所以阶梯轴应用较广泛。轴颈的直径必须符合轴承的孔径。图2-50 阶梯轴的结构1—轴承盖 2—轴承 3—轴 4—齿轮 5—套筒 6—半联轴器表2-5 标准直径 3.确定阶梯轴结构应考虑的几个问题1)轴上零件的周向固定是为了传递转矩时防止零件与轴产生相对转动。常用的周向固定方法有键联接、花键联接、销联接和轴与零件的过盈配合等。图2-51 轴的结构工艺要求a)砂轮越程槽 b)螺纹退刀槽 c)键槽的布置 d)装配倒角......
2023-06-25
材料及板厚:SPFH590高强度钢板,3.0mm。
制件图:如图10-55a所示。
排样图:如图10-55b所示。
说明:
1.工艺分析
如图10-55a所示为桥形卡箍,外形为弓形的卡箍件,材料为高强度钢板(SPFH590),形状比较复杂,成形工艺性差。该制件使用AUTOFORM软件进行成形分析边界条件,若用单工序模生产,需5副模具,不适应大批量生产。经分析采用多工位级进模进行生产,工序安排及排样如图10-55b所示,先冲出导正销孔,后序采用导正销孔为带料的精定位,该制件在成形过程中伸缩变形较大,因此在工位②及工位④冲切出带料的伸缩载体,能很好地使带料与载体在成形中平直、稳定。
2.排样设计
工位①:冲两个ф8mm导正销孔;
工位②:冲切两端部伸缩载体(防止后续成形时使带料变形);

图10-55 桥形卡箍
a)制件图
工位③:空工位;
工位④:冲切两端部伸缩载体及2个导正销孔;
工位⑤:冲切中部外形废料及2个导正销孔;
工位⑥:空工位;
工位⑦:压筋;
工位⑧:空工位;
工位⑨:U形弯曲;
工位⑩:空工位;
工位(11):成形(见图10-55bA—A剖视图);
工位(12):空工位;
工位(13):成形(见图10-55bB—B剖视图);
工位(14):空工位;
工位(15):整形;
工位(16):冲1个圆形孔及1个腰形孔;
工位(17):空工位;
工位(18):冲切伸缩载体(制件与载体分离)。
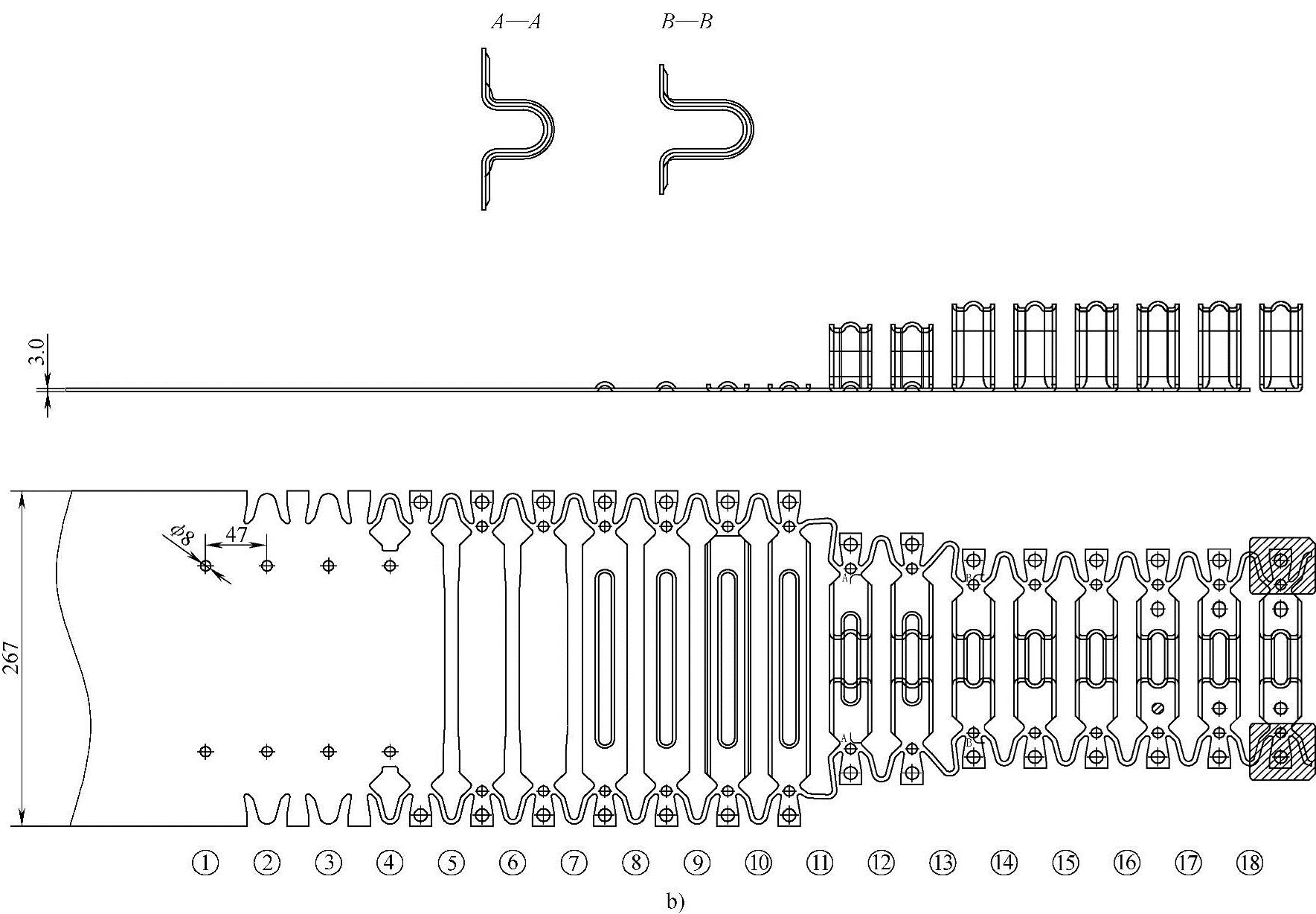
图10-55 桥形卡箍(续)
b)排样图
有关多工位级进模设计实用手册的文章

所以阶梯轴应用较广泛。轴颈的直径必须符合轴承的孔径。图2-50 阶梯轴的结构1—轴承盖 2—轴承 3—轴 4—齿轮 5—套筒 6—半联轴器表2-5 标准直径 3.确定阶梯轴结构应考虑的几个问题1)轴上零件的周向固定是为了传递转矩时防止零件与轴产生相对转动。常用的周向固定方法有键联接、花键联接、销联接和轴与零件的过盈配合等。图2-51 轴的结构工艺要求a)砂轮越程槽 b)螺纹退刀槽 c)键槽的布置 d)装配倒角......
2023-06-25

齿轮泵有两种结构形式,外啮合齿轮泵和内啮合齿轮泵。外啮合齿轮泵结构简单,成本低,抗污及自吸性好,因此广泛应用于低压系统。为使齿轮能转动,齿轮的厚度略比泵体薄些。内啮合齿轮泵结构紧凑,尺寸小,重量轻,运转平稳,噪声小,在高转速下工作时有较高的容积效率。内啮合齿轮泵的缺点是齿形复杂,加工困难,价格较贵。表4-4 齿轮泵常见故障及排除方法......
2023-06-25

图5-27 变送器结构框图变送器按测量参数可分为温度、温差、压力、差压、流量、物位等变送器。同样变送器经A-D转换器可与微机接口。表5-12 常见压力传感器差压/压力变送器的作用就是把Δp/p变成4~20mA的直流信号,供显示/控制仪表工作。图5-29为霍尔压力变送器的工作原理简图,矩形半导体薄片垂直置于磁场中,A、B端通入恒定直流。霍尔压力变送器的测量范围见表5-13。......
2023-06-29

工程采用全焊钢结构,所用钢材全部国产化。钢材从8~140mm(铸钢)共有19个规格。柱脚结构复杂,内部筋板要求全焊透,焊缝纵横交错,施工场地狭窄,控制焊接应力和焊接变形难度很大。“鸟巢”钢结构所有作用力全部由31万米焊缝承担,作为影响结构体系安全的焊接工序质量要求之高是显而易见的。1)桁架柱板厚为20~110mm,材质采用Q345D、Q345GJD、Q460E、铸钢GS-20Mn5V。图16-2 “鸟巢”内景及部分焊缝a)内景 b)、c)部分焊缝......
2023-07-02
综合布线系统使用标准的双绞线和光纤,支持高速率的数据传输。◇调研调研的主要任务是询问客户网络需求,现场勘察建筑,根据建筑平面图等资料去结算线材的用量,信息插座的数目和机柜定位、数量,做出综合布线调研报告。◇土建施工协调施工队与业主进行职责商谈,提出布线许可,主要是钻孔、走线、信息插座定位、机柜定位、做线缆标识。◇维护当线路出现故障时,快速响应。......
2023-10-19

答案是肯定的,本节将介绍如何将状态机与事件结构结合起来形成一种新的、稳定的模式。状态机模式的基本构成元素是while循环和条件结构,而事件结构模式的基本构成元素是while循环和事件结构,因此新的模式应该由while循环、条件结构和事件结构组成。图5-26中的第二种结构综合了状态机和事件结构的优点,有效地克服了基本状态机的第1~5个问题。图5-28 二维数组排序应用前面板系统使用状态机和事件结构相结合的模式,如图5-29所示。......
2023-07-02

单片机的外部结构主要是指其I/O引脚、控制总线等。通常,将使用最少元器件搭建起的单片机运行电路称为单片机的最小运行系统。对于8051单片机而言,最小系统包括时钟电路和复位电路两个部分。......
2023-11-17

IP地址采用分层结构,与电话号码类似。IP地址分为五类,分别属于不同规模的网络。五类IP地址的区别如图4-5所示。图4-5 IP地址的分类对于A类IP地址,网络地址空间的长度为7位,因此允许有126个不同的A类网络。A类IP地址结构适用于有大量主机的大型网络。B类IP地址适用于一些国际性大公司与政府机构等。C类IP地址特别适用于一些小公司与普通的研究机构。......
2023-11-25
相关推荐