冲模是使板料分离或变形的工具。适合生产批量大、精度要求高的冲压件。图5-23模具零件分类按照工序组合程度不同,冲模可分为单工序冲模、复合冲模和连续冲模。图5-25凸缘制件的落料拉深复合模3. 级进冲模压力机在一次行程中,依次在模具几个不同的位置上同时完成多道冲压工序的冲模称为级进模具,又称连续模、跳步模,如图5-26所示。但级进模轮廓尺寸较大,制造较复杂,成本较高,适用于大批量生产小型冲压件。表5-7模具特点续表续表......
2023-06-24
冲压模具是指通过加压将金属或非金属板料或型材分离、成形或接合而得到制件的工艺装备,统称冲模。
冲压模具包括的范围比较广,比较常见的有:
1.按冲压工艺性质分
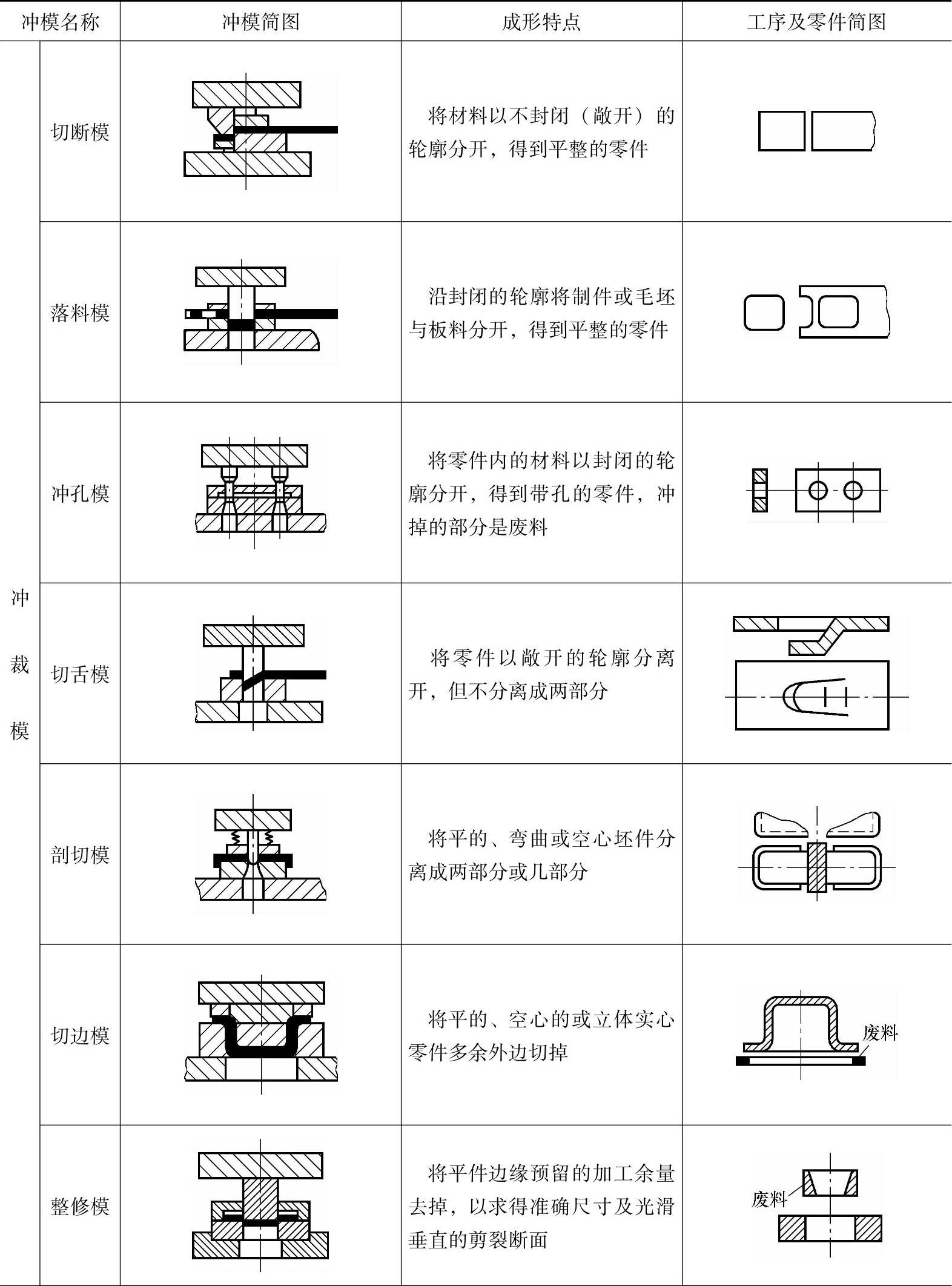
(1)冲裁模 冲裁模又称刀口模。其成形特点是利用锋利的凸、凹模刃口和合理冲裁间隙,使板料分离,得到所需形状和尺寸的平片毛坯或制件。
冲裁模可分为落料模、冲孔模、切边模、切口模、切舌模、剖切模、整修模、精冲模、切断模等。
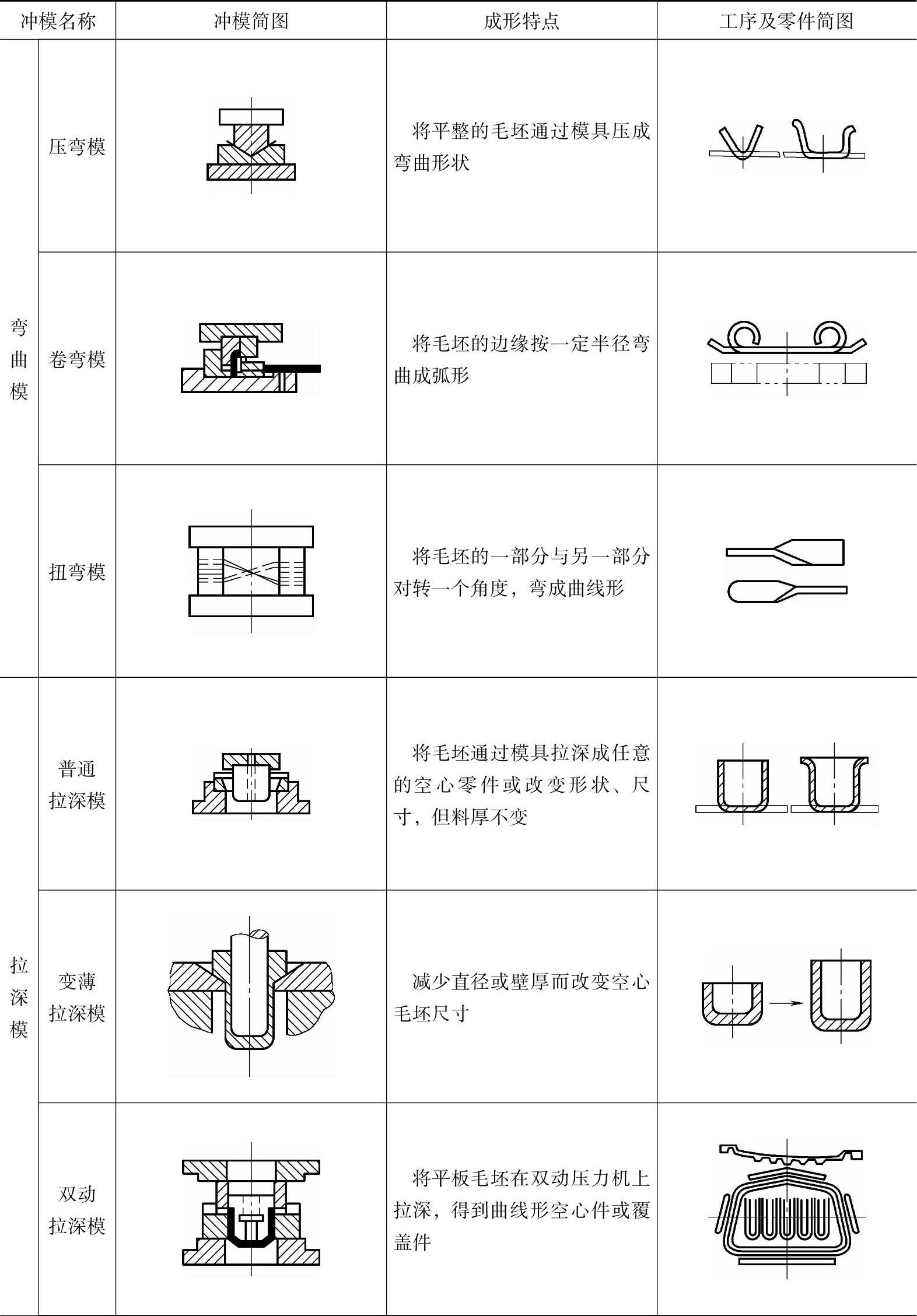
(2)弯曲模 成形特点是利用上下互相对合的不同形状模具工作部分,将毛坯或半成品制件沿弯曲线弯成一定角度和形状。
(3)拉深模 成形特点是利用相互对合的凸、凹模间留有相当于材料厚度的间隙,把片状毛坯拉深成空心体,或者把空心体拉深成外形更小而板厚没有明显变化的空心体。
拉深成形的空心体多为圆形、矩形,也有异形。拉深模可分为正向拉深模、反向拉深模、变薄拉深模、传递式拉深模和多工位连续拉深模等。
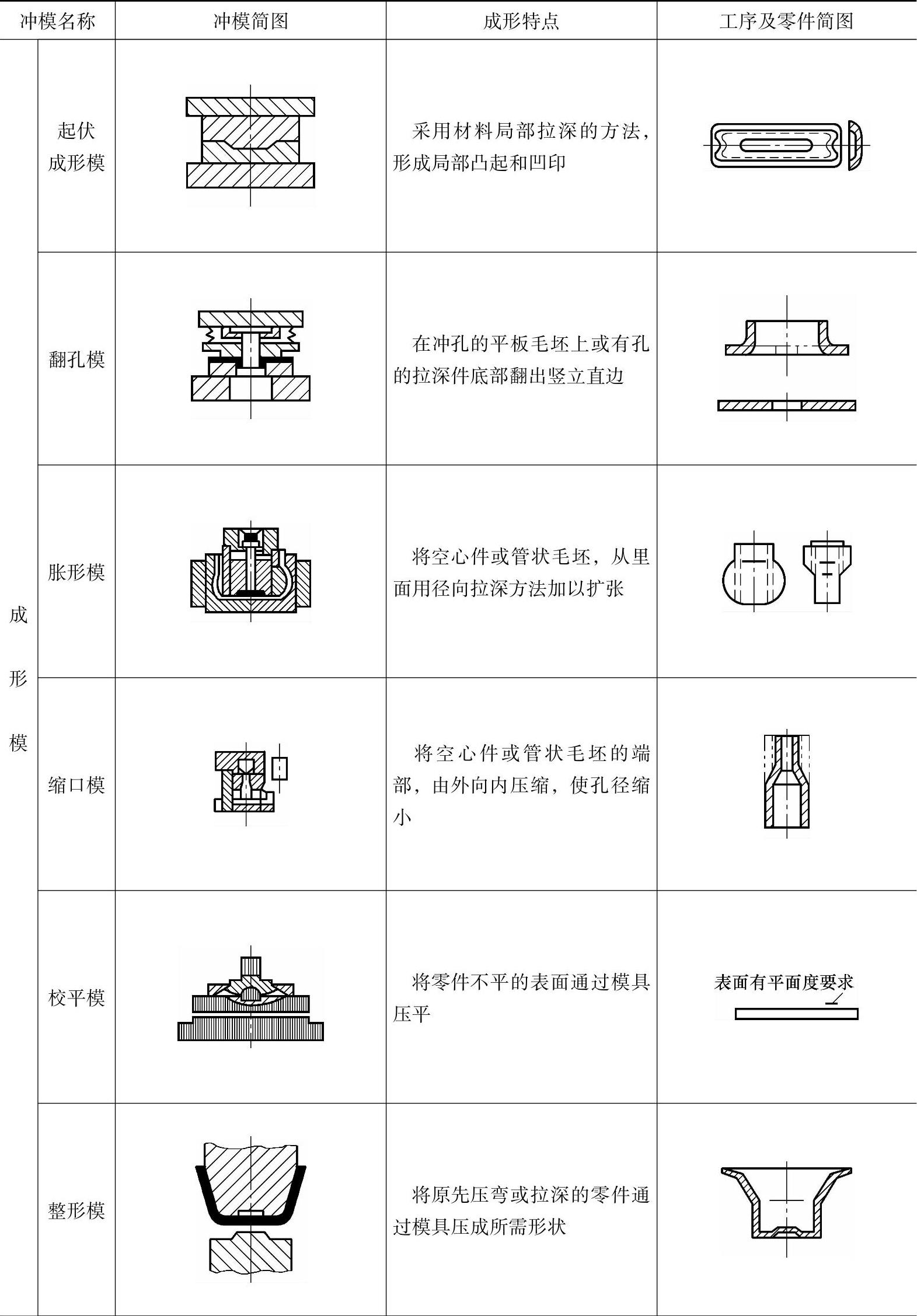
(4)成形模 其成形特点是使板料发生局部的塑性变形,按凸模与凹模的形状直接复制成形。
成形模可分为胀形模、整形模、缩口模、扩口模、翻边模、翻孔模、起伏成形模等。
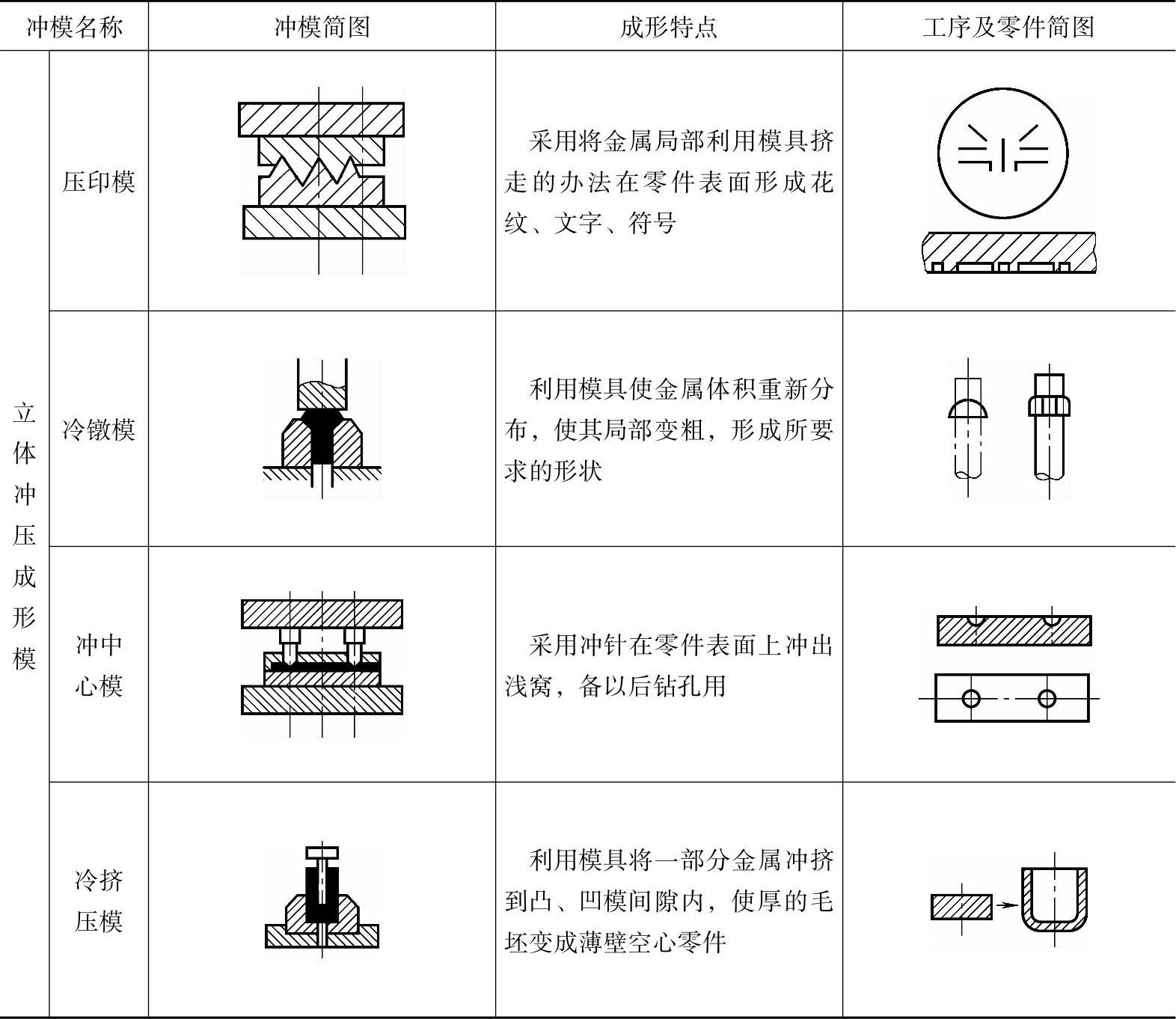
(5)冷挤压模 冷挤压是立体冲压成形的一种,其成形特点是:在室温下,使金属坯料在凸模压力作用下通过凹模产生塑性变形,使金属材料产生体积转移,挤压成形、挤压件用有色金属较多,也可以用低碳钢。
冷挤压模可分为正挤压模、反挤压模、复合挤压模、径向挤压模等。
各种冷冲模的成形特点见表1-2。
2.按工序的组合程度分
(1)单工序模 在压力机的一次行程中,只完成一道冲压工序的冲模,如冲孔模、落料模、切断模等都属于单工序模。单工序模结构相对简单。
(2)复合模 只有一个工位,并在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的冲模,如冲孔落料复合模、落料拉深复合模、落料拉深冲孔复合模等。复合模结构较复杂,但冲件精度高。
表1-2 冷冲模的成形特点
(续)
(续)
(续)
(3)级进模 在条料的送进方向上,具有两个或两个以上的工位,并在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的冲模。级进模结构复杂,适合高速和大批量生产冲压。
冲模术语见GB/T 8845—2006。
有关模具工基础知识问答的文章

冲模是使板料分离或变形的工具。适合生产批量大、精度要求高的冲压件。图5-23模具零件分类按照工序组合程度不同,冲模可分为单工序冲模、复合冲模和连续冲模。图5-25凸缘制件的落料拉深复合模3. 级进冲模压力机在一次行程中,依次在模具几个不同的位置上同时完成多道冲压工序的冲模称为级进模具,又称连续模、跳步模,如图5-26所示。但级进模轮廓尺寸较大,制造较复杂,成本较高,适用于大批量生产小型冲压件。表5-7模具特点续表续表......
2023-06-24

与一般机械制造相比,模具制造的特点如下。一般情况下,模具工作部分的制造公差都应控制在0.01mm以内,有的要求在微米级范围内。因此,在模具的生产和计划的安排上必须充分考虑这一特点。因此,试模是模具制造过程的一个特点,也是必不可少的,在生产进度安排上必须留有一定的试模周期。......
2023-06-26

冲压模具种类多,形状结构差异性大,工作条件、使用性能要求不同,因此,对模具材料的选用比较复杂,不能简单地看重某一方面的需要,必须综合考虑才是合理选材。具体选材可按下列方法进行。综上所述,模具材料的选择应根据被加工工件的材料种类、尺寸和形状,模具受力情况,生产批量,复杂程度,精度要求及用途等因素,合理进行选材。......
2023-06-26

模具图中的画法主要按机械制图的国家标准规定,考虑到模具图的特点,允许采用一些常用的习惯画法。即正面在冲模中大多数习惯采用简化画法画弹簧,用双点画线表示。......
2023-06-26

在冲压过程中,毛坯和各个部分在同一模具的作用下,有可能以不同的方式变形,即具有不同的变形趋向。冲压成形时,毛坯内各处的应力与应变关系都不尽相同,在应力状态满足屈服准则的区域内将产生塑性变形,此区称为塑性变形区;没有满足屈服准则的区域不会产生塑性变形,称为非变形区。......
2023-06-26
所以,只有在冲压零件为大批或大量生产的情况下,冲压加工的优点才能充分体现,从而获得好的经济效益。根据材料的变形特点可将冲压工序分为分离工序和成形工序两类。分离工序主要有剪裁和冲裁等。上模通过模柄5被安装在压力机滑块上,随滑块做上下往复运动,因此称为活动部分。下模通过下模座被固定在压力机工作台上,又称为固定部分。冲压件的质量、生产效率及生产成本等,与模具设计和制造有直接关系。......
2023-06-22

屈强比是指材料的屈服强度σs与抗拉强度σb的比值,即材料的屈强比用表示。反之,小的屈强比值,即σs与σb之间的差值大,对所有冲压成形都是有利的。根据我国钢铁材料有关标准规定,深拉深用ZF级钢板的屈强比应不大于0.66,即σs/σb≤0.66。......
2023-06-26

近10年来,我国模具工业一直以每年15%以上的增长速度快速发展。不言而喻,随着我国模具工新职业标准的制定、颁布与实施,达到职业标准的高技能人才队伍将得到迅速壮大。......
2023-06-26
相关推荐