图7-107 小凸缘无底筒形件图7-108 排样图3.模具结构设计图7-109所示为小凸缘无底筒形件多工位级进模结构。为避免带料上的工序件卡在凹模内,除冲孔和落料外,上模的凹模内均设置了弹性推件装置。4)导正销7除了在底孔翻孔工位上导正定位以外,同时还能防止推件板的压料作用而妨碍翻孔变形。5)本模具的冲孔废料和落料下来的制件均经上模内的孔道逐个地顶出。......
2023-06-26
制件名称:筒形件。
材料及板厚:3A21铝合金,2.0mm。
制件图:如11-29a所示。
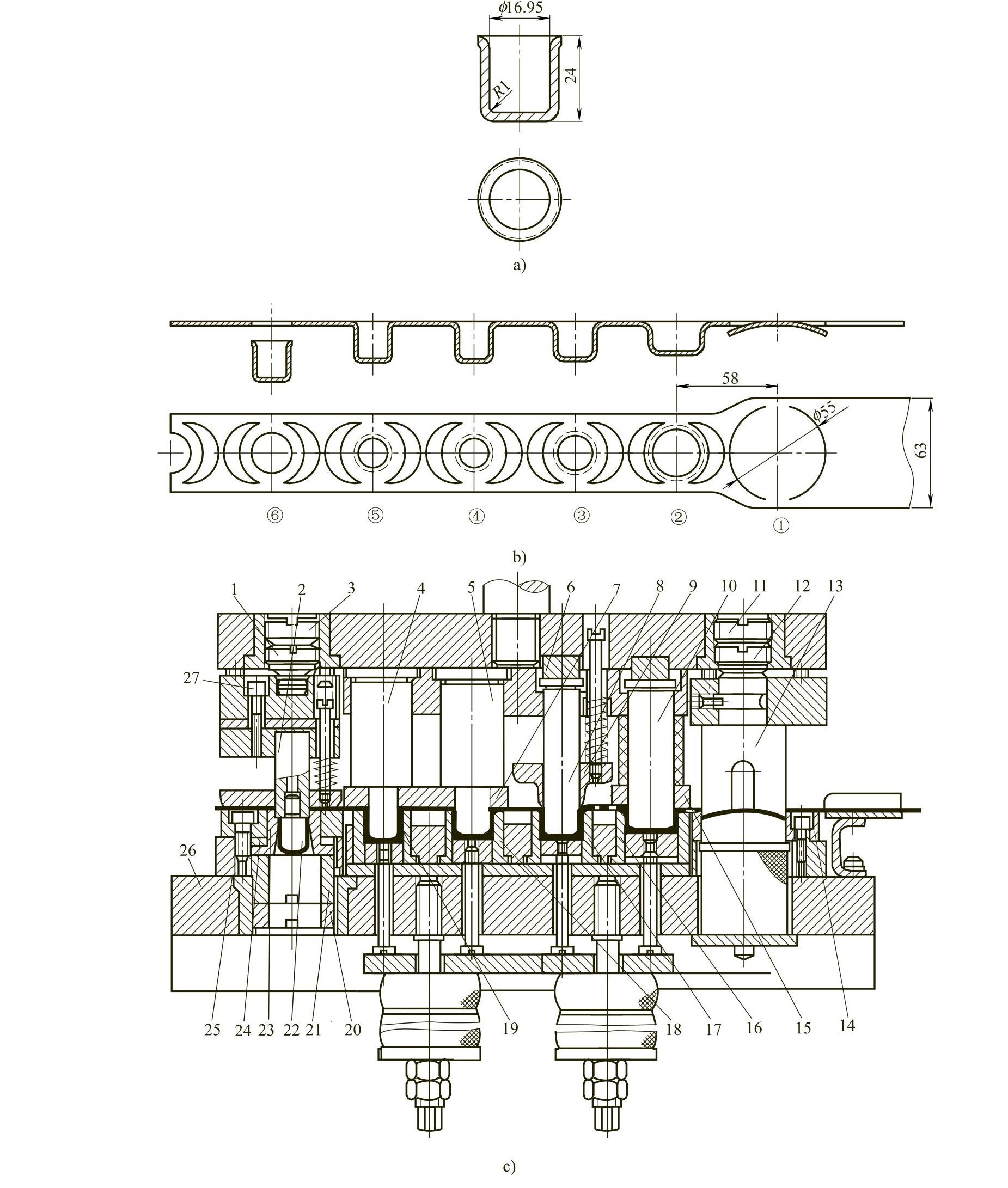
图11-29 筒形件级进模
a)制件图 b)排样图 c)模具结构图 1、3、11、12、20、21—螺塞 2—落料凸模 4—整形凸模 5—三次拉深凸模 6—斜楔 7、25—卸料板 8—二次拉深凸模 9、15—压边圈 10—首次拉深凸模 13—切开凸模 14—切开凹模 16—首次拉深凹模 17—二次拉深凹模 18—三次拉深凹模 19—整形凹模 22—导正销 23—落料凹模 24—垫块 26—下模座 27—螺钉
排样图:如图11-29b所示。
模具结构图:如图11-29c所示。
说明:
1)该模具为切口、拉深、落料等6个工位的级进模结构。即工位①工艺切口;工位②首次拉深;工位③二次拉深;工位④三次拉深;工位⑤整形;工位⑥落料。
2)从制件图分析,该模具采用正装式拉深自动送料机构,开始由手工送料预定位,首次拉深以后的定位,采用压边圈9、整形凸模4和三次拉深凸模5及导正销22插入工序件来实现。
3)切开凸模13和落料凸模2均以球面与上模板接触,并以螺塞11、12和1、3调节它们的高度。首次拉深凸模10及二次拉深凸模8利用装在其顶部的斜楔6调节其高度。
有关多工位级进模设计实用手册的文章

图7-107 小凸缘无底筒形件图7-108 排样图3.模具结构设计图7-109所示为小凸缘无底筒形件多工位级进模结构。为避免带料上的工序件卡在凹模内,除冲孔和落料外,上模的凹模内均设置了弹性推件装置。4)导正销7除了在底孔翻孔工位上导正定位以外,同时还能防止推件板的压料作用而妨碍翻孔变形。5)本模具的冲孔废料和落料下来的制件均经上模内的孔道逐个地顶出。......
2023-06-26

图7-148 排样图4.模具结构设计图7-149所示为阶梯圆筒形件多工位级进模结构。该模具有如下特点:1)为提高拉深凹模的耐磨性能,延长模具使用寿命,各工位拉深凹模采用硬质合金YG8制造。3)工位是冲底孔,制件对毛刺要求较高,为了提高模具的使用寿命,此工位凸、凹模均为硬质合金镶拼而成。......
2023-06-26

经分析,决定采用一副多工位级进模冲压。因此制定如下解决方案:图7-33 U形支架弯曲件1)按常规设计,U形件的90°弯曲可一次性完成。图7-36 排样图3.模具结构设计图7-37所示为U形支架级进模结构,该模具特点如下:1)步距较大,因此采用伺服自动送料机构传送各工位间的冲裁与弯曲等工作,并用浮动导料销导料。4)快卸圆形凸模设计。在生产中无需把整副模具从压力机上卸下,可在15min内卸下圆形凸模,大大缩短了维修时间。......
2023-06-26
说明:1)该模具为拉深、冲孔、侧冲缺口、横向冲切、落料等15个工位的级进模结构。冲中孔凸模37于冲中孔凹模49冲出中孔,冲中孔凹模49依靠冲中孔下模定位块固定于下模板。斜楔凸模70下行推动横冲凸模69横向运动与横切下模71将侧缺口冲出,横冲凸模依靠横冲卸料入子定位,并依靠横向弹簧在其内部横向运动。......
2023-06-26

年产量100多万件。该结构为多组模板组合而成的一副较精密的级进拉深模,以便调试、维修。拉深凸模上的台阶接触前一工位送进的工序件后开始压缩材料。凸模继续压入,材料的内应力达到屈服强度时,开始进入塑性变形阶段,凸模挤入材料的深度逐渐增大。凸模继续向下,“无间隙”地通过凹模把制件进行切断。......
2023-06-26
图11-1 微形网孔级进模a)制件图 b)排样图图11-1 微形网孔级进模(续)c)模具结构图 1—上模座 2—导套 3、9—小导柱 4、10、17、23—小导套 5—固定板 6、7—凸模 8、24、27—螺钉 11、16—圆柱销 12—保持圈 13—导柱 14—下模座 15—下模板垫板 18—下模板 19—凹模 20—导料板 21—承料板 22—卸料板镶件 25—卸料板 26—卸料板垫板 28—固定板垫板说明:1)该模具为一出四微形网孔自动冲孔的级进模结构。......
2023-06-26
并根据多工位级进模冲压工艺特点,合理分解每一步,将每一工序安排在合适的位置上,并有目的地留一些空工位。图7-55 爪件图7-56 排样图3.模具结构设计图7-57所示为爪件多工位级进模结构。因级进模卸料力较大,冲压力不平衡,故采用矩形重载荷弹簧,弹簧应尽量放置对称、均衡。......
2023-06-26

排样图:如图11-35b所示。即工位①冲导正销孔、冲工艺切口;工位②旋转45°交叉冲工艺切口;工位③校平;工位④正拉深ф82×29.5mm;工位⑤首次反拉深;工位⑥二次反拉深;工位⑦整形;工位⑧落料;工位⑨切断带料。3)采用自动送料装置送进,在第1工位冲出两个导正销孔ф7mm后,第②、⑧工位上都设置导正销为带料送进导正。......
2023-06-26
相关推荐