排样图:如图11-45b所示。图11-45 仪表底盘级进模a)制件图 b)排样图图11-45 仪表底盘级进模(续)c)模具结构图 1—凹模板垫板 2—卸料螺钉 3—下模顶块 4、8、9、10—凸模 5—上模顶块 6、14—弹簧 7—成形凸凹模 11—侧刃凸模 12—凹模板 13—下模座 15—弹簧顶杆 16—弹簧顶板说明:1)该模具为冲孔、切口、落料、成形等3个工位的级进模结构。3)该制件翻边后的最大高度为10mm。......
2023-06-26
制件名称:连接片。
材料及板厚:H62黄铜,0.6mm。
制件图:如图11-39a所示。
拉深后展开图:如图11-39b所示。
排样图:如图11-39c所示。
模具结构图:如图11-39d所示。
说明:
1)该模具为冲孔、拉深等12个工位的级进模结构,即工位①冲两个导正销孔;工位②空工位;工位③冲C形切口;工位④首次拉深;工位⑤二次拉深;工位⑥三次拉深;工位⑦四次拉深;工位⑧五次拉深;工位⑨冲底孔;工位⑩切外形搭边;工位(11空工位;工位(12)切断成形。

图11-39 连接片级进模
a)制件图 b)拉深后展开图
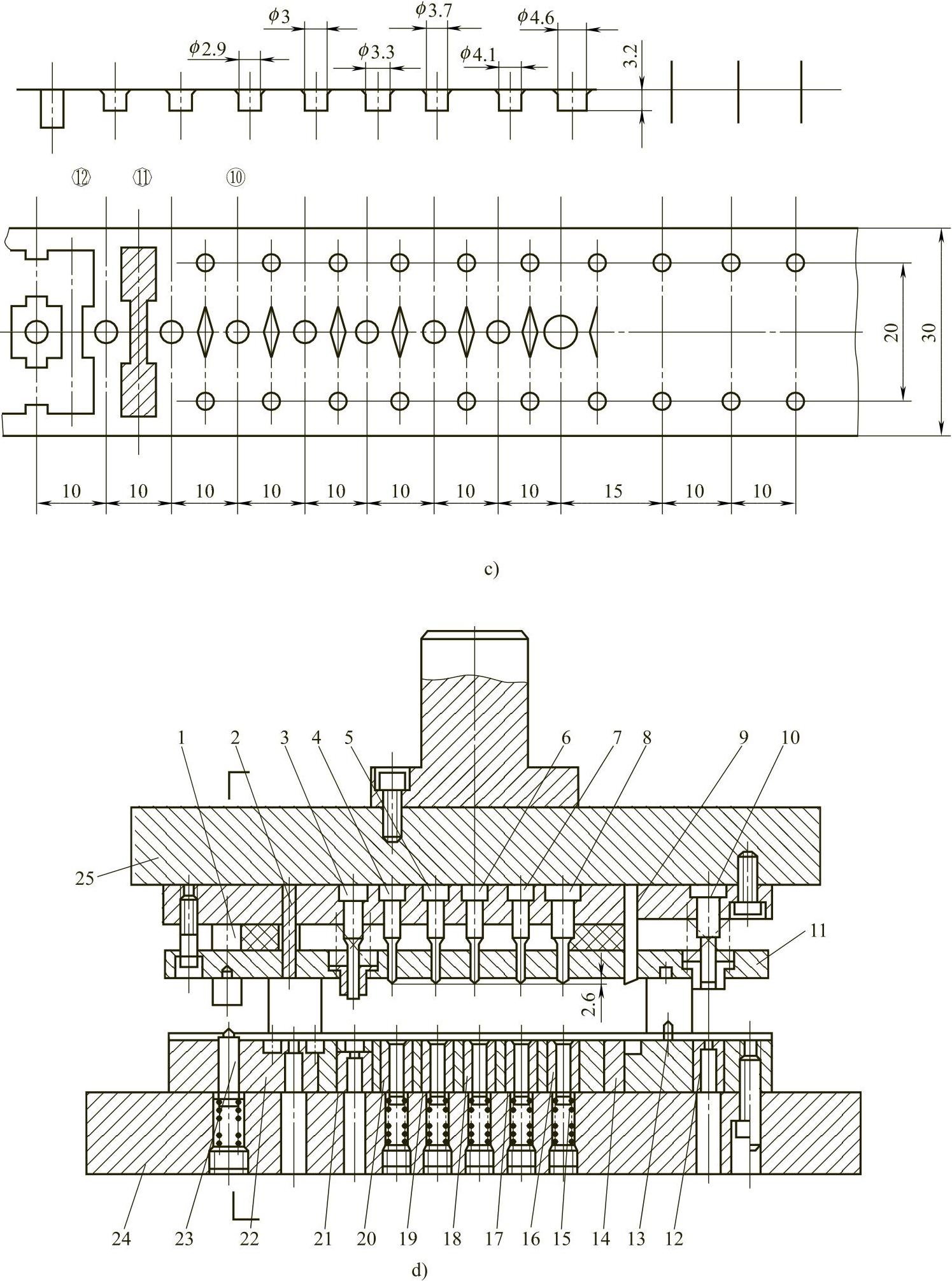
图11-39 连接片级进模(续)
c)排样图d)模具结构图 1—成形模块 2—切外形凸模 3—冲底孔凸模 4、5、6、7、8—拉深凸模 9—工艺切口上切刀 10—冲导正孔凸模 11—卸料板 12—冲孔凹模 13—导正销 14—工艺切口下切刀 15、23—顶杆 16、17、18、19、20—拉深凹模 21—冲底孔凹模 22—下模板 24—下模座 25—上模座
2)此拉深模为正装式结构,下模采用镶套式,各次拉深件用顶杆推出。
3)带料送进时,首先用两个导正销13精定位;各次拉深的凹模作送料时的粗定位;顶杆23上端用于切断成形时工序件的精定位。
4)工位⑧五次拉深凸模端部伸出卸料板11的下平面2.6mm,形成一个台肩。拉深前,凸模连同“台肩”首先在前次拉深的筒体内支撑,在一轴向力作用下,对筒壁施加压力,使筒壁部分材料主要承受压应力,减轻筒壁变薄和筒底圆角处拉裂的趋势。
5)C形工艺切口线与两个导正销孔相接,有利于减轻拉深时切口处材料的变形,方便送料。
有关多工位级进模设计实用手册的文章

排样图:如图11-45b所示。图11-45 仪表底盘级进模a)制件图 b)排样图图11-45 仪表底盘级进模(续)c)模具结构图 1—凹模板垫板 2—卸料螺钉 3—下模顶块 4、8、9、10—凸模 5—上模顶块 6、14—弹簧 7—成形凸凹模 11—侧刃凸模 12—凹模板 13—下模座 15—弹簧顶杆 16—弹簧顶板说明:1)该模具为冲孔、切口、落料、成形等3个工位的级进模结构。3)该制件翻边后的最大高度为10mm。......
2023-06-26

图7-7 垫圈多工位级进模结构1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。在第二工位落料时,由导正销5精确定位,这样可保证垫圈孔与外圆同心。......
2023-06-26

为此,在多工位级进模设计时,要重点考虑卷圆弯曲成形问题。图7-71 排样图4.模具结构设计铰链卷圆件多工位级进模结构如图7-72所示。在模具内部设置有3个空工位,以确保各模板的强度。......
2023-06-26

说明:1)该模具为一出三排列冲孔、翻孔、落料等12个工位的级进模结构。此凸模在调整及维修时不必拆下凸模固定板,直接拧下上模座的螺塞9即可拆下凸模维修及更换。凹模镶件容易损坏,需经常修磨及更换,该级进模凹模设计成镶块式结构。因为卸料板为弹性压料,所以在生产过程中不带台阶的下凹模镶块,不会从凹模固定板中跳出。......
2023-06-26

由于采用多工位级进模比复合模或单工序模生产率高,成本低,操作简便,安全可靠,因此决定采用多工位连续拉深级进模。图7-145 排样图3.模具结构设计图7-146所示为焊片多工位级进模结构。卸料板5通过安装于固定板8上的小导柱6作辅助导向,全部凸模均以卸料板导向,保持冲压平稳。......
2023-06-26
图11-1 微形网孔级进模a)制件图 b)排样图图11-1 微形网孔级进模(续)c)模具结构图 1—上模座 2—导套 3、9—小导柱 4、10、17、23—小导套 5—固定板 6、7—凸模 8、24、27—螺钉 11、16—圆柱销 12—保持圈 13—导柱 14—下模座 15—下模板垫板 18—下模板 19—凹模 20—导料板 21—承料板 22—卸料板镶件 25—卸料板 26—卸料板垫板 28—固定板垫板说明:1)该模具为一出四微形网孔自动冲孔的级进模结构。......
2023-06-26

模具结构图:如图11-17c所示。说明:1)该模具为冲孔、弯曲、切断等9个工位的级进模结构。弯曲凹模设在卸料板镶块23中。该制件有毛刺方向的要求,因此制件大弯曲时要使条料的上表面成为弯曲后的内表面。在模具结构上采用如图11-17c中B—B剖面图的弯曲模结构形式,卸料采用局部固定卸料的结构形式。它们由两个大弯曲成形镶块40、弹性顶件块38和大弯曲固定卸料架37等组成。......
2023-06-26
若采用单工序模,生产率低,制件精度无法保证,不能满足生产需求,故选用多工位级进模生产。图7-75 排样图3.模具结构设计连接板多工位级进模结构如图7-76所示。......
2023-06-26
相关推荐