安全锁锭装置是当承船厢发生漏水事故时用于锁锭船厢的装置,锁锭块安装在主提升设备的吊具上,锁锭钢梯安装在承船厢吊点横梁的上、下游侧的提升段塔柱上,下端部埋入船厢室底板混凝土中。安全锁锭装置是根据船厢超量漏水导致升船机平衡系统的平衡条件被破坏时,限制平衡重侧的重力拉动船厢向上运动的设施。安全锁锭装置的工作原理即根据上述条件进行设计。......
2023-06-27
材料及板厚:可锻铸铁(SPTE),0.25mm。
制件图:如图10-24a所示。
排样图:如图10-24b所示。
说明:
1.工艺分析
如图10-24a所示为主要用于集装箱上一次性封条扣锁,生产批量大。该制件形状复杂,属于多向弯曲件,两头部尺寸精度要求高,特别对头部成形后的中部倒钩处要求较高。此倒钩的作用为尾部的异形孔插入头部倒钩处之后只能进而不能出,这样就能达到封条的效果。采用多工位级进模进行冲压,能很好地保证制件的质量,其冲压工艺由冲裁、压凸包及弯曲等工序组合而成。
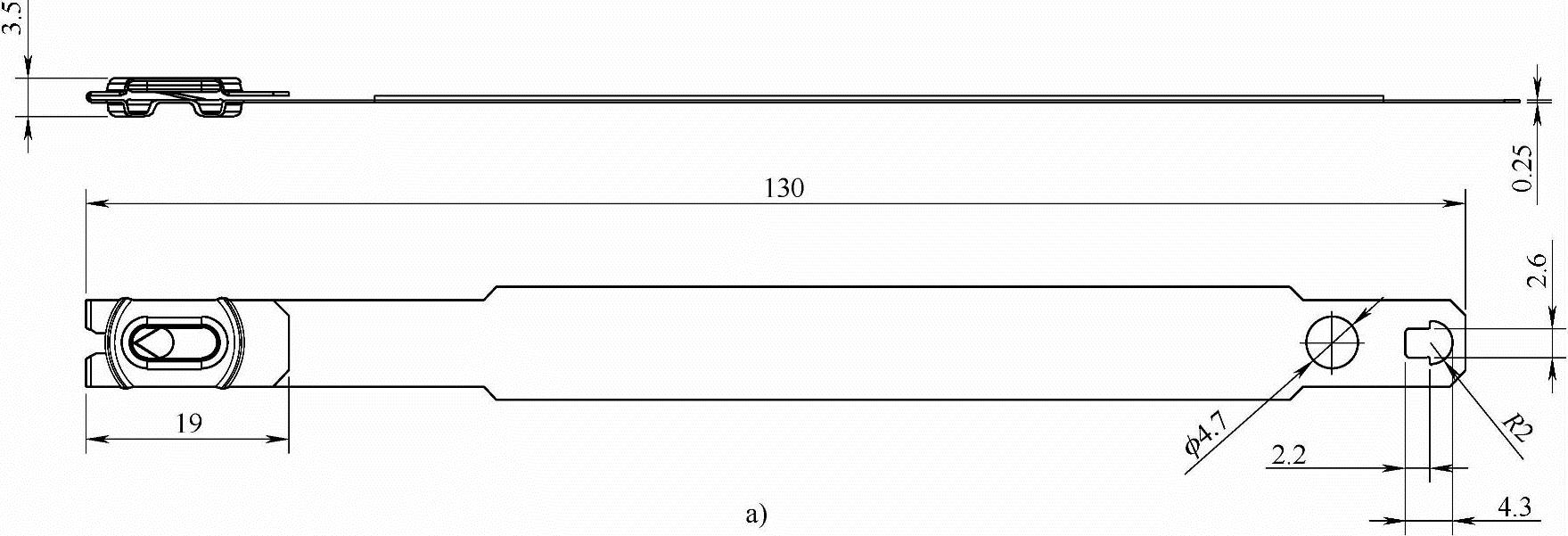
图10-24 集装箱封条扣锁
a)制件图
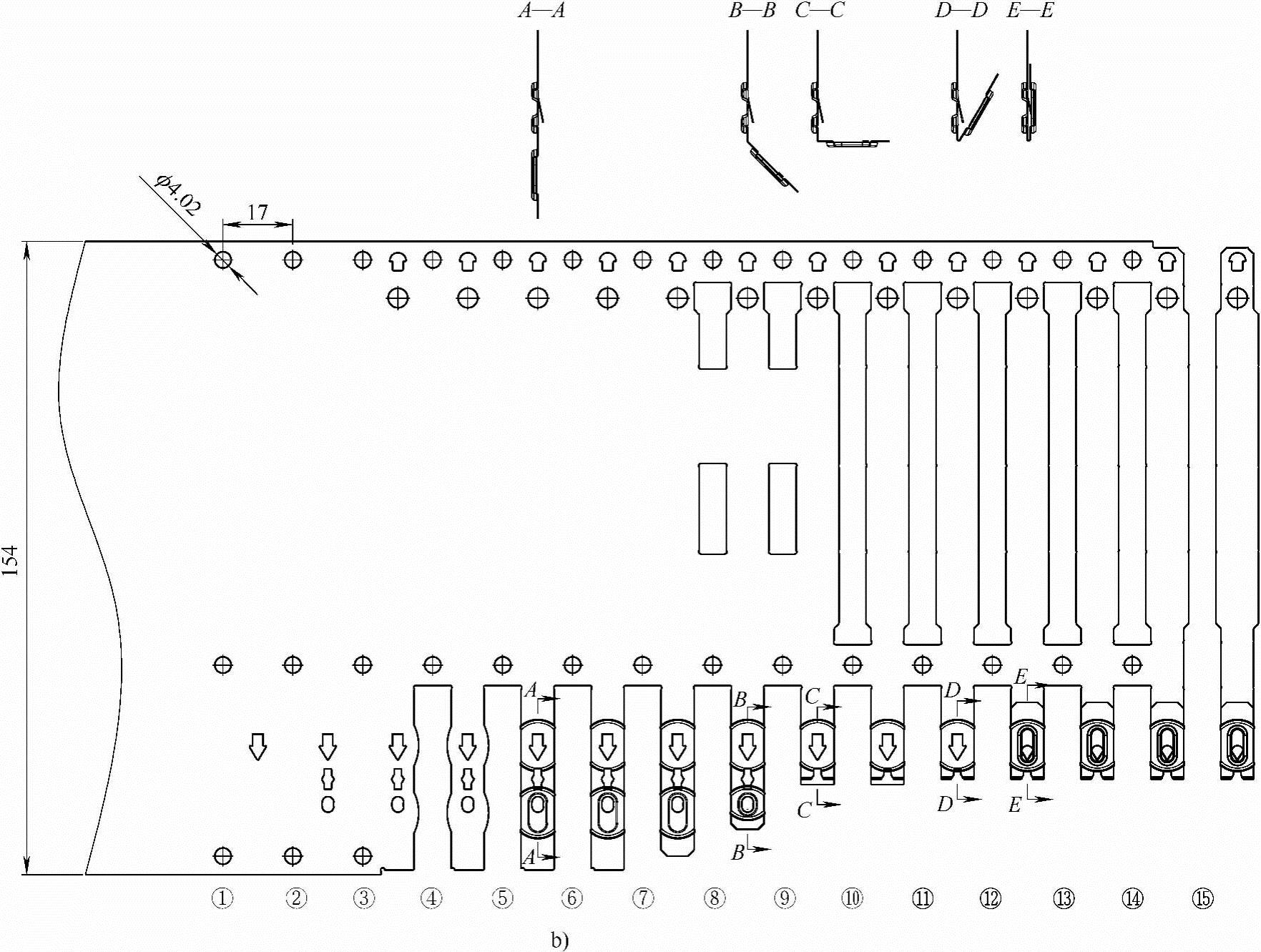
图10-24 集装箱封条扣锁(续)
b)排样图
2.排样设计
工位①:冲导正销孔;
工位②:切舌;
工位③:冲切腰形孔及异形孔,冲切侧刃;
工位④:冲切出头部先弯曲的外形废料;
工位⑤:成形(见图10-24bA—A剖视图);
工位⑥:空工位;
工位⑦:冲切尾部及中部废料;
工位⑧:冲切尾部及中部废料,弯曲(见图10-24bB—B剖视图);
工位⑨:弯曲(见图10-24bC—C剖视图);
工位⑩:冲切中部外形废料;
工位(11):弯曲(见图10-24bD—D剖视图);
工位(12):成形(见图10-24bE—E剖视图);
工位(13)、(14):空工位;
工位(15):冲切载体(制件与载体分离)。
有关多工位级进模设计实用手册的文章

安全锁锭装置是当承船厢发生漏水事故时用于锁锭船厢的装置,锁锭块安装在主提升设备的吊具上,锁锭钢梯安装在承船厢吊点横梁的上、下游侧的提升段塔柱上,下端部埋入船厢室底板混凝土中。安全锁锭装置是根据船厢超量漏水导致升船机平衡系统的平衡条件被破坏时,限制平衡重侧的重力拉动船厢向上运动的设施。安全锁锭装置的工作原理即根据上述条件进行设计。......
2023-06-27

根据国家“节能减排、绿色低碳”的产业导向,笔者设计了一种“带燕尾锁扣的重载荷瓦楞纸箱”,它可以广泛应用于机电零部件与化工液态产品的包装,减少木箱与塑料桶的使用。图1-5-7纸箱在1200mm×1000mm标准托盘上的平面放置图这种带燕尾锁扣的重载荷纸箱,主要应用在机电产品和化工液体产品的包装上。......
2023-06-27

承运人受理整批或零担货物时,应根据运单记载货物名称、数量、包装方式等,核对无误,方可办理交接手续。零担货物按批准的班期时限运达,快件货物按规定的期限运达。整批货物运抵前,承运人应当及时通知收货人做好接货准备;零担货物运达目的地后,应在24小时内向收货人发出到货通知或按托运人的指示及时将货物交给收货人。车辆装载有毒、易污染的货物卸载后,承运人应对车辆进行清洗和消毒。......
2023-10-06

包含电梯交通系统在内的建筑物,给人们提供一个良好的、舒适的工作、学习和生活环境,电梯不仅要担当输送任务,还要和建筑物的其他部分和谐地配合,给人以美的享受,这就提出了电梯的装潢问题。电梯装潢不能妨碍电梯的安全,而应该有助于电梯安全的加强。电梯自身超重可能产生各种电梯事故,特别是高速电梯和无机房电梯更应注意。电梯装潢设计应尽量不要选择太厚重的材料。所以在电梯装修时也要考虑到这一点。......
2023-06-15

受宁夏沙坡头水利枢纽有限责任公司的委托,水利部水规总院组织专家组,对黄河沙坡头水利枢纽工程进行蓄水安全鉴定工作。经过专家组认真工作和研究,于2003年10月提出了《宁夏黄河沙坡头水利枢纽蓄水安全鉴定报告》(上卷),2004年3月提出了《宁夏黄河沙坡头水利枢纽蓄水安全鉴定报告》(下卷)。......
2023-06-21

为了确保山林安全,水库专门设立了护林防火组,负责林区火情火险的检查、监视、报警和扑救。为了消除外来火患,解除职工提心吊胆和颠簸劳顿,1984年5月,经唐山市水利局批准,陡河水库管理处在凤山修建护林瞭望台,并安装专用电话、对讲机等设施。这场战斗很多职工被局党委记功表扬,管理处受到市政府党工委大会表彰。......
2023-06-18

建立制度,才能长期保证皇权的安全。二是对于主要的三衙长官严格控制。这些最高级的武将,居然不能带兵出征,这是很奇怪的,但从“防范”的角度来看,又不难理解。针对中央军事部门的所有制度建设,关键是兵权在相关机构间的重新分配。所以,“收兵权”要从对皇帝的安全,从皇帝居中控御、协调几个机构的行动来看,而不是皇帝直接包揽权力。......
2023-08-29
对安全风险的认知是影响中小学生是否参与研学旅行的首要因素,加强研学旅行安全风险教育是提高对安全风险认知的重要途径。在开展研学旅行安全教育时,应坚持以下基本理念。(二)坚持科学性识别和评估研学旅行安全风险需具备相应的科学知识。......
2023-10-26
相关推荐