【摘要】:模具结构图:如图11-17c所示。说明:1)该模具为冲孔、弯曲、切断等9个工位的级进模结构。弯曲凹模设在卸料板镶块23中。该制件有毛刺方向的要求,因此制件大弯曲时要使条料的上表面成为弯曲后的内表面。在模具结构上采用如图11-17c中B—B剖面图的弯曲模结构形式,卸料采用局部固定卸料的结构形式。它们由两个大弯曲成形镶块40、弹性顶件块38和大弯曲固定卸料架37等组成。
制件名称:连接支架。
材料及板厚:SECC钢,0.8mm。
制件图:如图11-17a所示。

图11-17 连接支架级进模
a)制件图 b)排样图
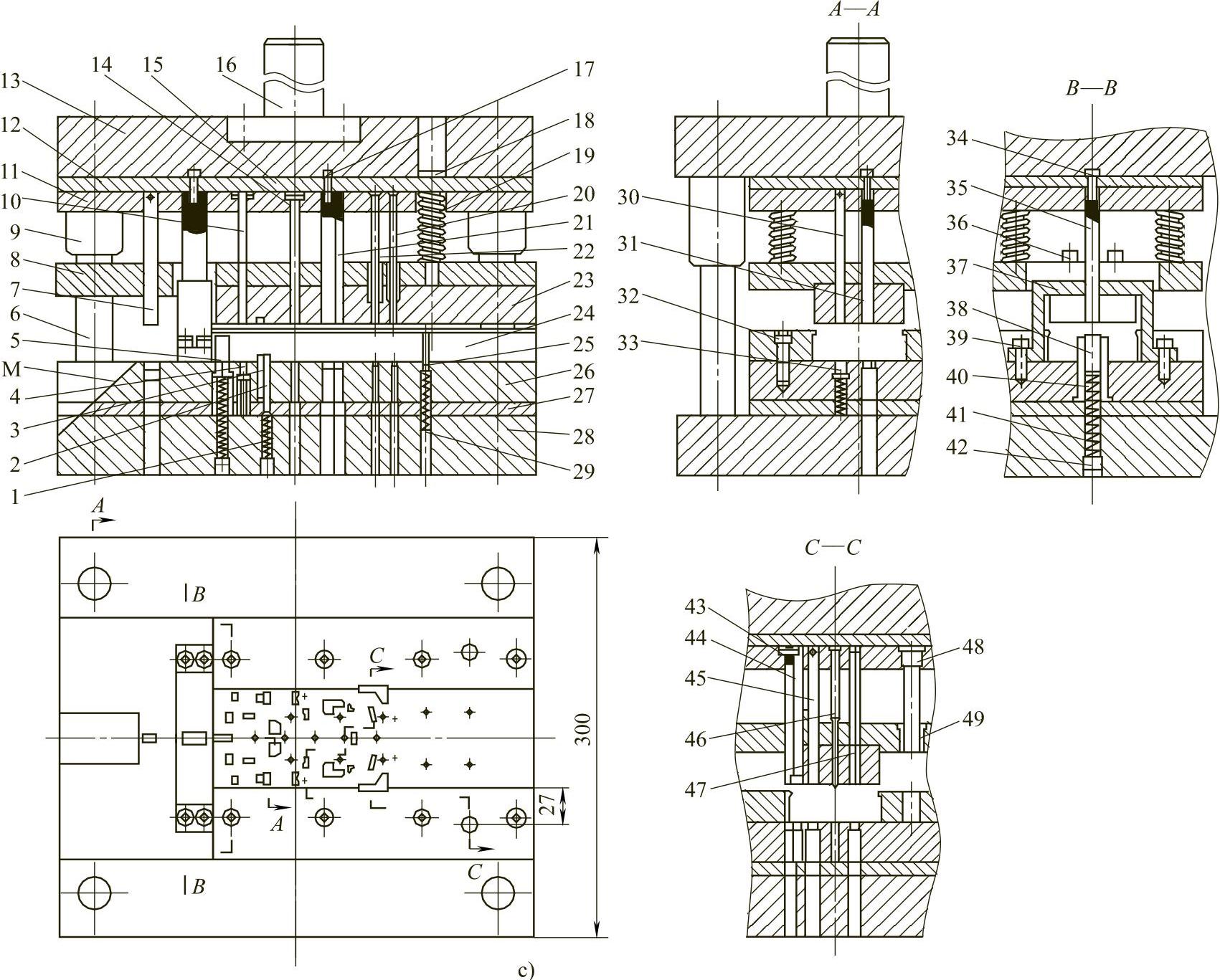
图11-17 连接支架级进模(续)
c)模具结构图 1、19、41—弹簧 2—弯曲推块 3、10、30、35—弯曲凸模 4、33、38—顶件块 5—浮料销 6—导柱 7、14、21、31、45、47—冲裁凸模 8—卸料板 9—导套 11—凸模固定板 12、27—垫板 13—上模座 15、43—圆柱销 16—模柄 17、32、34、36、39—螺钉 18—卸料螺钉 20、22—冲孔凸模 23—卸料板镶块 24—导料板 25—浮顶销 26—凹模板 28—下模座 29、42—螺塞 37—大弯曲固定卸料架 40—大弯曲成形镶块 44—侧刃 46—导正销 48—小导柱 49—小导套
排样图:如图11-17b所示。
模具结构图:如图11-17c所示。
说明:
1)该模具为冲孔、弯曲、切断等9个工位的级进模结构。即工位①冲孔,冲侧刃;工位②、③冲切废料;工位④冲切废料、弯曲;工位⑤、⑥、⑦弯曲;工位⑧空工位;工位⑨切断(制件与载体分离)。
2)工位④是制件E部件有两处向上弯曲,为确保制件弯曲尺寸的精度,在弯曲凸模3的内侧增设一个浮动弯曲推块2,且弯曲推块比弯曲凸模略高些,以确保模具闭合时,能先对条料施加预压力,然后再弯曲,防止条料因滑动产生变形和尺寸不准确,同时,弯曲完毕后,弯曲推块起顶料作用。弯曲凹模设在卸料板镶块23中。
3)工位⑦为制件大弯曲最后成形,该工位是模具设计、制造的关键。该制件有毛刺方向的要求,因此制件大弯曲时要使条料的上表面成为弯曲后的内表面。在模具结构上采用如图11-17c中B—B剖面图的弯曲模结构形式,卸料采用局部固定卸料的结构形式。它们由两个大弯曲成形镶块40、弹性顶件块38和大弯曲固定卸料架37等组成。





相关推荐