确定公差大小)所组成。公称尺寸是确定尺寸偏差的基准,即公称尺寸确定了公差带的零线位置。国家标准规定基本偏差代号孔和轴各28个,而公差等级代号20个,两者组成了公差带代号,如孔的公差带代号H8、JS6、F7和K6等;轴的公差带代号h6、f7、k6和js8等。
在零件图中,标注孔、轴的尺寸公差有下列三种形式。
1)在孔或轴的公称尺寸的右边注出公差带代号,如图3-14所示。孔、轴公差带代号由基本偏差代号与公差等级代号组成,如图3-15所示。
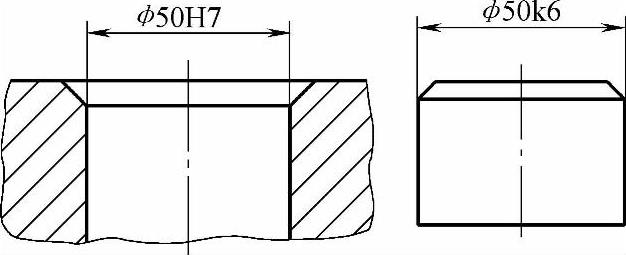
图3-14 标注公差带代号
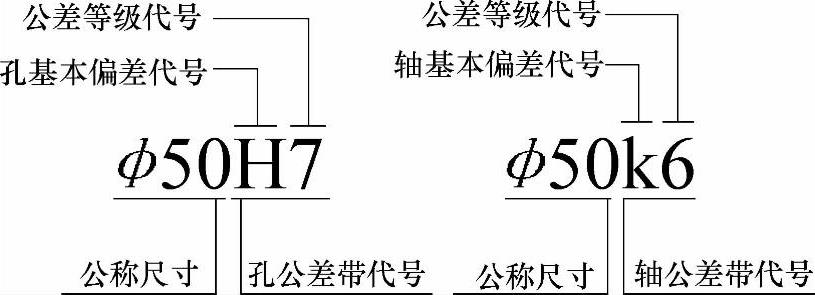
图3-15 公差带代号的形式
2)在孔或轴的公称尺寸的右边注出该公差带的极限偏差数值,如图3-16所示。上极限偏差应注在公称尺寸的右上角;下极限偏差应与公称尺寸在同一底线上,且上、下极限偏差数字的字号应比公称尺寸数字的字号小一号。
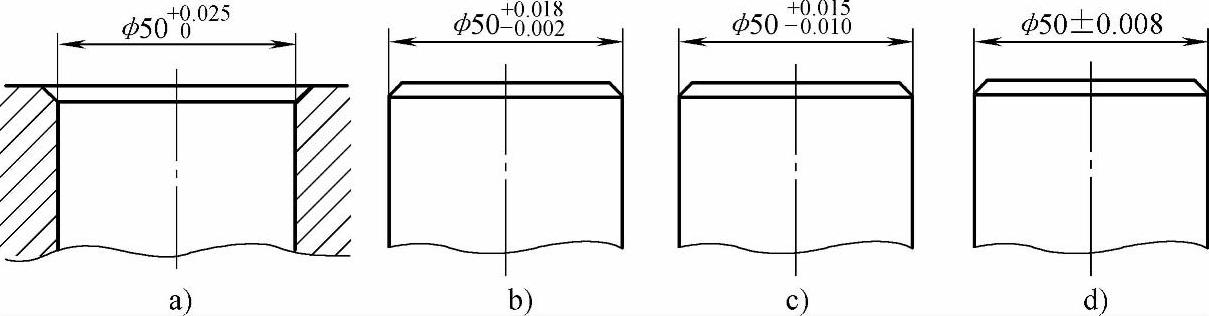
图3-16 标注极限偏差数值
当上极限偏差或下极限偏差为零时,要注出偏差数值“0”,并与另一个偏差值的个位数对齐,如图3-16a所示。上、下极限偏差的小数点必须对齐,小数点后的位数必须相同,如图3-16b所示。小数点后右端的“0”一般不注出;为了使上、下极限偏差值的小数点后的位数相同,可以用“0”补齐,如图3-16c所示。若上、下极限偏差值相等,符号相反时,偏差数值只注写一次,并在偏差值与公称尺寸之间注写符号“±”,且两者数字高度相同,如图3-16d所示。
3)在孔或轴的公称尺寸的右边同时注出公差带代号和相应的极限偏差数值,此时后者应加上圆括号,如图3-17所示。
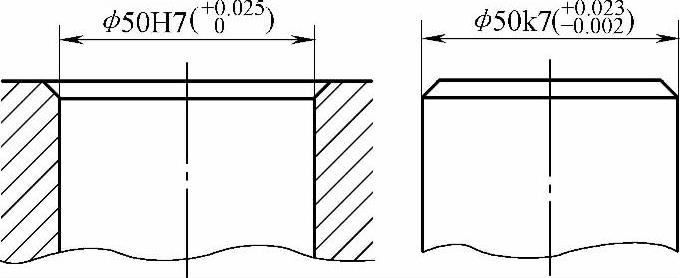
图3-17 标注公差带代号和极限偏差数值
有关模具工基础知识问答的文章

公差带代号是指中径和顶径公差带代号,由公差等级和基本偏差代号组成,中径公差带在前;若中径和顶径公差带相同,只标一个公差带代号。对于左旋螺纹,标注“LH”代号,右旋螺纹省略旋向代号。尺寸、螺纹公差带、旋合长度和旋向代号间各用短横线“-”分开。因此由式(6-5)、式可计算螺距误差和牙型半角误差的中径补偿值为由式可计算螺母的作用中径为所以该螺母合格,满足互换性要求。其公差带图如图6-23所示。图6-23任务实施图......
2023-06-15

图4-13局部范围作为基准图4-14基准目标3.公差值的标注公差值表示公差带的宽度或直径,是控制几何误差量的指标。表4-2限制符号表4.附加符号的标注在几何公差标注中,为了进一步表达其他一些设计要求,可以使用标准规定的附加符号,在标注框格中作出相应的表示。对部分长度上要求几何公差时的标注方法如图4-21所示。图4-23几处用同一公差带时的标注3)螺纹、花键、齿轮的标注在一般情况下,以螺纹轴线作为被测要素或基准要素时均......
2023-06-15

在工程制图中时常要为指定尺寸标注尺寸公差。用户可采用以下方法标注尺寸的公差。在尺寸标注时右击,接着利用弹出来的图5-82所示的“尺寸标注属性设置”对话框设置尺寸的公差内容。图5-88 “标注风格设置”对话框在“尺寸标注属性设置”对话框的“公差与配合”选项组中,可以设置公差输入形式、输出形式、公差代号、上偏差和下偏差等。......
2023-11-23

用以表示相互配合的一对轴和孔的公称尺寸、极限尺寸、极限偏差以及相互关系的简图,称为极限与配合示意图,如图3-3所示。在公差带图解中,由代表上极限偏差和下极限偏差或上极限尺寸和下极限尺寸的两条直线所限定的一个区域称为公差带。画公差带图时,不画出整个零件,只用表示公称尺寸的一条直线,以其为基准来确定偏差和公差的起点。......
2023-06-26

按GB/T 1182—2008中规定,几何公差包括形状公差、方向公差、位置公差和跳动公差。形状公差带包括公差带的形状、大小、位置和方向四个要素,其形状随要素的几何特征及功能要求而定。因此,给出位置公差要求的被测要素,一般不再提出方向和形状公差的要求。......
2023-06-26

使用“A3样板.dwt”样板文件新建文件。为方便定位各设备的位置,宜预先进行尺寸标注,标注效果如图9-39所示,说明如下:1)将“DIM-35”标注样式置为当前样式。2)修改“DIM-35”标注样式的参数:箭头大小修改为2.5;文字的垂直位置修改为“上方”;文字对齐修改为“水平”;标注特征比例修改为200。3)在“标注”层进行线性标注及连续标注。这一步是为了更好地将定位直线与设备符号及导线等加以区分。......
2023-06-21
常用的尺寸标注方式包括线性、对齐、连续、基线、半径、直径、角度基引线标注,AutoCAD 2006新增了弧长标注和折弯标注,如图4-7所示。图4-7常用尺寸标注类型关于尺寸标注各个部分的名称参见图4-8及图4-15。应该指出,在图4-9和图4-9中因为是利用对象捕捉指定的尺寸界限原点,所以尺寸标注与图形是关联的。线性标注用于表示当前用户坐标系统XY平面上两点间的直线距离测量值,它标注水平、垂直和指定旋转方向的尺寸。......
2023-06-21

对于形状异常复杂、精度有特殊要求并伴随有多种冲压工序的制件,应采取对应的工艺措施予以保证。普通冲裁件外形及型孔尺寸的经济公差等级一般不高于IT11,制件外形公差等级最好低于IT10,而型孔公差等级最好低于IT9。表4-1 冲裁件外形与内孔尺寸公差 注:1.分子为冲件外形公差,分母为冲件内孔公差。在实际生产中,制件的尺寸精度是由产品设计给定的,要保证其全部尺寸精度往往难以达到。......
2023-06-26
相关推荐