从k~zc的基本偏差为下极限偏差ei,其值为正值,且k~zc基本偏差的绝对值依次增大。公称尺寸≤1000mm轴的基本偏差数值见表3-5。其使用方法是:当图样上给出的是公差带代号时,根据公称尺寸、公差等级和基本偏差代号查表3-5并计算可得出极限偏差值。 查表确定尺寸Φ35j6、Φ30h7、Φ50js7和Φ70f8的极限偏差。上述两例在实际工作中可以通过直接查表的方法获取极限偏差。......
2023-06-26
由图3-13可见,孔的基本偏差系列中,A~H的基本偏差为下极限偏差EI,其值为正值,且从A~H基本偏差的绝对值依次减小(即从上向下逐渐靠近零线,其中H基本偏差是EI=0);J和JS对称分布在零线两侧,因此,其基本偏差既可以是上极限偏差,也可以是下极限偏差。K~ZC的基本偏差为上极限偏差ES,其值为负值,且从K~ZC基本偏差的绝对值依次增大(即从上向下逐渐远离零线)。
公称尺寸≤1000mm孔的基本偏差数值见表3-4。
表3-4 孔的基本偏差数值(摘自GB/T 1800.1—2009)(单位:μm)
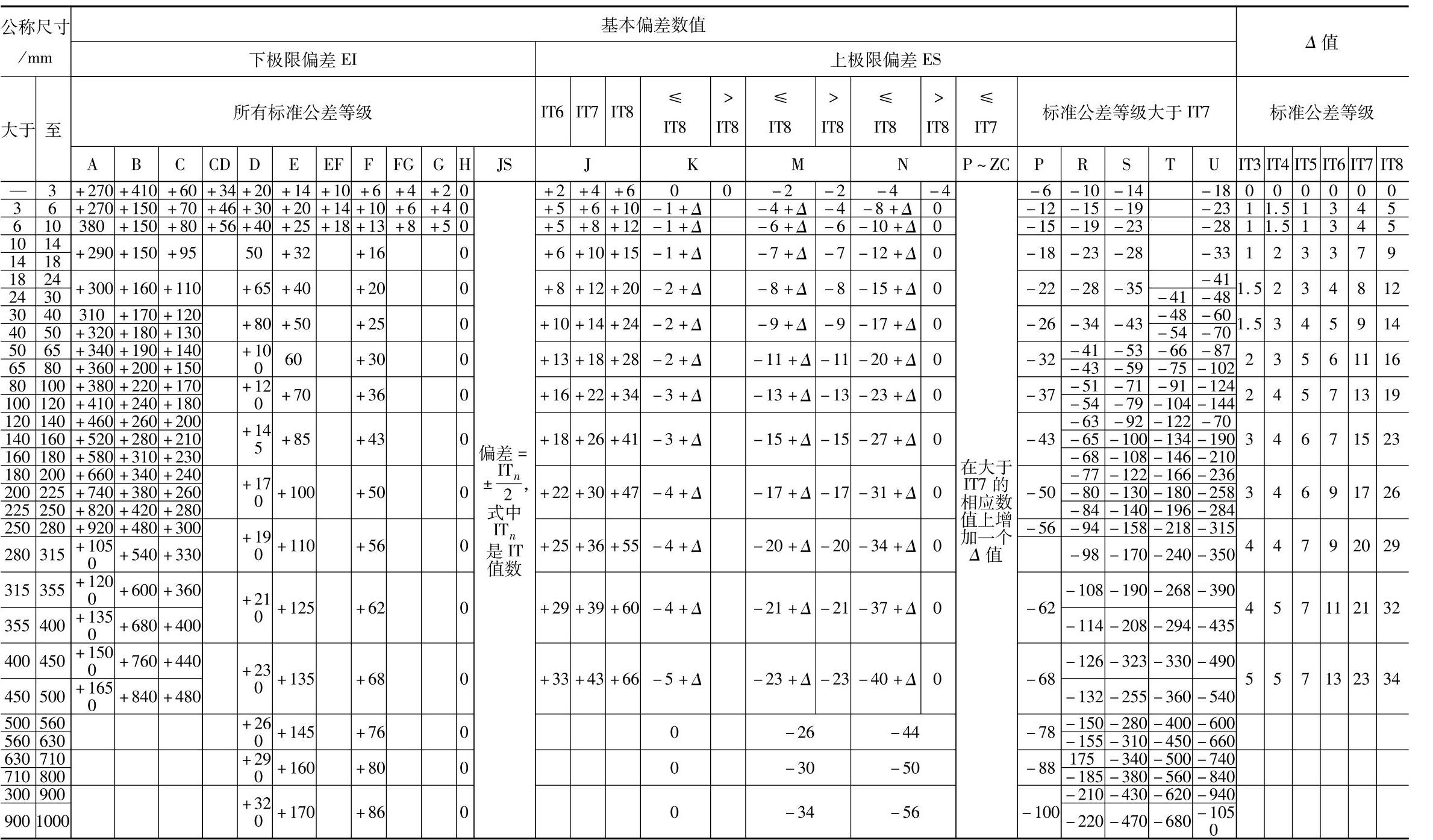
注:1.公称尺寸小于或等于1mm时,基本偏差A或B及大于IT8的N均不采用。公差带JS7~JS11,若ITn值数是奇数,则取偏差=±(ITn-1)/2。
2.对小于或等于IT8的K、M、N和小于或等于IT7的P~ZC,所需Δ值从表内右侧选取。例如,18~30mm段的K7:Δ=8μm,所以ES=(-2+8)μm=+6μm;18~30mm段的S6:Δ=4μm,所以ES=(-35+4)μm=-31μm。特殊情况:250~315mm段的M6,ES=-9μm(代替-11 μm)。
当图样上给出的是公差带代号时,根据公称尺寸、公差等级和基本偏差代号查表3-4并计算可得出极限偏差值。
由表3-4可知:基本偏差A~H的下极限偏差可由表3-4查得,在这个范围内的上极限偏差则可通过查表3-1按式(3-5)计算求得,即ES=Th+EI。注意H的下极限偏差为零,其上极限偏差ES=0+IT=+IT;JS的极限偏差为±IT/2;J~ZC的上极限偏差可由表3-4查得,在这个范围内的下极限偏差则可通过查表3-1按式(3-5)计算求得,即EI=ES-IT。注意当孔的基本偏差在K、M、N(≤IT8)和P~ZC(≤IT7)时,孔的基本偏差上极限偏差ES要加上一个Δ值,Δ值可在表3-4中“Δ值”栏处查得。
【例3-4】 查表确定尺寸Φ30F7、Φ35H6、Φ50JS7、Φ72K8和Φ90R7的极限偏差。
解:1)Φ30F7,查表3-1得IT7=0.021mm;查表3-4得基本偏差EI=+0.020mm,则ES=EI+IT7=(+0.020+0.021)mm=+0.041mm。由此可得 。
。
2)Φ35H6,查表3-1得IT6=0.016mm;查表3-4得基本偏差EI=0mm,则ES=EI+IT7=(0+0.016)mm=+0.016mm。由此可得Φ 。
。
3)Φ50JS7,查表3-1得IT7=0.025mm;查表3-4得JS的上极限偏差ES=+(IT-1)/2=[+(25-1)/2]μm=+12μm=+0.012mm,而EI=-(IT-1)/2=[-(25-1)/2]μm=-12μm=-0.012mm。由此可得Φ50JS7(±0.012)。
4)Φ72K8,查表3-1得IT8=0.046mm;查表3-4得Δ=+0.016mm,即基本偏差ES=-0.002mm+Δ=(-0.002+0.016)mm=+0.014mm,则EI=ES-IT8=(+0.014-0.046)mm=-0.032mm。由此可得 。
。
5)Φ90R7,查表3-1得IT7=0.035mm;查表3-4得Δ=+0.013mm,即基本偏差ES=-0.051mm+Δ=(-0.051+0.013)mm=-0.038mm,则EI=ES-IT7=(-0.038-0.035)mm=-0.073mm。由此可得 。
。
有关模具工基础知识问答的文章

从k~zc的基本偏差为下极限偏差ei,其值为正值,且k~zc基本偏差的绝对值依次增大。公称尺寸≤1000mm轴的基本偏差数值见表3-5。其使用方法是:当图样上给出的是公差带代号时,根据公称尺寸、公差等级和基本偏差代号查表3-5并计算可得出极限偏差值。 查表确定尺寸Φ35j6、Φ30h7、Φ50js7和Φ70f8的极限偏差。上述两例在实际工作中可以通过直接查表的方法获取极限偏差。......
2023-06-26

如图3-4所示,孔的基本偏差为下极限偏差,而轴的基本偏差为上极限偏差。基本偏差是确定公差带位置的参数,与公差等级无关。为了满足各种不同配合的需要,必须将孔和轴的公差带位置标准化。轴和孔的基本偏差代号各28个。必须指出,以轴为例,字母中除去与其他代号易混淆的五个字母i、l、o、q、w,增加了七个双字母代号cd、ef、fg、js、za、zb、zc。在基本偏差系列图中,表示了公称尺寸相同的28种孔和轴基本偏差相对零线的位置。......
2023-06-26

对费用偏差和进度偏差的分析可以利用拟完工程计划费用、已完工程实际费用、已完工程计划费用三个参数完成,通过三个参数间的差额(或比值)测算相关费用偏差指标值,并进一步分析偏差产生的原因,从而采取措施纠正偏差。费用偏差分析方法既可以用于业主方的投资偏差分析,也可以用于施工承包单位的成本偏差分析。......
2023-09-25

图4-1 圆柱销2.公称尺寸(D,d)公称尺寸是设计给定的尺寸,用D和d表示。图4-3 公差与配合示意图5.尺寸偏差尺寸偏差简称偏差,是指某一尺寸减其公称尺寸所得的代数差,其值可正、可负或零。它是指公称尺寸所在的线,是偏差的起始线。......
2023-06-28

上极限偏差与下极限偏差统称为极限偏差。由于公差或偏差的数值比公称尺寸的数值小得多,在图中不便用同一比例表示,同时为了简化,在分析有关问题时,不画出孔、轴的结构,只画出放大的孔、轴公差区域和位置,采用这种表达方法的图形称为公差带图,如图2-4所示。通常零线位置表示公称尺寸,正偏差位于零线上方,负偏差位于零线的下方。......
2023-06-15
极限偏差是相对于公称尺寸偏离大小的数值,即确定了极限尺寸相对公称尺寸的位置,它是限制实际偏差的变动范围。而公差仅表示极限尺寸变动范围的一个数值。......
2023-06-26
平均模型更注重印象形成时的细节。为了更好地说明和解释印象形成,安德森提出了加权平均模型。印象形成中的偏差1.第一印象第一印象指两个素不相识的人第一次见面时所获得的印象,主要是获得对方表情、姿态、身材、年龄等方面的印象,也叫作首因效应。社会刻板印象有很多种,如性别刻板印象、地域刻板印象、民族刻板印象等。......
2023-11-06

相关推荐