经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2025-09-29
制件名称:电源连接器面板。
材料及板厚:SUS301-CSP-1/2H不锈钢,0.1mm。
制件图:如图11-25a所示。
展开图:如图11-25b所示。
排样图:如图11-25c所示。
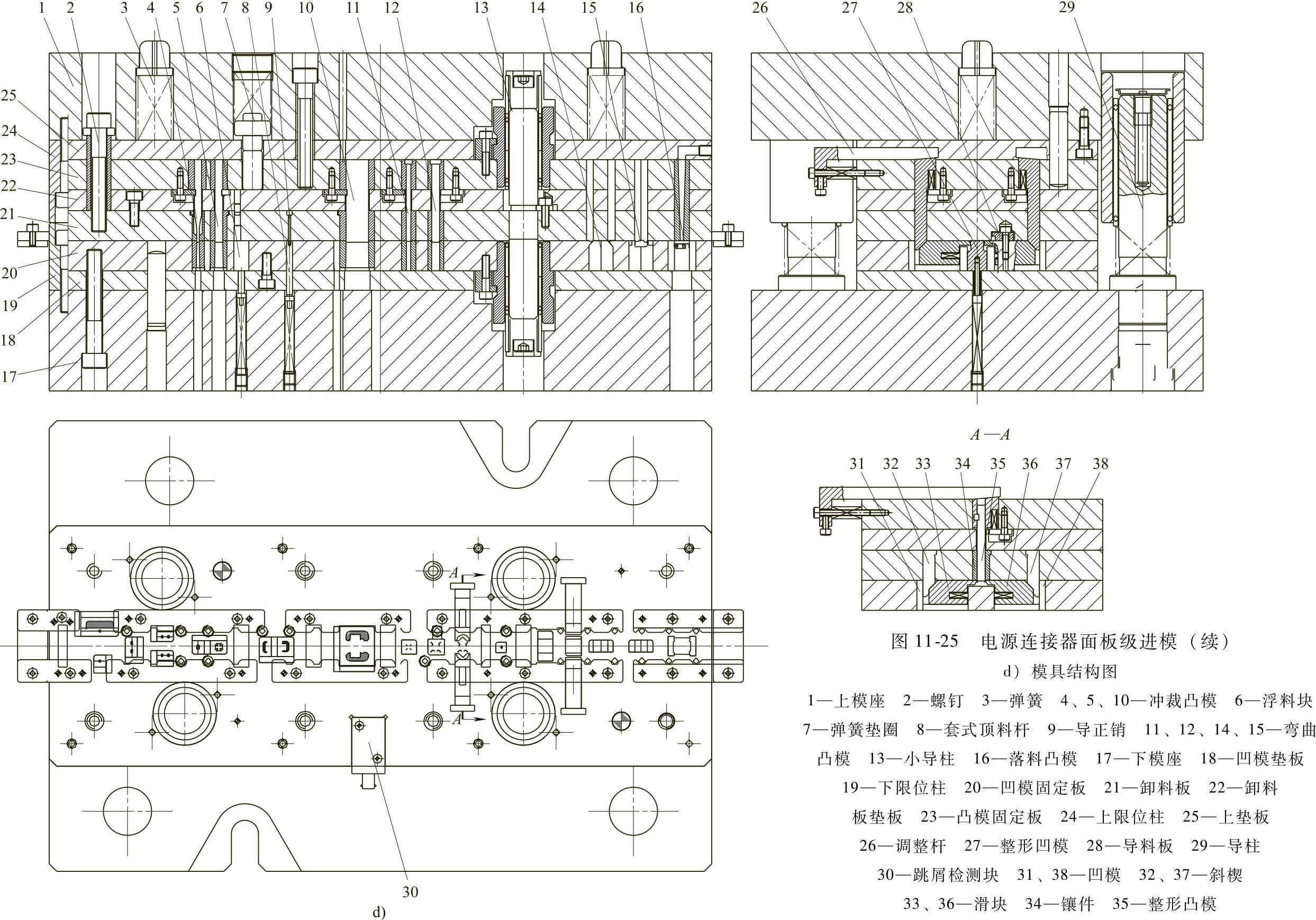
模具结构图:如图11-25d所示。
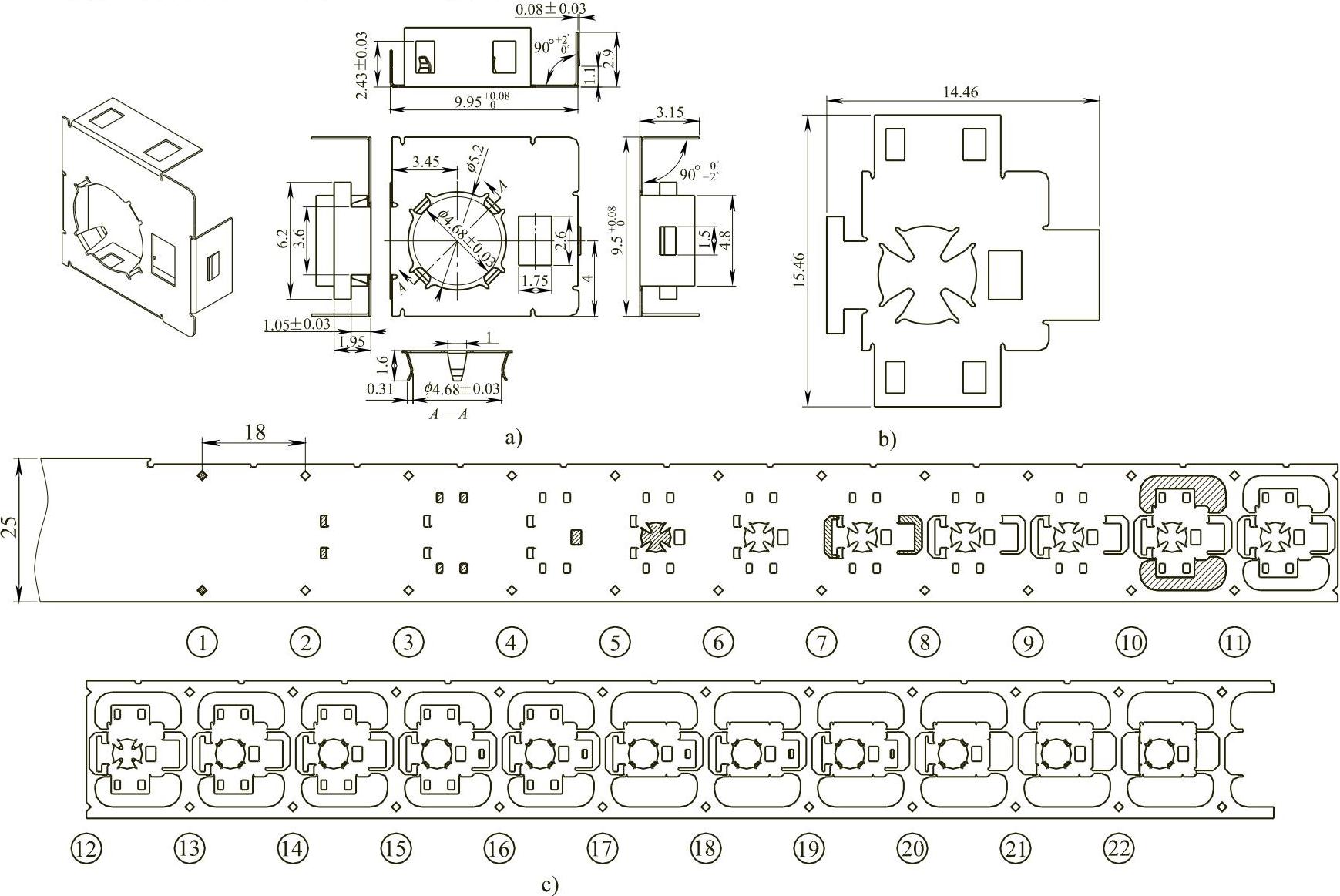
图11-25 电源连接器面板级进模
a)制件图 b)展开图 c)排样图
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图11-25 电源连接器面板级进模(续)
d)模具结构图 1—上模座 2—螺钉 3—弹簧 4、5、10—冲裁凸模 6—浮料块 7—弹簧垫圈 8—套式顶料杆 9—导正销 11、12、14、15—弯曲凸模 13—小导柱 16—落料凸模 17—下模座 18—凹模垫板 19—下限位柱 20—凹模固定板 21—卸料板 22—卸料板垫板 23—凸模固定板 24—上限位柱 25—上垫板 26—调整杆 27—整形凹模 28—导料板 29—导柱 30—跳屑检测块 31、38—凹模 32、37—斜楔 33、36—滑块 34—镶件 35—整形凸模
说明:
1)该模具为冲孔、弯曲、落料等22个工位的级进模结构。即工位①冲切侧刃及冲导正销孔;工位②~⑤冲切废料;工位⑥空工位;工位⑦冲切废料;工位⑧、⑨空工位;工位⑩冲切废料;工位(11)空工位;工位(12)~(14)中间J形爪弯曲;工位(15)切舌成形;工位(16)空工位;工位(17)弯曲两侧外形;工位(18)整形(调整两侧弯曲回弹量);工位(19)~(12)弯曲前后90°外形;工位(22)落料。
2)为了保证制件的精度要求,模具采用双导向结构。模架选用4个ф32mm滚动导柱导向,以提高模架刚性。由于带料厚为0.10mm,查得不锈钢的单面冲裁间隙取值Z=6%t(t为料厚),凸、凹模之间的单面冲裁间隙为0.006mm,凸模与卸料镶件之间的单面卸料间隙取0.003mm。为了保证凸、凹模等工作零件之间的导向精度以及消除后道工位弯曲成形给模板带来的侧向力,给卸料板设置了4个滚动导向导柱。根据公式ε=WL3/3EI,导柱的挠性与导柱长度的3次方成正比,卸料板导柱尽量设计在靠近刃口(凸、凹模)处。导柱导套选用日本进口SUJ2材质,整体淬火,硬度达58~60HRC。衬套选用高刚性树脂钢球衬套,能以较低成本实现接近滑动导向的刚性,可进行高速冲裁。
3)为增加凹模的强度以及防止各工位之间的干涉,其中⑥、⑧、⑨、(11)、(16)为空工位。
4)考虑凸、凹模的强度,通常采用线切割加工凸、凹模。如果凸模的截面积太小以至影响到刚性及抗弯强度,必要时采用光学曲线磨床加工(如工位④)。卸料镶件背面注意要设计一定的空间,防止与凸模发生干涉。设计凸、凹模零件时,应充分考虑现有设备的加工工艺能否满足制造要求。
5)落料工位制件不能在凹模内叠加,否则制件间的挤压会造成变形。为此在落料凸模中间设计一个吹气孔,每冲下一个制件,便被气体吹下凹模,注意吹气孔位置不能设计在制件材料被裁掉处,否则漏气,会影响效果。下模设计有接料管,防止制件跌落变形。
6)在弯曲模拟时,发现制件中心J形弯曲成形由于有内扣,弯曲成形后难以脱模,此处弯曲拆分成3步完成。第1步弯曲前端的头部,弯曲成形时需考虑材料的回弹。材料的屈服强度越高,弹性模量越小,则回弹越大,改设计一个5°补偿角。第2步预折J形,为了防止料浮起卸料时与凹模干涉,这时不能增加补偿角度,按照制件原形状弯曲。第3步调整弯曲J形,考虑模具在不同冲床和不同的生产条件下都要保证ф4.68±0.03mm尺寸,凸模设计成可调整结构。当模具速度、温度、合模间隙变化时,可以不用卸模,在压力机上调整凸模的伸出量即可以正常生产。
相关文章

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2025-09-29

材料及板厚:硅钢片,0.1mm。排样图:如图11-5b所示。即工位①冲孔、冲切侧刃,工位②冲异形孔,工位③落料,工位④冲切侧刃。2)该模具在排样时,将复杂的型孔分解在工位①和工位②上冲压。3)为使送料更稳定及保证定距的准确性,此模具采用双侧刃为粗定位,导正销孔为精定位。......
2025-09-29

并根据多工位级进模冲压工艺特点,合理分解每一步,将每一工序安排在合适的位置上,并有目的地留一些空工位。图7-55 爪件图7-56 排样图3.模具结构设计图7-57所示为爪件多工位级进模结构。因级进模卸料力较大,冲压力不平衡,故采用矩形重载荷弹簧,弹簧应尽量放置对称、均衡。......
2025-09-29

经分析,采用多工位级进模进行冲压较为合理,以中间的腰圆孔为冲压时的精定距。图7-30 端罩图7-31 排样图3.模具结构设计图7-32所示为端罩多工位级进模的结构。......
2025-09-29

说明:1)该模具为冲孔、落料等3个工位的级进模结构。为了减少料尾损耗,尤其工位较多的级进模,可采用两个侧刃前后对角排列,该模具就是这样排列的。3)侧刃定距的级进模定位精度较高,生产效率高,送料操作方便,但材料的消耗增加,冲裁力增大。......
2025-09-29
图11-10 电器接触片级进模a)制件图 b)排样图图11-10 电器接触片级进模(续)c)模具结构图 1—上模座 2—上垫板 3—小导柱 4、15—卸料板镶块 5、6、7、8、10、12—凸模 9、11—导正销 13—固定板 14—卸料板垫板 16—导柱 17—下垫板 18、20、21、22、23—凹模 19—套式顶料杆 24、29—小导套 25—下模板 26—下模座 27—承料板 28—导料板 30—导套说明:1)该模具为冲孔、切断、落料等12个工位的级进模结构。......
2025-09-29
尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2025-09-29

相关推荐