
双极对称运行时端接地极系统故障,可将故障端换流器的中性点自动转换到换流站内的接地网临时接地,并同时断开故障的接地极,以便进行检查和检修。......
2023-06-29
制件名称:电器接片。
材料及板厚:H68黄铜,0.8mm。
制件图:如图11-23a所示。
展开图:如图11-23b所示。
排样图:如图11-23c所示。
模具结构图:如图11-23d所示。
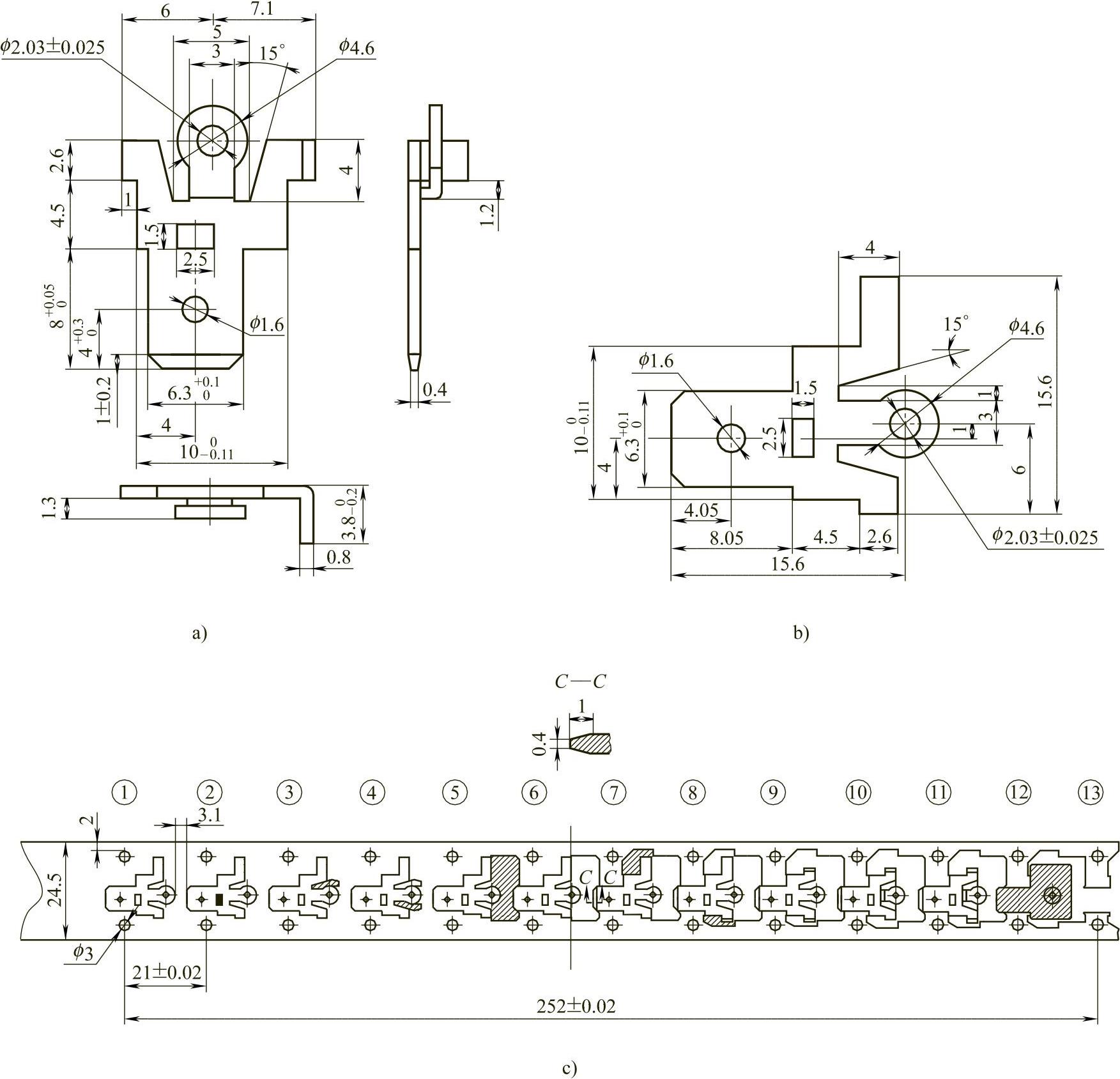
图11-23 电器接片级进模
a)制件图 b)展开图 c)排样图
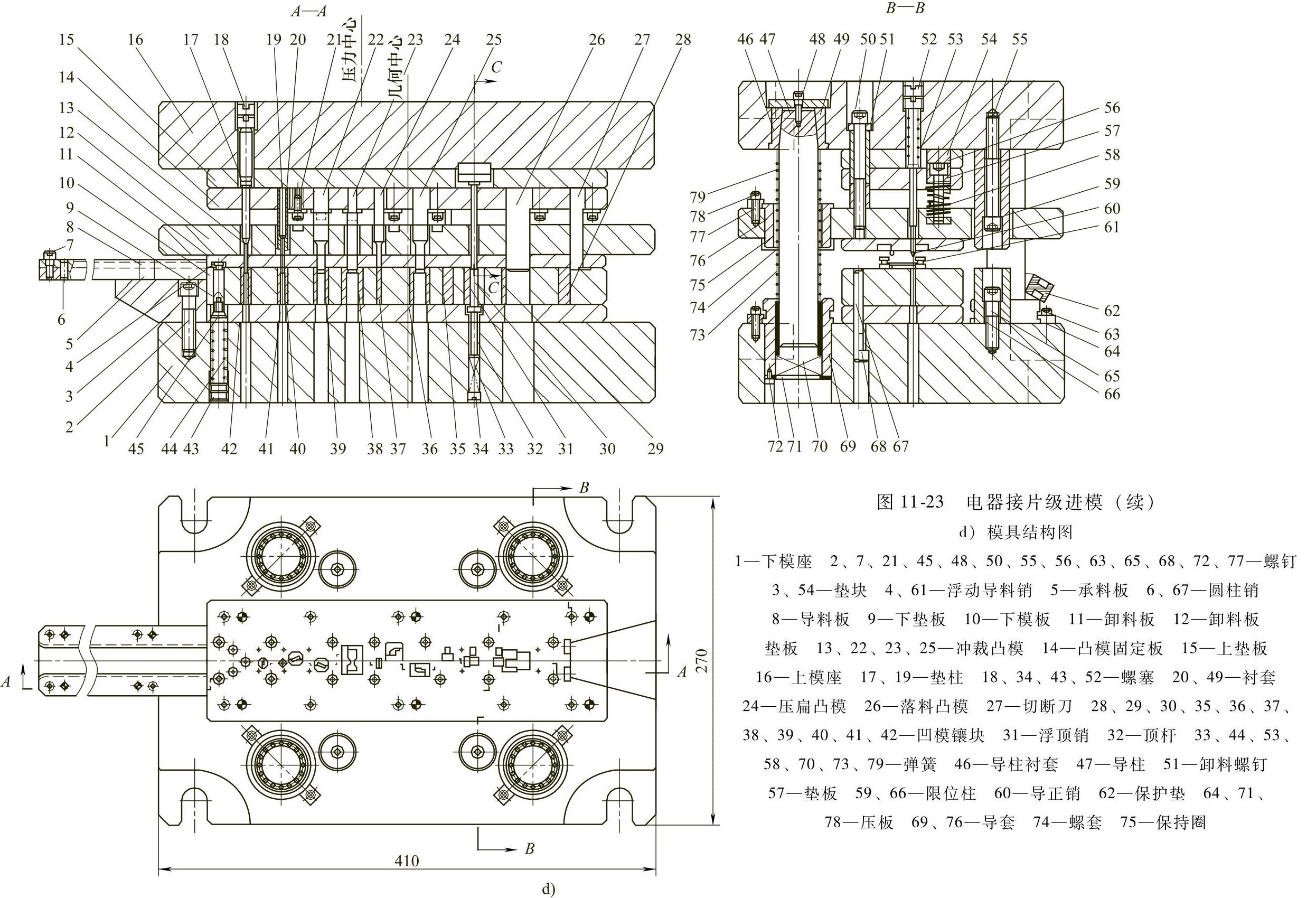
图11-23 电器接片级进模(续)
d)模具结构图 1—下模座 2、7、21、45、48、50、55、56、63、65、68、72、77—螺钉 3、54—垫块 4、61—浮动导料销 5—承料板 6、67—圆柱销 8—导料板 9—下垫板 10—下模板 11—卸料板 12—卸料板垫板 13、22、23、25—冲裁凸模 14—凸模固定板 15—上垫板 16—上模座 17、19—垫柱 18、34、43、52—螺塞 20、49—衬套 24—压扁凸模 26—落料凸模 27—切断刀28、29、30、35、36、37、38、39、40、41、42—凹模镶块 31—浮顶销 32—顶杆 33、44、53、58、70、73、79—弹簧 46—导柱衬套 47—导柱 51—卸料螺钉57—垫板 59、66—限位柱 60—导正销 62—保护垫 64、71、78—压板 69、76—导套 74—螺套 75—保持圈
说明:
1)该模具为冲孔、弯曲、落料等13个工位的级进模结构。即工位①冲孔(包括冲导正销孔);工位②冲方孔;工位③冲ф1.6mm小孔及冲切废料;工位④导正及冲切废料;工位⑤冲切废料;工位⑥制件头部压扁;工位⑦、⑧冲切废料;工位⑨弯曲;工位⑩“Z”形弯曲;工位(11)空工位;工位(12)落料;工位(13)冲切载体。
2)根据制件结构分析,本模具采用正装机构,凸模通过固定板装在上模上。凹模固定在下模上,该制件尺寸较小,对应的凸模尺寸也较小,因此模具在实际生产过程中,卸料板对凸模有一定的导向作用,这要求卸料板的运动精度很高,所以采用卸料板与模座一起导向的滚珠导柱导套组合而成。
3)模具整个加工过程共有(13)个工位,工作工位有12个,空工位有1个。为了保证模具的安全使用,在第③工位导正孔上设置了安全检测装置,若送料不到位或条料误送进时,检测销和微动开关发生接触,压力机紧急停止冲压,从而达到保护设备和模具目的。
有关多工位级进模设计实用手册的文章

图解演示图12-24所示为典型变频器主电路部分的接线图及接线端子上的标识,根据该接线图和标识进行接线即可。图12-27 变频器输入侧接反的严重后果连接制动电阻器图解演示通常小功率的变频器内置制动电阻器,而在18.5kW以上变频器的制动电阻器需要外置。......
2023-06-24

低压验电器又称试电笔、测电笔。使用低压验电器,必须按图2-2所示正确姿势握笔,以食指触及笔尾的金属体,笔尖触及被测物体,使氖管小窗背光朝向测试者。图2-1 低压验电器a)钢笔式 b)螺钉旋具式 c)数字显示式图2-2 低压验电器的正确握法a)钢笔式验电器 b)螺钉旋具式验电器※注意:1)使用以前,先检查电笔内部有无柱形电阻,若无电阻,严禁使用。否则,将发生触电事故。......
2023-06-18

电路的接线工作,一般是在设备的内部或背面进行,应按以下要求进行:1)接线图按图例结构方式绘制。2)接线图上的元器件,应按照它们在设备中的真实位置,画出元器件的外形图和接头。4)与接线无关的元器件,一律省略不予画出。表3-1 接线表6)为了便于焊接和检修,必须对图中每一根导线进行编号,编号方法常用顺序法,即按接线的先后顺序进行编号。8)在接线面背后的元器件或导线,绘制时应以虚线表示。......
2023-06-28

说明:1.工艺分析如图10-28a所示为电子元件的接线端子,该制件形状小而复杂,尺寸精度要求高,为一多向弯曲件,其冲压工艺包括冲孔、冲切侧刃及多次弯曲成形等工序,其中弯曲成形需10多个工位来完成。......
2023-06-26

这种生产实际要求对引风机和送风机进行顺序控制。在以下的内容中,将介绍三相异步电动机的顺序控制和多点控制的基本线路,为学生的技能完善打好基础。如图2-30所示是采用时间继电器,按时间顺序启动的控制线路。定时t秒到,时间继电器延时闭合的常开触点KT闭合,接触器KM2线圈通电并自锁,电动机M2启动,同时接触器KM2的常闭触点切断了时间继电器KT线圈电源。......
2023-06-22
三根及以上单芯铜导线连接时,可采用单芯线并接方法。图6-22 单芯线并接头注意,在进行导线下料时,应计算好每根短线的长度,其中用来缠绕的线应长于其他线,一般不能用盒内的相线去缠绕并接的导线,这样将会导致盒内导线留头较短。注意,如果细导线为软线,则应先进行挂锡处理。在室内配线工程中,对于10mm2及以下单芯铝导线的连接,主要采用铝套管进行局部压接。单芯铝导线端头熔焊时,其连接长度应根据导线截面大小确定。......
2023-09-20

配电箱的浴霸支路引出L、N和PE共3根导线,连接到卫生间的浴霸开关安装盒,N、PE线直接穿过开关安装盒接到浴霸安装盒,而L线在开关安装盒中分成4根,分别接4个开关后,4根L线再接到浴霸安装盒。在浴霸安装盒中,N导线分成4根,它与4根L线组成4对线,分别接浴霸的两组加热灯泡、一个照明灯泡和一个排气扇,PE线接浴霸安装盒的接地点。图7-7 照明线路的接线图......
2023-06-15
相关推荐