材料及板厚:10F钢,1.5mm。排样图:如图11-49b所示。即工位①预冲孔;工位②翻孔;工位③冲底孔及整形;工位④冲两个小圆孔;工位⑤落料。2)凹模板由两部分组成。工位⑤落料凹模单独为一部分。3)模具的工作过程是:先把条料沿导料板送进,压力机滑块下降,依次序进行冲压及带料送进工作。4)为了保证上、下模的精确定位,工位②和工位⑤的凸模都设有导正销进行导向。......
2023-06-26
制件名称:弹簧卡片。
材料及板厚:10钢,1.0mm。
制件图:如图11-19a所示。
排样图:如图11-19b所示。
模具结构图:如图11-19c所示。
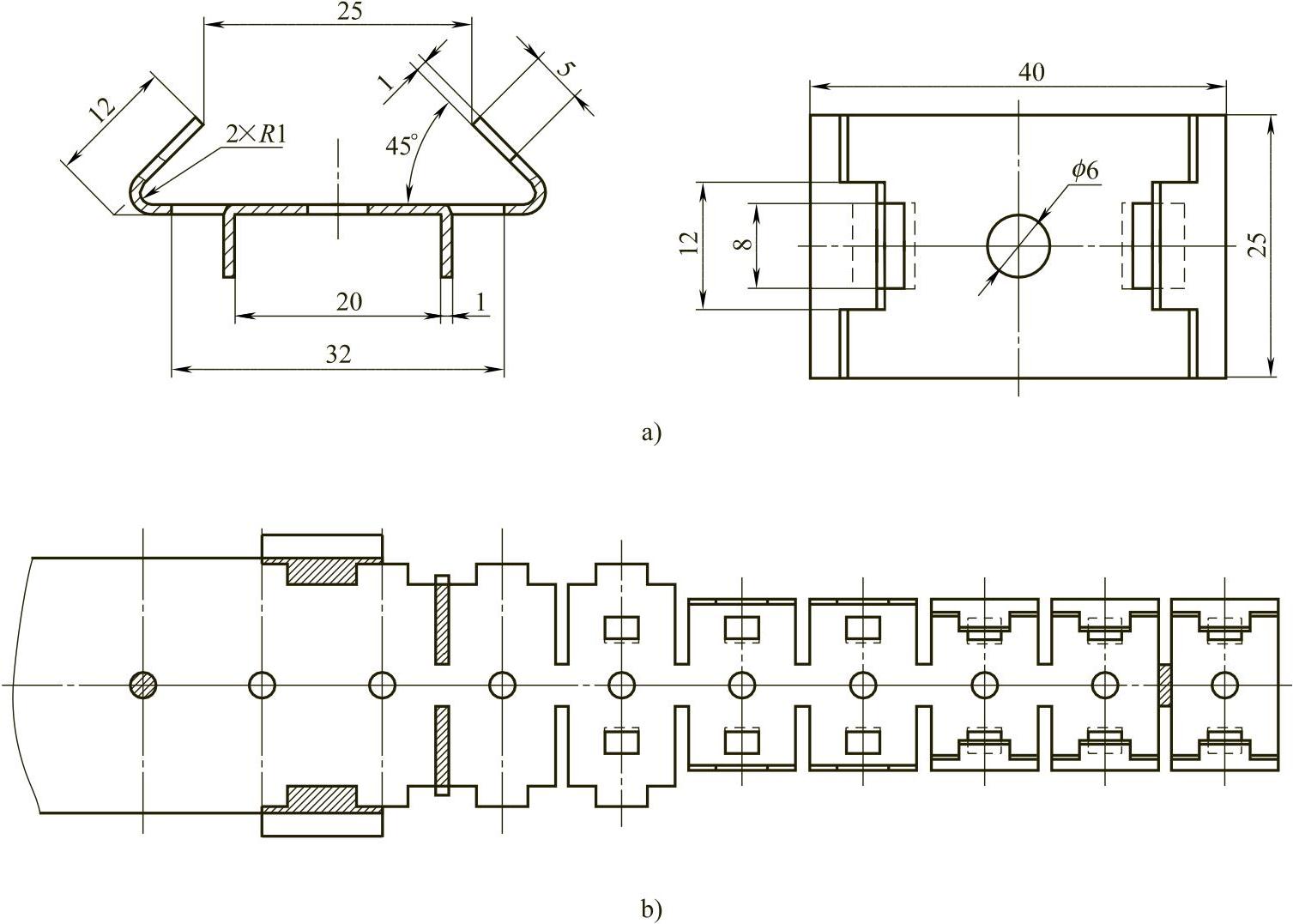
图11-19 弹簧卡片级进模
a)制件图 b)排样图
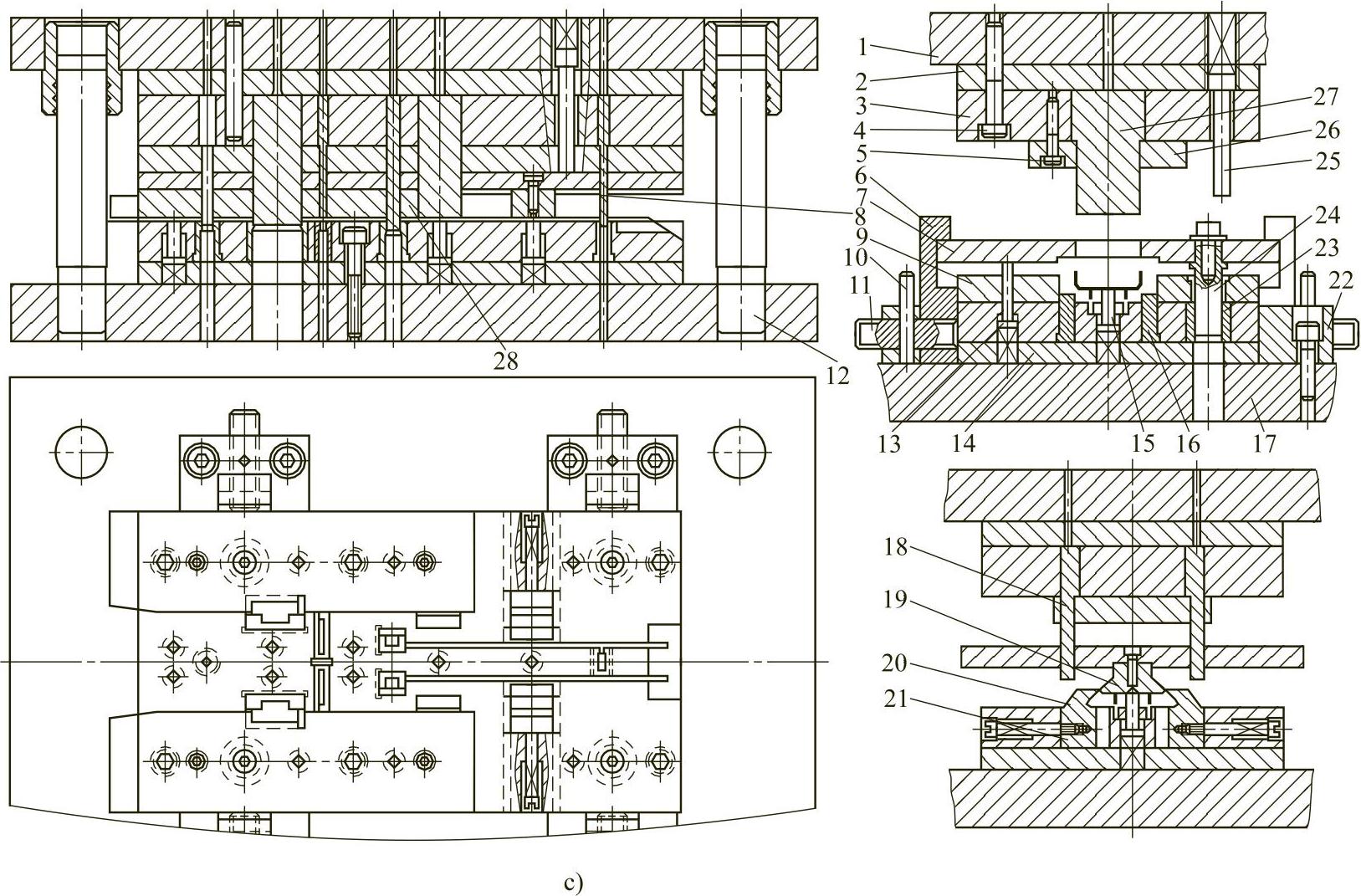
图11-19 弹簧卡片级进模(续)
c)模具结构图 1—上模座 2—上垫板 3—固定板 4、5—螺钉 6—限位板 7—卸料板座 8—切断凸模、 9—导料板 10—止退销 11—限位钉 12—导柱 13—卸料板浮料销 14—下模垫板 15—浮料销 16—下模镶块 17—下模座 18—滑块推板 19—燕尾形弯曲凸模 20—斜滑块 21—下模固定板 22—限位座 23—小导套 24—小导柱 25—卸料板推杆 26—凸模盖板 27—U形弯曲凸模 28—卸料板
说明:
1)该模具为冲孔、弯曲、切断等10个工位的级进模结构。即工位①为冲孔;工位②冲切侧刃;工位③、④冲切废料;工位⑤切口弯曲;工位⑥“U”形弯曲;工位⑦空工位;工位⑧燕尾型弯曲;工位⑨空工位;工位⑩切断。
2)该模具采用气动式自动送料机构送料,带料用导料板导料、浮料销抬料,利用侧刃保证送料步距,最后利用切断凸模将已成形好的制件从板料上切断,使分离后的制件沿下模固定板上铣出的斜坡滑下。
3)安装在上模固定板中的凸模挂台设计成与上模固定板一样高。如图11-19c中的U形弯曲凸模27,用凸模盖板26将凸模挂在凸模固定板3内,并且在上垫板2和上模座1上;对应于每个凸模的尾部中心处钻1个通孔,每次更换凸模时,只需要将凸模盖板上的螺钉5松开,将凸模盖板26卸下,然后将凸模27从凸模固定板3中拔下即可。此时,该凸模尾部的通孔作为通气孔,并不需要将上模从压力机上卸下。用销钉从凸模尾部的通孔将要换的凸模顶出,更换一次凸模可在几分钟内完成,达到快速更换凸模的目的。这种结构的优越之处更在于更换凸模时不需要拆卸上模固定板的紧固螺钉4和定位销,不会影响模具的重复装配精度,从而延长模具寿命。
4)此级进模有1个朝上的燕尾型弯曲工序,其弯曲下模采用斜滑块机构。T形斜滑块20在滑块推板18的作用下,在下模固定板21所开的T形槽内滑动并完成燕尾型弯曲。而此工序的弯曲凸模19必须安装在位于下模的卸料装置上。
有关多工位级进模设计实用手册的文章

材料及板厚:10F钢,1.5mm。排样图:如图11-49b所示。即工位①预冲孔;工位②翻孔;工位③冲底孔及整形;工位④冲两个小圆孔;工位⑤落料。2)凹模板由两部分组成。工位⑤落料凹模单独为一部分。3)模具的工作过程是:先把条料沿导料板送进,压力机滑块下降,依次序进行冲压及带料送进工作。4)为了保证上、下模的精确定位,工位②和工位⑤的凸模都设有导正销进行导向。......
2023-06-26

3)为了保证条料不斜而各凸模又能正常进行冲压,该模具将工位⑥、⑦、⑧(拉深)和工位⑨的凸模做成可以浮动的形式。这样,上模弹性卸料板在压料的同时,这几个拉深凸模分别进行拉深,当卸料板将条料压在凹模上时,这几个拉深工步同时完成,当上模继续下行时,其他凸模相继进行冲压,这4个凸模上的弹簧在各自凹模镶块的作用下被压缩。4)落料凸模21应比切口凸模短1mm,并且在落料凹模内设置浮顶销。......
2023-06-26
材料及板厚:10钢,0.5mm。排样图:如图11-22b所示。即工位①冲导正销孔;工位②空工位;工位③冲切两端及中部废料;工位④冲切废料;工位⑤空工位;工位⑥弯曲;工位⑦空工位;工位⑧弯曲;工位⑨、⑩空工位;工位弯曲、切断。2)本模具采用中间载体,自动送料,导正销定位,连续分步弯曲的方法冲压。3)制件前端爪部弯曲采用斜楔39挤压摆动凸轮板44进行弯曲,下模也设计一对滑动模块45进行整形。......
2023-06-26

图7-104 压扣从表5-6查得,该制件可以采用带料连续拉深工艺。图7-105 排样图图7-106 压扣多工位级进模结构1—定位块 2—凹模板 3、14—顶杆 4—卷边凸模 5—切缝凸模 6—拉深凸模 7—卸料板 8—双侧刃 9—切缝凹模 10—固定板 11—卷边凹模 12—切边凹模 13—导正销 15—切边凸模 16—弹簧 17—导料板......
2023-06-26
材料及板厚:H68黄铜,0.3mm。模具结构图:如图11-30c所示。说明:1)该模具为切口、拉深、落料等7个工位的级进模结构。切口凸模29端面为凹圆形,冲裁时可以使两边切开,中间不断。首次拉深凸模26外面套有压料圈27。以便首次拉深前先压紧带料,防止条料起皱。3)拉深凹模全部为硬质合金YG20镶入而成,以便制造、维修,从而大大提高了模具的使用寿命。......
2023-06-26

说明:1)该模具为冲孔、落料等3个工位的级进模结构。为了减少料尾损耗,尤其工位较多的级进模,可采用两个侧刃前后对角排列,该模具就是这样排列的。3)侧刃定距的级进模定位精度较高,生产效率高,送料操作方便,但材料的消耗增加,冲裁力增大。......
2023-06-26

如此循环,达到自动间歇送进的目的。模内送料装置的送料运动,一般是在上模下行时进行,因此送料过程必须在凸模接触带料前送料结束,保证冲压的带料定位在正确的冲压位置上。......
2023-06-26

排样图:如图11-36b所示。即工位①冲切侧刃,该侧刃作为粗定距,步距为17mm,侧刃尺寸为17.02mm;工位②内圈工艺切口并冲2×ф3mm导正销孔;工位③空工位;工位④外圈工艺切口;工位⑤空工位;工位⑥首次拉深;工位⑦二次拉深;工位⑧三次拉深;工位⑨冲制件底部齿形孔;工位⑩底部成形;工位落料。5)正常送料导向靠双排共14个浮动导料销完成,各导料销的导向槽离凹模平面保持齐高。......
2023-06-26
相关推荐