图6-22 触头斥开时间计算流程图图6-22为计算触头斥开时间的迭代流程图。以6.4.1节中的CB2断路器产品为研究对象,在预期短路电流有效值为10kA条件下进行开断实验。这是因为CB2的触头预压力为4.4N,而当电流为2800A和2900A时,电动斥力分别等于4.3N和4.7N。一般来说,断路器瞬时脱扣器的动作电流为额定电流的12倍。对CB2来说,预压力的设计值可以通过下式得到:2×4.4/28252=1.59N。......
2023-06-15
制件名称:接触器触头托片。
材料及板厚:QSn6.5-0.1锡青铜,0.3mm。
制件图:如图11-18a所示。
展开图:如图11-18b所示。
排样图:如图11-18c所示。
模具结构图:如图11-18d所示。
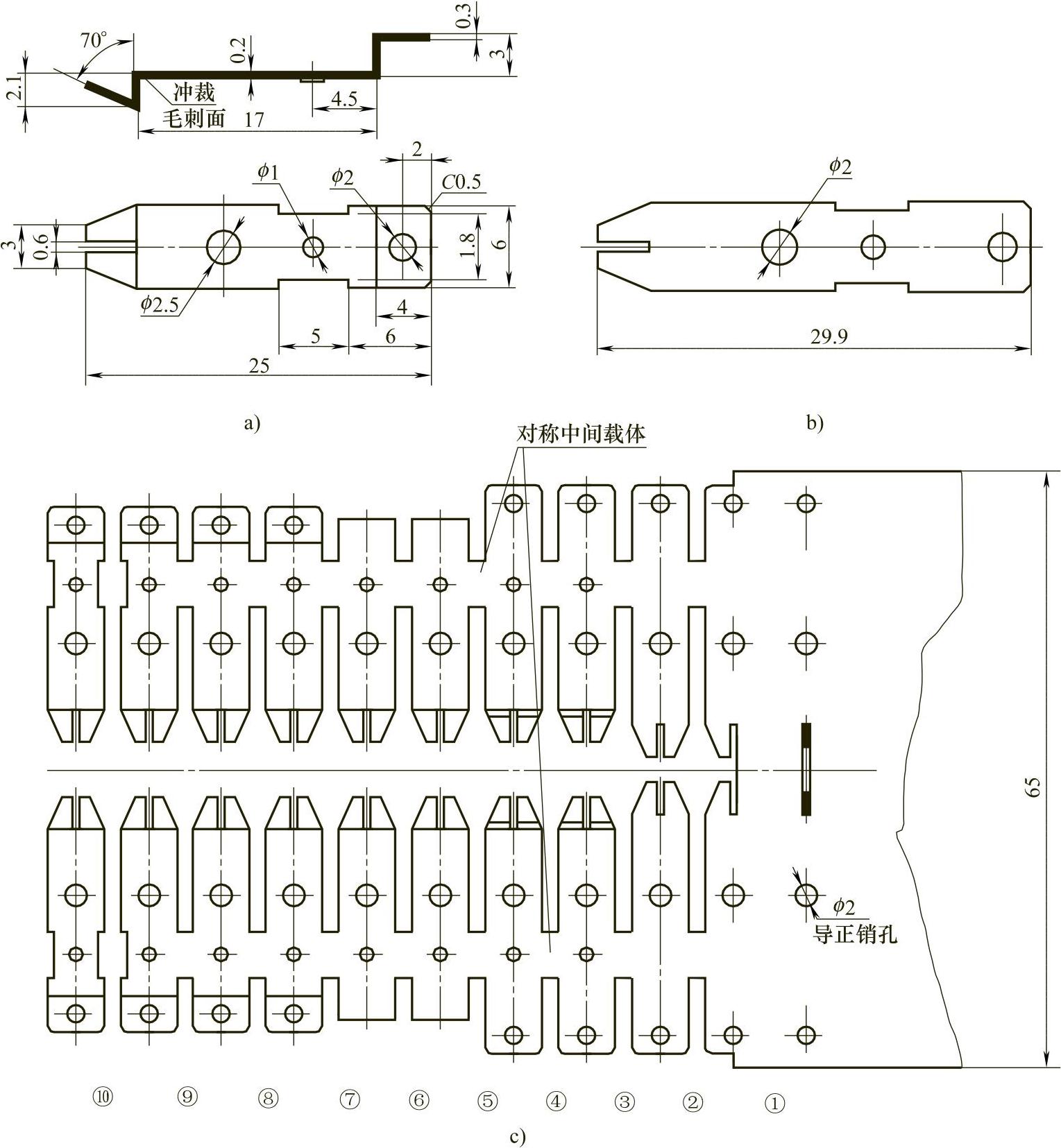
图11-18 接触器触头托片级进模
a)制件图 b)展开图 c)排样图

图11-18 接触器触头托片级进模(续)
d)模具结构图 1—固定板 2—固定板垫板 3、15、35—螺板 4—上模座 5—切断凸模 6—模柄 7、8、13、14、30、31、36、37、41—凸模 9、26—螺塞 10、25—弹簧 11、28—导套 12—导柱 16—卸料套管 17—卸料板垫板 18—卸料板 19—导料板 20—凹模 21—凹模垫板 22—下模座 23—圆柱销 24、32、33、38—浮料块 27、39—凹模镶块 29—浮料销 34—导正销 40—卸料板镶块
说明:
1)该模具为冲孔、弯曲、切断等10个工位的级进模结构。即工位①冲孔(包括导正销孔)、冲长方槽;工位②冲切外形;工位③空工位;工位④“V”形弯曲;工位⑤空工位;工位⑥弯曲;工位⑦空工位;工位⑧弯曲;工位⑨空工位;工位⑩切断(制件与载体分离)。
2)采用制件的本体为主载体,两对列排列的冲压件中间载体的连接强度较好。导料系统采用双侧面导料板19的结构形式。为保证带料在连续送进中所需浮离凹模的安全高度和稳定性,在侧面导料板相对应的部位分别设置了浮料销29,并在所有成形部位都设置了浮料块24、32、33、38。
3)凹模20采用整体结构形式。“V”形预成形及成形的工作部位均采用了镶块27、39镶入凹模的结构形式,以便于模具成形尺寸的调整和模具磨损后的修理与更换。制件另一端的“Z”形最后弯曲成形,小凸模41安装在凹模部分,成形凹模部分以镶块40形式安装在卸料板18内。“Z”形弯曲首先为卸料板与成形顶块把送进到位的带料上需成形的部位压紧,Z形弯曲中,先向上小弯曲凸模再向卸料板内弯曲成形。
有关多工位级进模设计实用手册的文章

图6-22 触头斥开时间计算流程图图6-22为计算触头斥开时间的迭代流程图。以6.4.1节中的CB2断路器产品为研究对象,在预期短路电流有效值为10kA条件下进行开断实验。这是因为CB2的触头预压力为4.4N,而当电流为2800A和2900A时,电动斥力分别等于4.3N和4.7N。一般来说,断路器瞬时脱扣器的动作电流为额定电流的12倍。对CB2来说,预压力的设计值可以通过下式得到:2×4.4/28252=1.59N。......
2023-06-15

真空灭弧室触头具有三种典型的结构形式:平板触头,如图7-2a所示;横磁场触头,如图7-2b、图7-2c所示;纵磁场触头,如图7-2d、图7-2e所示。有此触头的真空灭弧室,其开断电流在试验室已达200kA,而且仍有可能开断更大的电流。接着杯状纵向磁场触头结构得到了广泛应用,在国内真空灭弧室中占有很大的比例,成为我国真空灭弧室生产的一个重要特征。......
2023-07-02

动、静触头因被加热而熔化,以致焊在一起无法正常分开的现象称为触头的熔焊。动触头接通过程伴随有机械振动,由于电弧和金属桥的出现,发生动熔焊的可能性更大。当闭合状态的转换触头被短路电流产生的巨大电动力斥开时,同样有可能发生动熔焊。触头开始熔焊时的电流称为最小熔焊电流Imin,它与触头材料、接触形式和压力、通电时间等许多因素有关。但接触面的氧化膜材料影响熔焊比热容、电导率和热导率。......
2023-06-30

当大电流时,触头材料的电侵蚀主要表现为弧蚀。另外,如果电流不是太大,触头电侵蚀量还与磁吹磁场有关。在电流较大而操作频率不高时,触头的电侵蚀量与分断次数线性相关。这时,即可认为触头的使用期限已终结,而不必等到触头材料损耗殆尽。为保证触头在其规定使用期限内能正常运行,必须设有能够补偿其电侵蚀的超程。电器触头的超程值主要取决于其允许的最大侵蚀量。有银或银合金触点的触头则取超程值为两触头总厚度的75%左右。......
2023-06-30

了解了上述触头参数的定义和作用后,就可以利用ADAMS软件对这三个参数进行测量。在AD- AMS软件中,不需要移去静触头,只要移去动静触头之间的“接触”约束——CONTACT_1,就可以测量触头超程。在ADAMS软件中触头开距实际上就是动触头处于闭合位置和打开位置时两个位置之间的距离。图2-13 触头开距测量曲线......
2023-06-15
触头为真空断路器最为重要的元件,它基本上决定了断路器的开断能力和电气寿命。真空断路器的开断能力通常取决于触头直径,并且与其呈线性关系。它多用于真空接触器。这种结构的触头广泛用于大容量真空灭弧室,其开断能力可高达40~60 kA。......
2023-06-30

经调整后仍不能解决时,必须更换弹簧或触头。另外,用电设备及电路产生过电流的故障也会使触头过热,这就需要从用电设备及电路中找出故障原因并予以排除。产生的原因是高温使触头金属汽化和蒸发及机械撞击而造成。一般触头磨损到原厚度的2/3~1/2时就需要更换触头;若触头磨损太快时,应查清原因、排除故障。此时只能更换触头或更换容量大一些的电器。......
2023-06-15
相关推荐