制造工艺文件是指制造活动中所遵循的规律和依据。表9-5 工艺规程幅面、表头及附加栏格式表中( )填写内容:企业名称文件名称~按产品图样中的规定填写按JB/T 9166—1998规定填写文件编号、分别用阿拉伯数字填写每个零件卡片的总页数和顺页数、分别由描图员和校对者签字、分别填写底图号和装订编号、可根据需要填写填写每次更改所使用的标记,一律用、、、…......
2023-07-02
材料及板厚:SUS430不锈钢,0.8mm。
制件图:如图10-23a所示。
排样图:如图10-23b所示。
说明:
1.工艺分析
如图10-23a所示为某汽车固定箍圈,该制件形状复杂,是一典型的圆筒卷圆件,以前曾有类似的制件,按照传统工艺预弯,卷圆成形后出现了较大的回弹,回弹后圆筒件直径一般增大5~8mm,而且圆筒件有明显的椭圆化倾向,虽经反复调整,修研模具,但效果一直不理想,难以冲压出合格的制件。针对以上的情况,考虑从设计上彻底给予解决。经分析,该制件卷圆成形关键还是在预弯成形上,使预弯形状由三段不同大小的圆弧组合而成,其中中部的圆弧同卷圆件成形方向相反,以控制卷圆件的回弹量,如图10-23b所示,同时还应在卷圆成形上采取一定的改变圆弧直径大小的措施来减小制件的回弹。
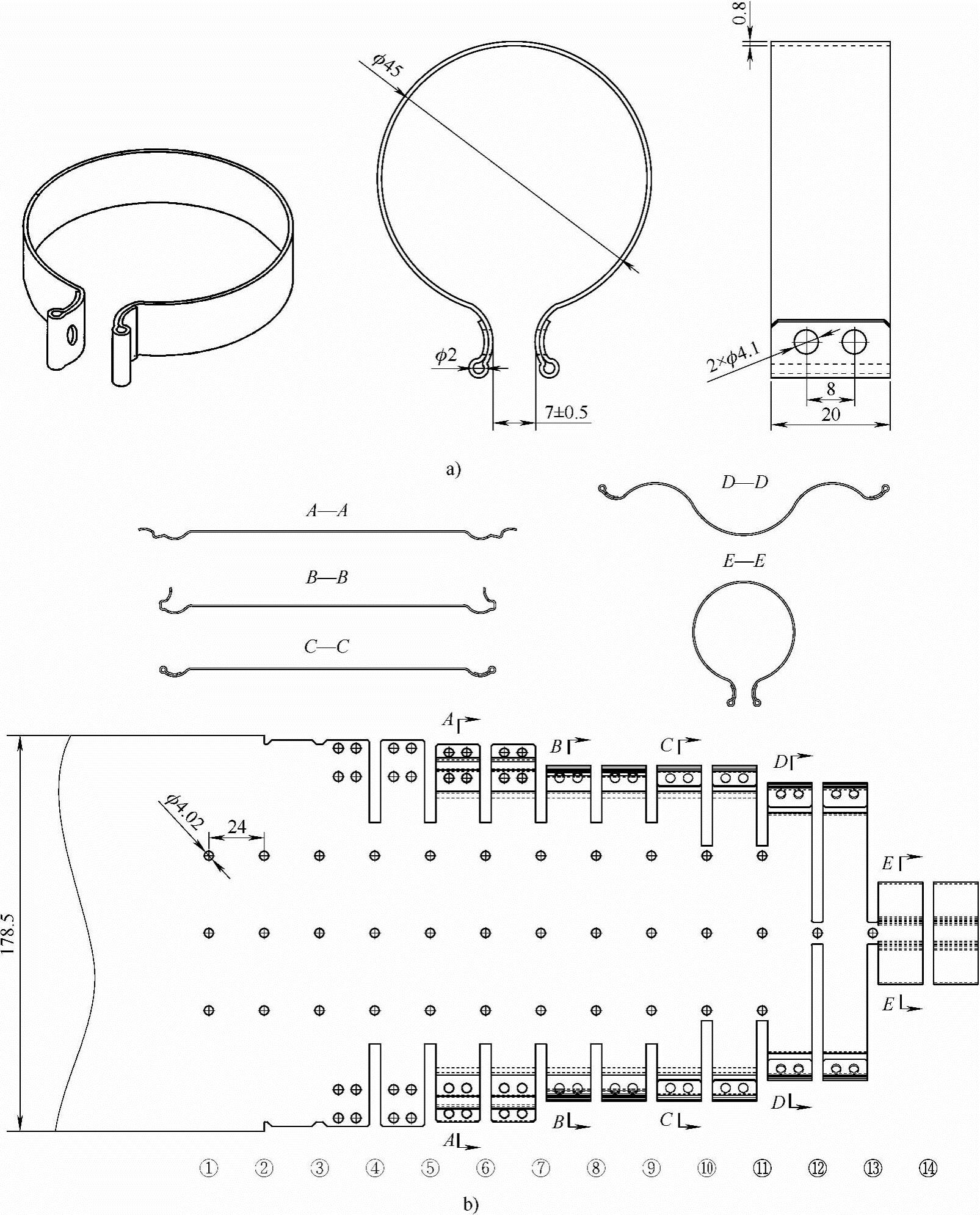
图10-23 箍圈
a)制件图 b)排样图
2.排样设计
工位①:冲导正销孔;
工位②:冲切侧刃;
工位③:冲8个ф4.1mm圆孔;
工位④:空工位;
工位⑤:弯曲1(见图10-23bA—A剖视图);
工位⑥:空工位;
工位⑦:弯曲2(见图10-23bB—B剖视图);
工位⑧:空工位;
工位⑨:弯曲3(见图10-23bC—C剖视图);
工位⑩:空工位;
工位(11):弯曲4(见图10-23bD—D剖视图);
工位(12):空工位;
工位(13):卷圆弯曲(见图10-23bE—E剖视图);
工位(14):冲切载体(制件与载体分离)。
有关多工位级进模设计实用手册的文章

制造工艺文件是指制造活动中所遵循的规律和依据。表9-5 工艺规程幅面、表头及附加栏格式表中( )填写内容:企业名称文件名称~按产品图样中的规定填写按JB/T 9166—1998规定填写文件编号、分别用阿拉伯数字填写每个零件卡片的总页数和顺页数、分别由描图员和校对者签字、分别填写底图号和装订编号、可根据需要填写填写每次更改所使用的标记,一律用、、、…......
2023-07-02

材料及板厚:SUS301不锈钢,0.8mm。说明:1.工艺分析如图10-16a所示的电器卡座,年生产批量为30万件以上,该制件形状复杂,但弯曲对称,有良好的弯曲工艺性。其冲压工艺包括冲裁、撕破压凸包、压加强筋及多道弯曲等工序。为满足大批量生产需求及确保制件能很好地定位,决定采用多工位级进模进行冲压。考虑到制件两端U形弯曲回弹较大,因此在工位⑧进行30°的预弯处理,并进入工位⑨两端部进行U形弯曲即可。......
2023-06-26

电阻点焊在汽车制造中应用最广,通常一辆货车有3500~4500个焊点,轿车和箱式汽车有8000~12000个焊点。在车身装焊和汽车零部件生产中,广泛采用工业机器人,用于电阻点焊、激光焊、螺柱焊、涂胶等。据统计,2015年我国拥有各类工业机器人13万台,占全世界正在服役工业机器人总量的8%,估计我国目前焊接机器人的安装数约6万台,汽车制造是焊接机器人的最大用户。......
2023-07-02

图6-31 铰刀的结构1)正确确定铰刀的直径和公差,对被加工孔的尺寸精度、铰刀的制造成本和使用寿命有直接影响。但在铰削薄壁的韧性材料或用硬质合金铰刀铰孔时,常会出现铰孔后的孔径比铰刀直径稍小的情况,即产生收缩量,这是由于铰孔时的挤压作用又会使孔产生弹性恢复而缩小。2)铰刀的齿数会影响被铰孔的精度和表面粗糙度。为了便于测量铰刀直径,齿数通常采用偶数。......
2023-06-24

由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即式中v——珩磨速度;vr——磨石圆周速度;vf——磨石轴向往复速度。粗珩时取较大珩磨压力;精珩则相反。表18-6 珩磨压力3.珩程及越程量的调整由图18-5可知,珩磨头的珩程可按下式计算L=Lw+2a-Lt式中 L——珩程;Lw——工件孔的长度;a——越程量;Lt——磨石长度。......
2023-06-28
飞机制造是以一般机械制造工程为基础,广泛吸收各种先进制造技术和加工工艺的研究成果,专门针对飞机的特点发展起来的各种制造方法及其应用。飞机制造技术和一般的机械制造技术相比,其特点主要体现在以下几个方面。2009年,空中客车公司与中国航空工业集团公司西安飞机工业(集团)有限责任公司签署A320 系列飞机机翼总装项目合作协议。......
2023-07-18
(一)塑料排水带的制造方法塑料排水带按其带芯与外包滤布的形式不同分成分离式和整体式。分离式塑料排水带,是将外包滤布通过缝纫机将两者缝成一体。整体式塑料排水带,滤膜包紧板芯,包覆时用热合法或黏合法。(二)塑料排水带的制造设备及工艺1.塑料排水带的制造设备塑料排水带的制造设备包括挤出机、模头、牵引、冷却水槽、缝纫或热合、黏合设备、成盘装置等。......
2023-06-20
特殊的封装环境某些MEMS器件的工作环境是气体、液体或透光的环境,MEMS封装必须构成稳定的环境,并能使气体、液体稳定流动,使光纤输入低损耗。低应力在MEMS器件中,具有微米/纳米级尺寸的部件精度要求高,但结构脆弱易断裂,因此封装所产生的应力应尽可能小。近年来,随着科学技术的发展,在MEMS封装中已广泛采用喷印工艺[23],这种工艺无需掩膜,经济有效,不涉及湿法工艺。......
2023-06-15
相关推荐