说明:1.工艺分析如图10-43a所示为异形电动机外壳拉深件,该制件外形复杂而细小,表面光洁、端口无变形,底部ф2.9mm的孔与外形有同轴度的要求,此制件属于薄壁深拉深件。为保证制件的尺寸精度、位置精度和大批量生产的要求,选用多工位级进模来成形。......
2023-06-26
材料及板厚:SECC钢,0.6mm。
制件图:如图10-44a所示。
排样图:如图10-44b所示。
说明:
1.工艺分析
如图10-44a所示为电动机外壳拉深件。该制件精度要求较高,特别是ф2.95+0+0.015mm孔的精度要求很高,需经过多次拉深与挤孔才能保证精度要求;内孔尺寸ф22.8+0.08+0.03mm,精度要求也很高,拉深后需要多次整形才能保证尺寸精度。该制件的整体形状为拉深件,年产量大,因此采用多工位级进模通过连续拉深的方式生产较合理。排样时,为防止拉深过程中料带的变形,采用先冲切外形废料再拉深,并用导正销孔作料带的精确定距。
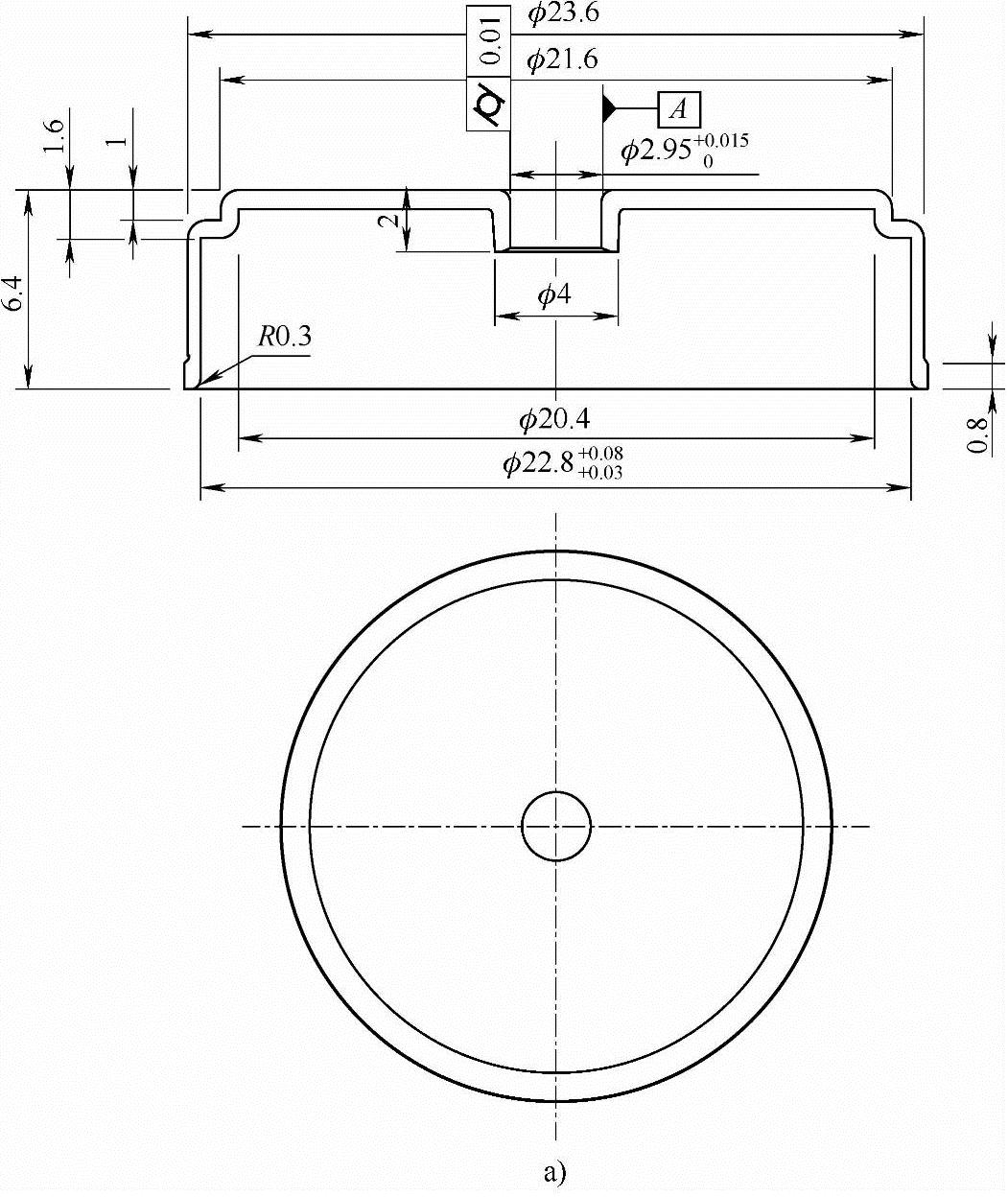
图10-44 电动机外壳拉深件
a)制件图
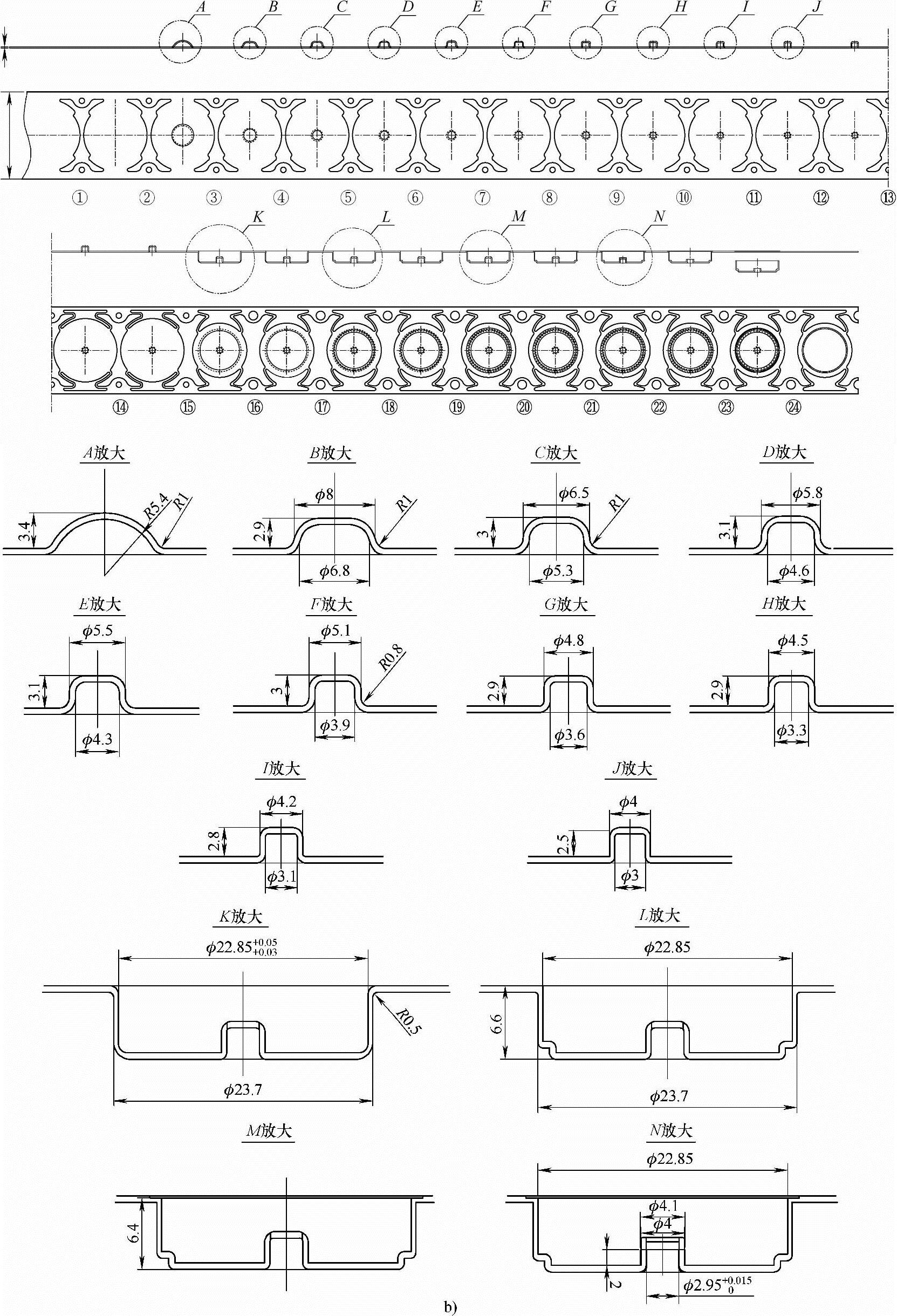
图10-44 电动机外壳拉深件(续)
b)排样图
2.排样设计
工位①:冲导正销孔及冲切中部废料;
工位②:首次拉深;
工位③:二次拉深;
工位④:三次拉深;
工位⑤:四次拉深;
工位⑥:五次拉深;
工位⑦:六次拉深;
工位⑧:七次拉深;
工位⑨:八次拉深;
工位⑩:九次拉深;
工位(11):十次拉深;
工位(12):空工位;
工位(13):冲切两边废料;
工位(14):冲孔;
工位(15):十一次拉深;
工位(16):空工位;
工位(17):整形;
工位(18):空工位;
工位(19):整形;
工位(20):空工位;
工位(12):挤孔;
工位(22):整形;
工位(23):空工位;
工位(42):落料。
有关多工位级进模设计实用手册的文章

说明:1.工艺分析如图10-43a所示为异形电动机外壳拉深件,该制件外形复杂而细小,表面光洁、端口无变形,底部ф2.9mm的孔与外形有同轴度的要求,此制件属于薄壁深拉深件。为保证制件的尺寸精度、位置精度和大批量生产的要求,选用多工位级进模来成形。......
2023-06-26

材料及板厚:SECC钢,0.6mm。图10-12 电器外壳a)制件图 b)展开图 c)排样图说明:1.工艺分析如图10-12a所示为电器外壳。传统的电器外壳通常设计成盒形拉深件,因盒形拉深材料流动不均衡,毛坯尺寸也难以精确计算,不仅冲压工序多,而且拉深试模成合格产品相当费时。目前,盒形外壳向采用弯曲成形结构发展,该结构可以简化冲压工艺,提高材料利用率及制件的合格率。......
2023-06-26

用钝镁作为牺牲阳极材料时,对杂质有严格的限制,因为杂质的存在会增大镁阳极的自腐蚀损失,降低电流效率。Mg-Mn合金也属于高电位阳极材料,适合于铸造和挤压两种加工方式,主要用于高电阻率的环境中。表4-11锌阳极的化学成分表4-12锌阳极的电化学性能注:土壤介质试验时采用填充料,厚度为5~10mm。......
2023-06-23
而其中,倒装芯片焊点尺寸设计和焊料接头的材料选择取决于器件的具体应用和器件设计者所提供的规范。另外,至今还没有任何关于倒装芯片焊料接头电迁移测试的行业标准,而这些标准的建立将会给设计工作提供很大的帮助。鉴于倒装芯片焊料接头的设计细节和选择规则已超出了本书的范围,本书仅提供一些关于焊料接头可靠性问题的基本理解,从而使设计师在其电路设计中考虑到这些问题。......
2023-06-20

②直径为3.2mm和4.0mm焊条,偏心度不应大于5%。②在对合金结构钢或不锈钢等合金元素较高的材料焊接时,则应考虑材料的化学成分和其他方面的要求选用成分相似或性能上可满足材料要求的焊丝。3)为适应焊接不同厚度材料的要求,同一牌号的焊丝可加工成不同的直径。......
2023-08-22

模具内在条料两侧设计有2排浮动导料销,并尽可能靠近每一处导正销,其目的为:①托起条料,保证条料送进时不与下模干涉,送进平稳;②对条料进行初定位,保证送料不发生偏移;③靠近导正销是为了卸料方便,防止导正销将条料带起,发生变形。......
2023-06-26

一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2023-06-24
选用步进电动机通常希望步进电动机输出转矩大,起动和运行频率高,步距误差小,性价比高,但是这些要求往往是矛盾的,需要综合考虑。在脉冲当量确定后,可据此选择步进电动机的步距角和传动机构的传动比。步进电动机的步距角理论上是固定的,实际上存在误差,一般应将步进电动机的步距误差、负载引起的定位误差和传动机构的误差等都全部考虑在内,使总的误差小于机械允许的定位误差。......
2023-06-19
相关推荐