只有竖向反力 FAy,根据可动铰支座的机动特征和受力特征,通常可简化为图 1-2所示一根垂直于支撑面的链杆。图1-22.固定铰支座固定铰支座,其构造如图 1-3所示,简称为铰支座,其约束特点是结构可绕铰 A转动,但沿水平和竖向的移动受到限制,此时,支座反力通过铰A 的中心,通常分解成水平和竖向的分反力FAx、FAy。......
2023-08-30
材料及板厚:SPCC钢,0.5mm。
制件图:如图10-27a所示。
排样图:如图10-27b所示。
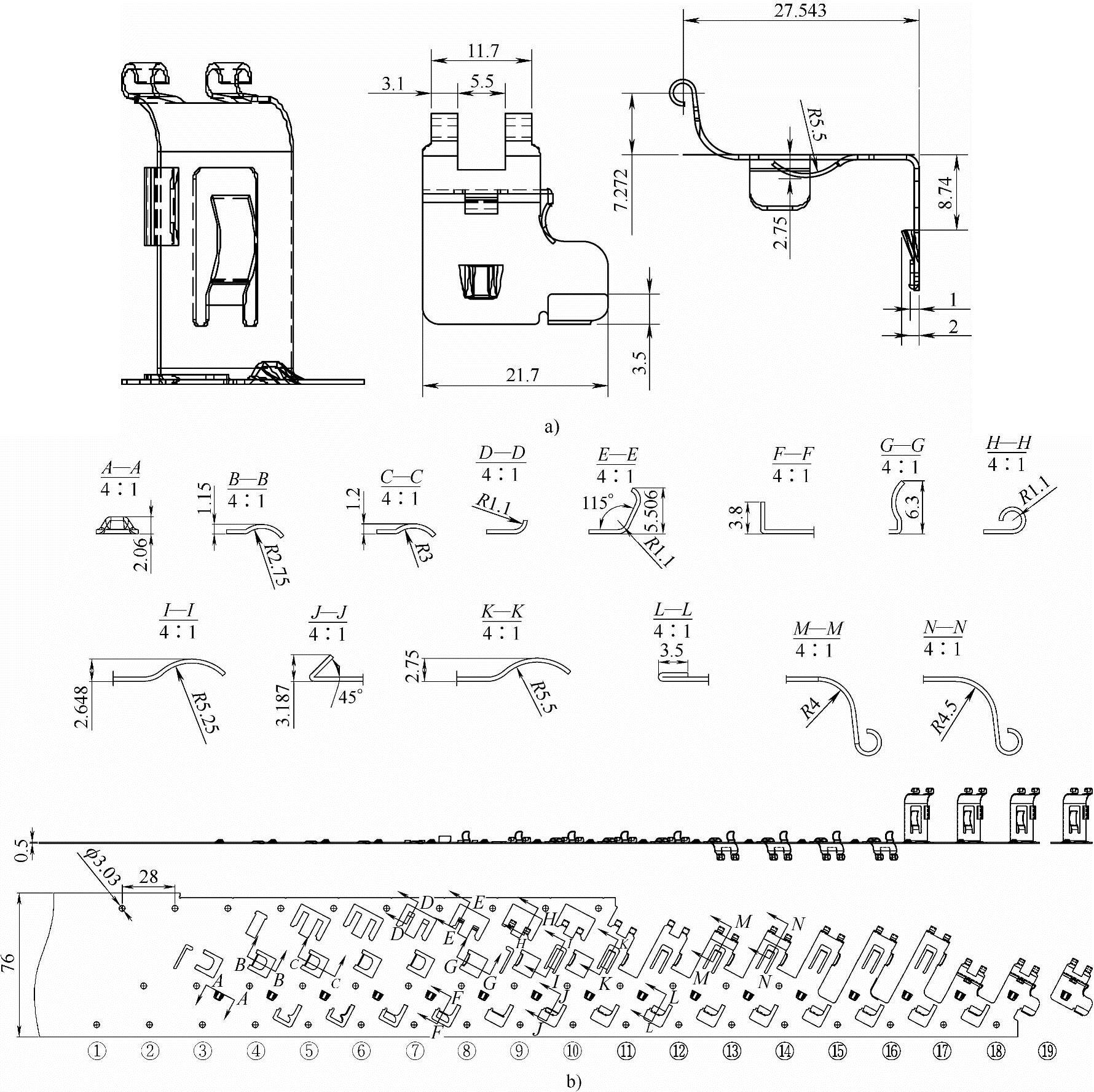
图10-27 转轴支座
a)制件图 b)排样图
说明:
1.工艺分析
如图10-27a所示为铰链转轴支座,形状复杂,生产批量大,卷圆部分为常见的铰链件。其冲压工艺包括冲裁、压凸包、多次弯曲及卷圆等工序。其中卷圆工艺详见图10-22合页卷圆件的卷圆工艺分析。对各工序的成形工艺分析后,综合材料利用率及模具的强度等,决定采用一出一斜排排列方式的多工位级进模冲压。
2.排样设计
工位①:冲圆孔(包括导正销孔);
工位②:冲切L形废料;
工位③:成形凸包(见图10-27bA—A剖视图),冲切凹形废料;
工位④:冲切两处异形废料,弯曲(见图10-27bB—B剖视图);
工位⑤:冲切1处异形废料,拍毛边及整形(见图10-27bC—C剖视图);
工位⑥:压线、弯曲(见图10-27bD—D剖视图);
工位⑦:弯曲(见图10-27bE—E、F—F剖视图);
工位⑧:弯曲(见图10-27bG—G剖视图);
工位⑨:卷圆(见图10-27bH—H剖视图)、弯曲(见图10-27bI—I、J—J剖视图);
工位⑩:弯曲(见图10-27bK—K剖视图);
工位(11):冲切边缘载体、拍平(见图10-27bL—L剖视图);
工位(12):弯曲(见图10-27bM—M剖视图;
工位(13):整形(见图10-27bN—N剖视图);
工位(14):冲切中部外形废料;
工位(15):压转角处毛刺;
工位(16):空工位;
工位(17):弯曲;
工位(18):空工位;
工位(19):冲切载体(制件与载体分离)。
有关多工位级进模设计实用手册的文章

只有竖向反力 FAy,根据可动铰支座的机动特征和受力特征,通常可简化为图 1-2所示一根垂直于支撑面的链杆。图1-22.固定铰支座固定铰支座,其构造如图 1-3所示,简称为铰支座,其约束特点是结构可绕铰 A转动,但沿水平和竖向的移动受到限制,此时,支座反力通过铰A 的中心,通常分解成水平和竖向的分反力FAx、FAy。......
2023-08-30

根据不同的设计条件,应对每个支座进行特殊设计。与此同时,进行同尺寸支座及锚固构造试验,验证支座设计的安全性,进而保证桥梁整体结构体系的安全性。试验分析内容如下:支座及柱脚板件在设计荷载作用下的应力分布及变形特征。支座在120%设计荷载下,支座及锚固构造未见异常,满足《公路桥梁盆式橡胶支座》的规范要求。......
2023-07-01

在1935 年的《试验设计法》一书中,费歇尔对“试验设计”进行了系统性的论述。[6]正交试验设计的过程主要可以分为以下三个步骤:依据试验目的,选定评价指标,并确定因素及其对应的水平。由于正交试验设计具有试验次数少、效率高、应用简单、效果显著等优点,使其在工农业等众多科学研究领域均得到了广泛的应用及推广。综上所述,可知正交试验设计是改进优化算法的一种有效手段。......
2023-09-26

一个统一的公共接口必须经过精心的分析和设计。将这些函数作为基类的虚函数,它们定义了一个统一公共接口。利用虚函数,可在基类和派生类中使用相同的函数名定义函数的不同实现,从而实现“一个接口,多种方式”。设计一个公共基类Container为抽象类(界面),Container类中声明求表面积和体积的纯虚函数。由Container抽象类派生出三个类即Cube、Sphere和Cylinder,在这三个类中都具有求表面积和体积的重定义版本。......
2023-11-07

在多工位级进模中,垫板可分为固定板垫板、卸料板垫板和下模板垫板三类。固定板垫板承受凸模的作用力,保证弹簧有足够的压缩行程;卸料板垫板承受卸料组件和卸料板镶块的冲击载荷;下模板垫板承受凹模或凹模镶件的作用力。通常在多工位级进模设计中为了安全可靠,一般都设置有垫板的模具结构。垫板的厚度一般取8~18mm。对于分段式垫板,厚度尺寸要保持一致。......
2023-06-26

图4-50所示为异型材软硬共挤出产品所用共挤出机头的流道结构。这种机头可实现用于密封的软硬质型材的共挤出,习惯上称为软硬共挤出。导料槽又分流成数个密封胶条流道d,密封胶条流道穿过口模板的出口处与异型材流道e汇合。密封胶条是软质料,在表面没有完全硬化前,不宜接触定型模,同时软胶挤出模口后还有110%~120%的离模膨胀,有一定的牵引收缩和冷却收缩的综合作用。......
2023-06-15
砌筑砂浆配合比设计的基本要求是:满足砂浆设计的强度等级;满足施工所要求的和易性;此外还应具有较高的黏结强度和较小的变形。表5.2砂浆强度标准差σ 及K值③计算1 m3砂浆中水泥的用量。水泥和掺合料总量在300~400 kg 之间时,基本能满足砌筑砂浆的和易性要求,国家标准《砌筑砂浆配合比设计规程》建议取350 kg。对于干混砌筑砂浆,应明确拌制时的加水量范围。......
2023-09-01
支座的布置,应以有利于墩台传递纵向水平力、有利于梁体的自由变形为原则。图7.7-1 坡桥楔形垫块图7.7-2a为地震区单跨简支梁常用布置,也称“浮动”支座布置;图7.7-2b为整体简支板桥或箱梁桥常用支座布置。图7.7-2 单跨简支梁支座布置1、2—桥台 3—固定支座 4—单向活动支座 5—双向活动支座 6—橡胶支座对于连续梁桥及桥面连续的简支梁桥 一般在每一联设置一个固定支座。......
2023-08-28
相关推荐