模具结构图:如图11-23d所示。2)根据制件结构分析,本模具采用正装机构,凸模通过固定板装在上模上。凹模固定在下模上,该制件尺寸较小,对应的凸模尺寸也较小,因此模具在实际生产过程中,卸料板对凸模有一定的导向作用,这要求卸料板的运动精度很高,所以采用卸料板与模座一起导向的滚珠导柱导套组合而成。3)模具整个加工过程共有个工位,工作工位有12个,空工位有1个。......
2023-06-26
材料及板厚:H68黄铜,0.4mm。
制件图:如图10-28a所示。
排样图:如图10-28b所示。
说明:
1.工艺分析
如图10-28a所示为电子元件的接线端子,该制件形状小而复杂,尺寸精度要求高,为一多向弯曲件,其冲压工艺包括冲孔、冲切侧刃及多次弯曲成形等工序,其中弯曲成形需10多个工位来完成。因制件外形尺寸小,而弯曲成形工位较多,为克服单角弯曲的侧向力,因此采用一出二对排排列的多工位级进模进行冲压较为合理。为保证模具的强度,在排样设计时共设置29个空工位。该制件排样时共设52个工位来完成冲压成形。
2.排样设计
工位①、②:冲切外形方形废料(作方形导正销孔用);
工位③~⑨:空工位;
工位⑩:冲切两外形废料;
工位(11):空工位;
工位(12):冲切双侧刃;
工位(13)、(14):空工位;
工位(15):冲切头部两处三角形废料;
工位(16):空工位;
工位(17):压三角形处毛边;
工位(18):冲切两个方形孔;
工位(19):空工位;
工位(20):切舌;
工位(12):空工位;
工位(22):弯曲1、成形(见图10-28bA—A剖视图);
工位(23):空工位;
工位(42):弯曲2(见图10-28bB—B剖视图);

图10-28 接线端子
a)制件图
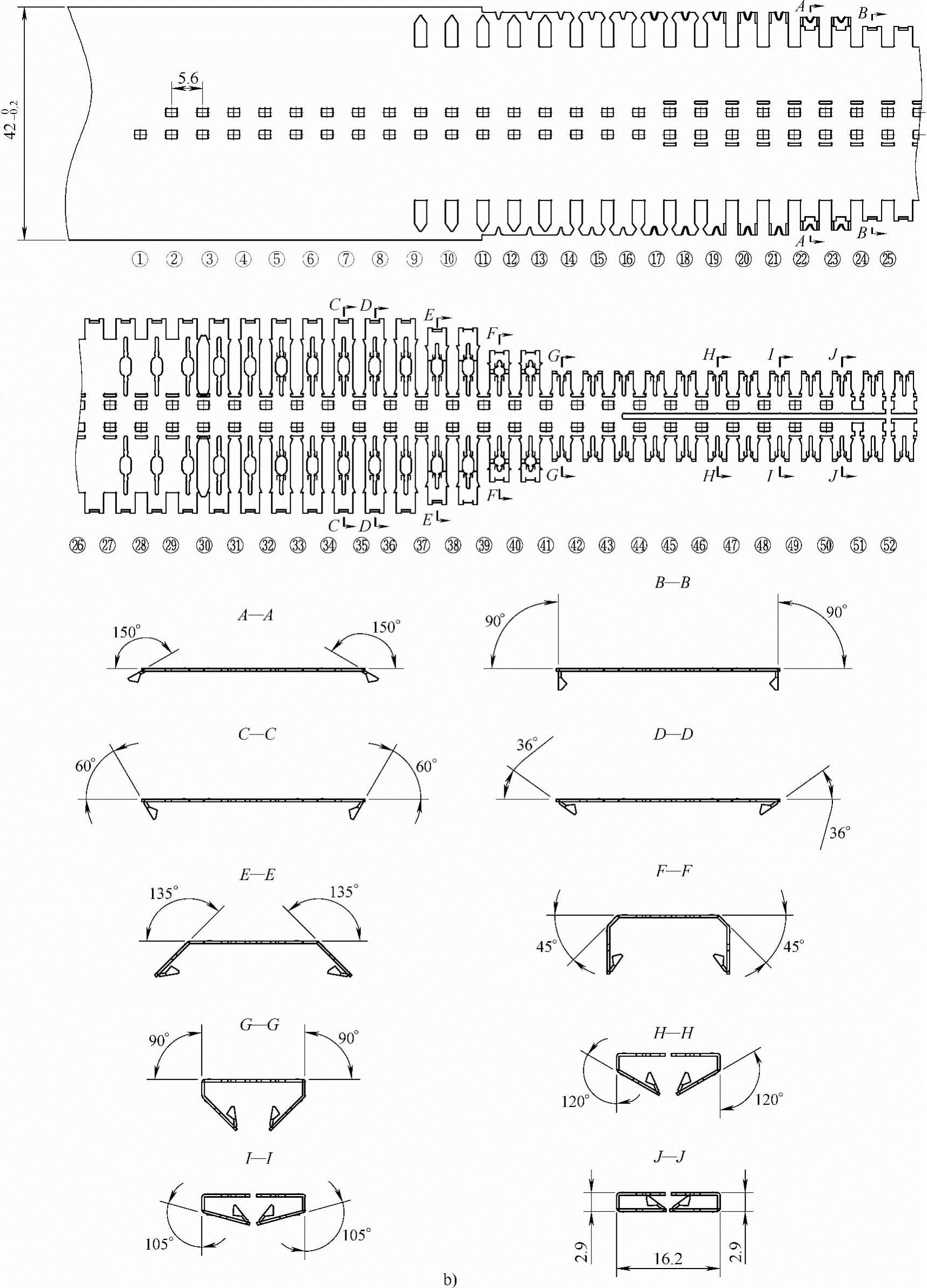
图10-28 接线端子(续)
b)排样图
工位(25)、(26):空工位;
工位(27):冲切两处内部异形废料;
工位(28)、(29):空工位;
工位(30):冲切两处中部异形废料;
工位(31):空工位;
工位(32):切舌;
工位(33):空工位;
工位(34):弯曲3(见图10-28bC—C剖视图);
工位(35):弯曲4(见图10-28bD—D剖视图);
工位(36):空工位;
工位(37):弯曲5(见图10-28bE—E剖视图);
工位(38):空工位;
工位(39):弯曲6(见图10-28bF—F剖视图);
工位(40):空工位;
工位(41):弯曲7(见图10-28bG—G剖视图);
工位(24)、(34):空工位;
工位(44):冲切中部载体(把中部的宽载体分离成两条窄载体);
工位(45):空工位;
工位(46):弯曲8(见图10-28bH—H剖视图);
工位(47):空工位;
工位(48):弯曲9(见图10-28bI—I剖视图);
工位(49):空工位;
工位(50):弯曲10(见图10-28bJ—J剖视图);
工位(51):空工位;
工位(25):冲切载体(制件与载体分离)。
有关多工位级进模设计实用手册的文章

模具结构图:如图11-23d所示。2)根据制件结构分析,本模具采用正装机构,凸模通过固定板装在上模上。凹模固定在下模上,该制件尺寸较小,对应的凸模尺寸也较小,因此模具在实际生产过程中,卸料板对凸模有一定的导向作用,这要求卸料板的运动精度很高,所以采用卸料板与模座一起导向的滚珠导柱导套组合而成。3)模具整个加工过程共有个工位,工作工位有12个,空工位有1个。......
2023-06-26

图11-45 绘制端子接线图实例图11-45 绘制端子接线图实例在“快速访问”工具栏中单击“新建”按钮,弹出“选择样板”对话框,从随书光盘的“图形样板”文件夹中选择“ZJDQ_X.dwt”图形文件,单击“打开”按钮。如果要绘制带有远端标记的端子接线图,远端标记注写在连接线的中断处,如图11-54所示。有兴趣的读者可以分别练习如何绘制这两个端子接线图。保存文件,保存的文件名为“端子接线图.dwg”。......
2023-06-20

接线端子排是机电系统内分部件和控制用永久接线的首选接线配件。接线端子排具有多种设计类型、结构和接线端数目。图6-33所示为一个典型的接线端子排。图6-33接线端子排标准的接线端子排上的导体是裸露的,这在某些情况下可能出现电击的危险。这些接线端子排通常被浇铸在一个绝缘块中,绝缘块上带有导线插座和卡紧螺钉。为了实现快速接线,可以使用插入式接线端子排。......
2023-06-25

图解演示图12-24所示为典型变频器主电路部分的接线图及接线端子上的标识,根据该接线图和标识进行接线即可。图12-27 变频器输入侧接反的严重后果连接制动电阻器图解演示通常小功率的变频器内置制动电阻器,而在18.5kW以上变频器的制动电阻器需要外置。......
2023-06-24

电路的接线工作,一般是在设备的内部或背面进行,应按以下要求进行:1)接线图按图例结构方式绘制。2)接线图上的元器件,应按照它们在设备中的真实位置,画出元器件的外形图和接头。4)与接线无关的元器件,一律省略不予画出。表3-1 接线表6)为了便于焊接和检修,必须对图中每一根导线进行编号,编号方法常用顺序法,即按接线的先后顺序进行编号。8)在接线面背后的元器件或导线,绘制时应以虚线表示。......
2023-06-28
执行BHATCH命令可采用以下三种方式:● 绘图工具栏 或 。启动BHATCH命令后,弹出对话框,单击右下角处的 ,可展开该对话框的高级选项,如图2-37所示。1)下拉列表框:通过该框的下拉菜单,用户可确定要填充的图案所属的类型,共有三类:即预定义、用户定义以及自定义。使用此选项,可很容易地做到以适合于布局的比例显示填充图案。控制填充图案生成的起始位置。选取完毕,按Enter键返回边界图案填充对话框。......
2023-06-21

图1-2-18钢锯锯割示意图锯割木槽板锯割钢管3)钢锯锯割时,要使锯条长度的2/3以上参与锯割,而不是只用锯条的中间部分来锯割。锯条“跑边”的原因是锯条安装得过松或不会使用钢锯所致。7)锯条“跑边”,而还继续锯割。......
2023-07-01
相关推荐