材料及板厚:硅钢片,0.1mm。排样图:如图11-5b所示。即工位①冲孔、冲切侧刃,工位②冲异形孔,工位③落料,工位④冲切侧刃。2)该模具在排样时,将复杂的型孔分解在工位①和工位②上冲压。3)为使送料更稳定及保证定距的准确性,此模具采用双侧刃为粗定位,导正销孔为精定位。......
2023-06-26
制件名称:电动机铁心片。
材料及板厚:硅钢片,0.5mm。
制件图:如图11-9a所示。
排样图:如图11-9b所示。
模具结构图:如图11-9c所示。
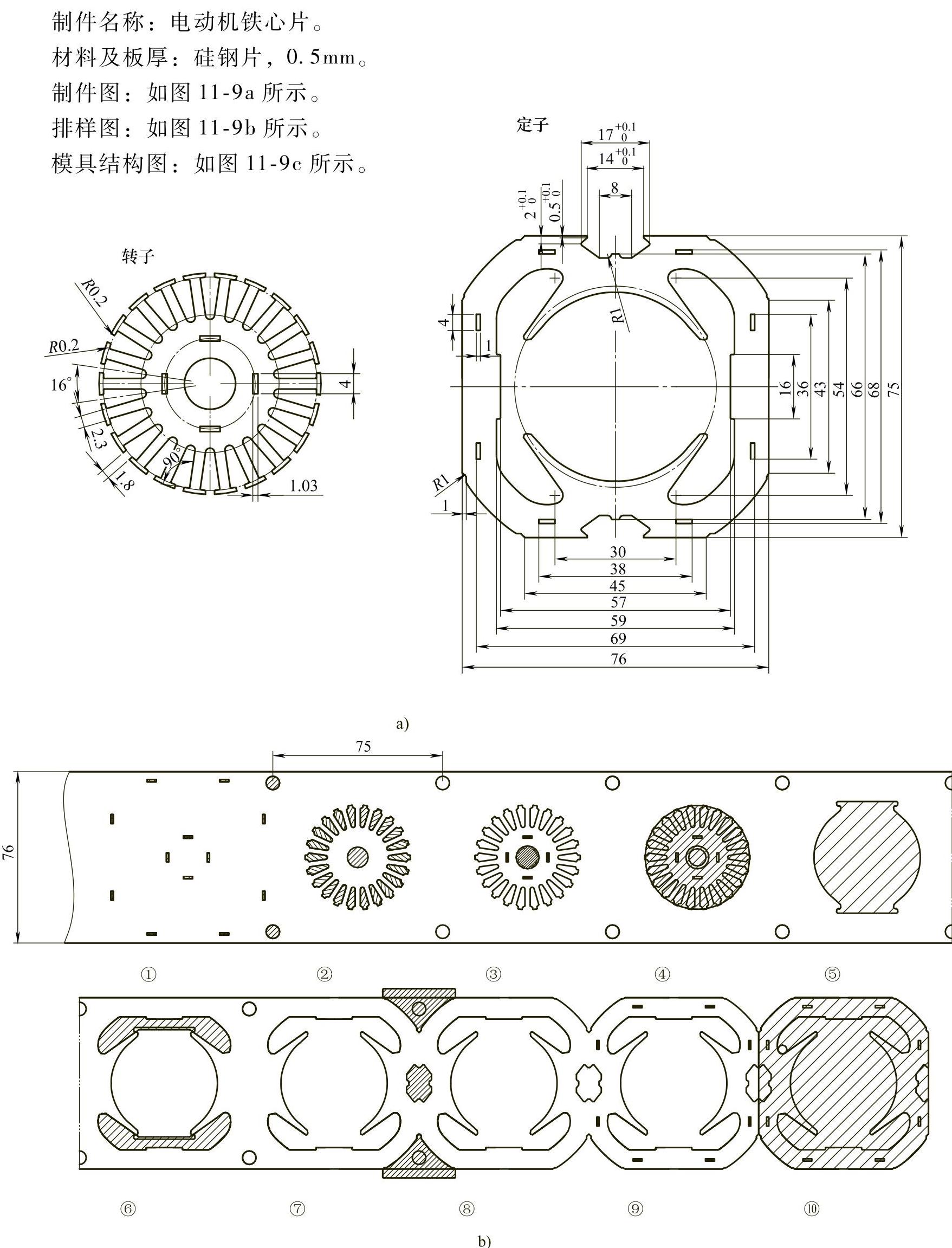
图11-9 电动机铁心片级进模
a)制件图 b)排样图
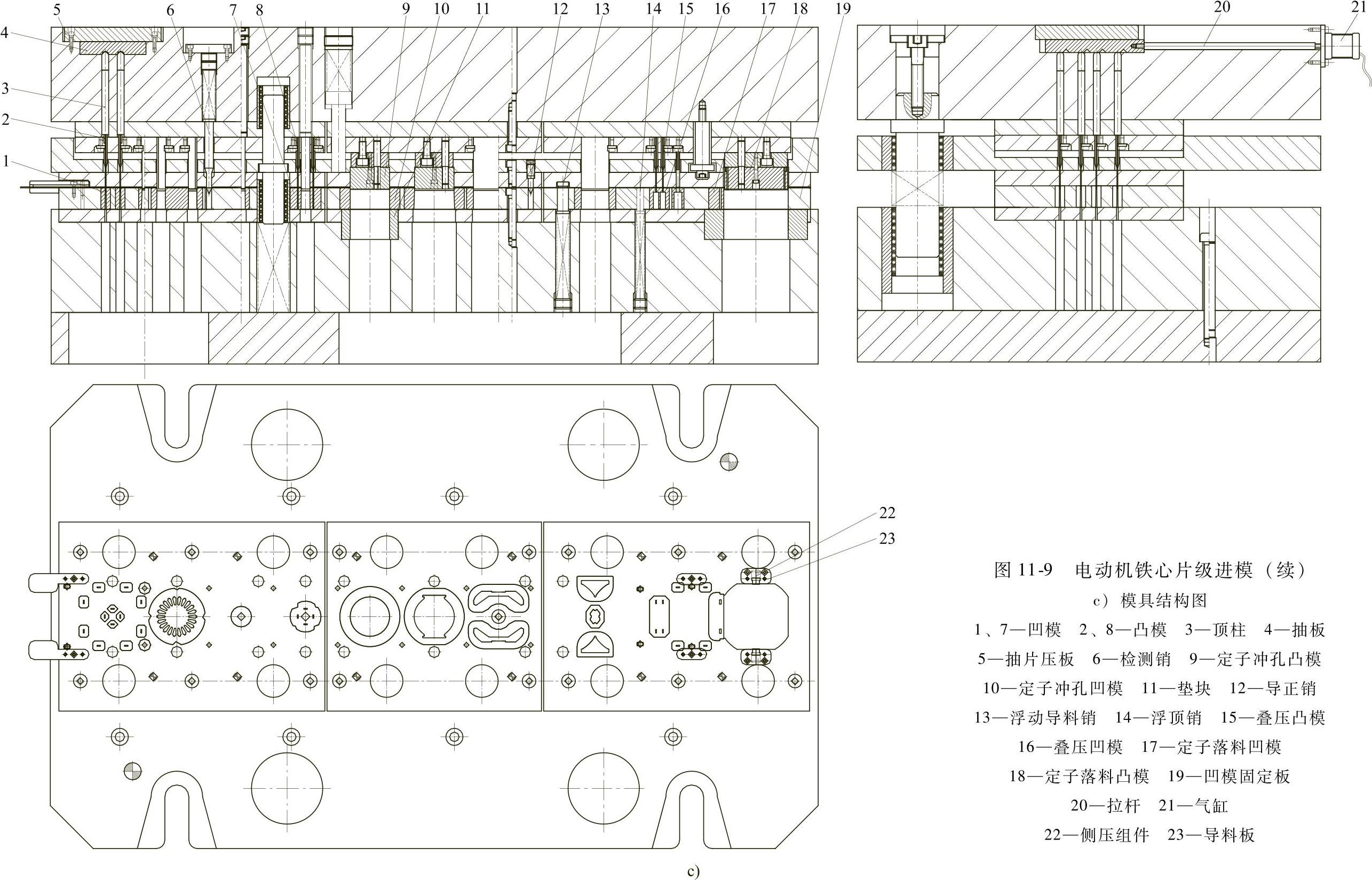
图11-9 电动机铁心片级进模(续)
c)模具结构图 1、7—凹模 2、8—凸模 3—顶柱 4—抽板 5—抽片压板 6—检测 9—定子冲孔凸模 10—定子冲孔凹模 11—垫块 12—导正销 13—浮动导料销 14—浮顶销 15—叠压凸模 16—叠压凹模 17—定子落料凹模 18—定子落料凸模 19—凹模固定板 20—拉杆 21—气缸 22—侧压组件 23—导料板
说明:
1)该模具为冲槽、叠铆、落料等10个工位的级进模结构。即工位①冲导正销孔、冲定转子计算孔;工位②冲转子槽、预冲转子轴孔;工位③冲转子孔叠铆孔;工位④转子落料叠铆;工位⑤冲定子内孔;工位⑥冲定子槽;工位⑦冲定子外形;工位⑧空工位;工位⑨冲定子孔叠铆孔;工位⑩定子落料叠铆。
2)模具结构复杂,因此采用4个滚动导柱对上、下模进行导向,以保证大模架的导向精度,3副子模具都各设计有4个小导柱及小导套。
3)该模具自动叠装方式使冲片间达到预定的过盈联接,依靠级进模精确的送料步距,使冲片准确地压合在一起而达到冲片间预定叠合力。叠装时,由于落料时在凹模洞口存在一定数量的冲片,每一片均与凹模洞口内壁产生挤压摩擦力,在冲裁时利用落料凸模向下运动的冲压推力,使冲裁分离的冲片凸点压入先冲裁的冲片凹形孔中,这样从落料凹模洞口中落下的不再是松散的冲片,而是通过叠压点的联接,具备同一毛刺方向和一定叠厚的铁芯部件。此时落料凹模不仅完成落料分离的冲压工序,同时是铁芯叠装时的压装胎。
4)为满足制件的大批量要求,减少修模次数,该模具工作零件采用硬质合金YG20制造。
有关多工位级进模设计实用手册的文章

材料及板厚:硅钢片,0.1mm。排样图:如图11-5b所示。即工位①冲孔、冲切侧刃,工位②冲异形孔,工位③落料,工位④冲切侧刃。2)该模具在排样时,将复杂的型孔分解在工位①和工位②上冲压。3)为使送料更稳定及保证定距的准确性,此模具采用双侧刃为粗定位,导正销孔为精定位。......
2023-06-26

排样图:如图11-11b所示。即工位①冲孔;工位②冲叠铆点;工位③、④空工位;工位⑤转子落料、自动叠铆;工位⑥空工位;工位⑦、⑧冲切废料;工位⑨冲叠铆点;工位⑩冲切废料;工位、空工位;工位落料,自动叠铆。2)此模具定子铁芯冲片之间旋转90°叠片,转子铁芯冲片之间旋转72°叠片。3)本模具用于高速冲床自动冲压。模座采用6根大的滚珠导柱、导套导向,卸料板用4根小导柱导向。......
2023-06-26

说明:1)该模具为冲孔、落料等3个工位的级进模结构。为了减少料尾损耗,尤其工位较多的级进模,可采用两个侧刃前后对角排列,该模具就是这样排列的。3)侧刃定距的级进模定位精度较高,生产效率高,送料操作方便,但材料的消耗增加,冲裁力增大。......
2023-06-26

图7-11 变压器铁心“山”字铁和“一”字铁图7-12 排样图3.模具结构设计变压器铁心多工位级进模设计如图7-13所示。该模具采用标准后侧滑动导柱模架,采用侧刃定距,其侧刃部位是“一”字体的本身。图7-13 变压器铁心多工位级进模结构图1—下模座 2—凹模板 3—承料板 4—导料板 5—卸料板 6—橡胶 7—侧刃凸模 8—上模座 9—模柄 10—固定板垫板 11—“一”字凸模 12—“山”字凸模 13—冲孔凸模 14—挡块 15—防侧向挡块 16—始用挡料销......
2023-06-26

图11-10 电器接触片级进模a)制件图 b)排样图图11-10 电器接触片级进模(续)c)模具结构图 1—上模座 2—上垫板 3—小导柱 4、15—卸料板镶块 5、6、7、8、10、12—凸模 9、11—导正销 13—固定板 14—卸料板垫板 16—导柱 17—下垫板 18、20、21、22、23—凹模 19—套式顶料杆 24、29—小导套 25—下模板 26—下模座 27—承料板 28—导料板 30—导套说明:1)该模具为冲孔、切断、落料等12个工位的级进模结构。......
2023-06-26

由于采用多工位级进模比复合模或单工序模生产率高,成本低,操作简便,安全可靠,因此决定采用多工位连续拉深级进模。图7-145 排样图3.模具结构设计图7-146所示为焊片多工位级进模结构。卸料板5通过安装于固定板8上的小导柱6作辅助导向,全部凸模均以卸料板导向,保持冲压平稳。......
2023-06-26

图7-20 微电机的定子片和转子片2.排样设计由于微电机的定子片和转子片年产量大,故适宜采用多工位级进模冲压,该制件的冲压工序均为冲孔和落料。工位③的落料凸模上均布了3个顶杆,目的是使凸模上的导正销与落料的转子片分离,阻止转子片随凸模上升。......
2023-06-26
材料及板厚:H68黄铜,0.5mm。制件图:如图11-40a所示。2)此模具采用正装式结构,凹模选用镶块结构形式。为简化下模顶出结构,下模拉深和整形的型孔中的16根顶杆,共用一块顶板来实现拉深后顶出工作。......
2023-06-26
相关推荐