本节生成的固定支架,包含两个部分,分别对齿轮和齿条零件进行固定支承。进入装配设计工作台操作参见1.2。选择后,在图形区装配零件和1.1节设计的齿轮水平平铺,同时显示出来。单击上面菜单中的,在出现的下拉菜单中选择。在装配零件的模型树上出现一个新零件Part1.1。单击工具栏内的图标,标注并调整圆的直径尺寸为20mm,如图11-3所示。图11-4 选中齿轮零件的一个侧面作为参考平面拉伸生成第二个圆柱体单击工具栏中图标,出现对话框。......
2023-07-01
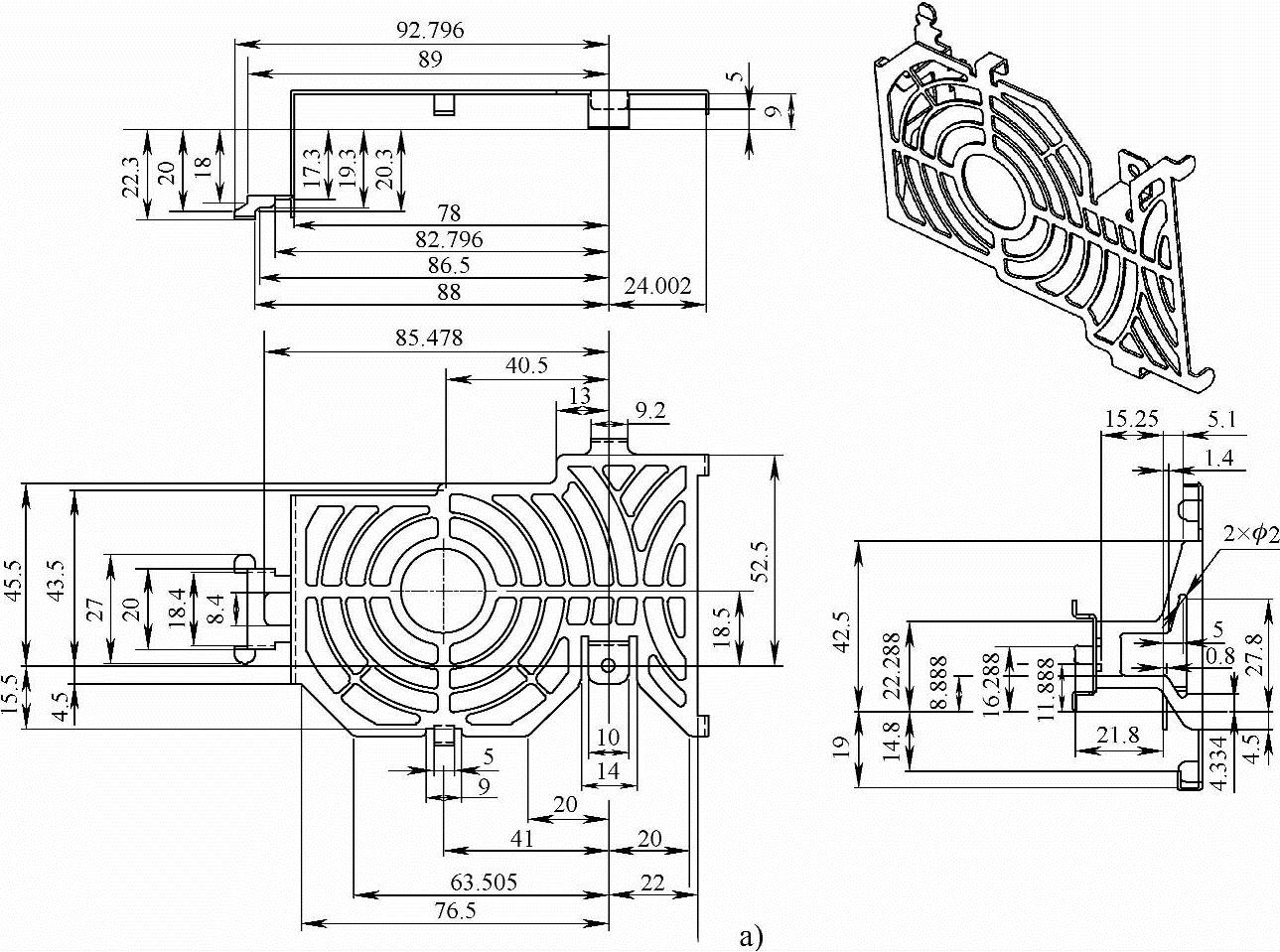
a)制件图
材料及板厚:SPCC钢,0.7mm。
制件图:如图10-17a所示。
展开图:如图10-17b所示。
排样图:如图10-17c所示。
说明:
1.工艺分析
如图10-17a所示为机箱排风扇支架,该制件外形复杂,生产批量大,要求外形平直,毛刺小,其冲压工艺主要为冲裁、弯曲等工序。若采用单工序模,不但所需模具多,而且每副模具的定位一致性差,导致排风孔与孔之间的连接带大小不均匀,使连接带的强度变弱,严重者造成连接带断裂。为保证制件的质量及提高生产效率,采用多工位级进模冲压较为合理。
2.排样设计
工位①:冲导正销孔、冲切废料;
工位②:切舌、冲切废料;
工位③:冲切废料;
工位④:冲切废料;
工位⑤:冲切废料;
工位⑥:弯曲1(见图10-17cB—B、C—C剖视图);
工位⑦:弯曲2(见图10-17cD—D剖视图);
工位⑧:弯曲3(见图10-17cE—E剖视图),冲切外形废料;
工位⑨:弯曲4(见图10-17cF—F及G—G剖视图);
工位⑩:弯曲5(见图10-17cH—H剖视图);
工位(11):空工位;
工位(12):冲切中部载体(制件与载体分离)。
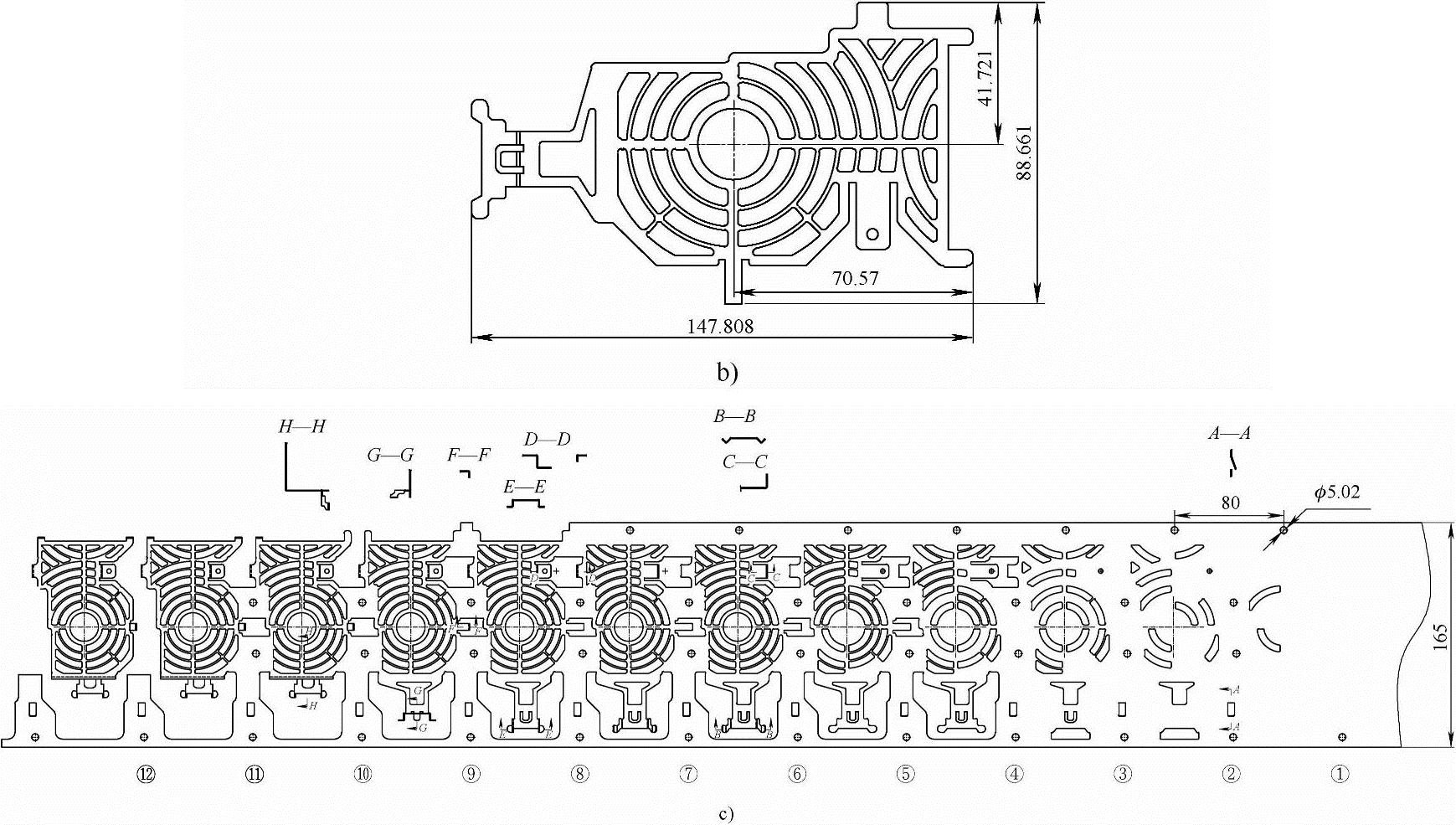
图10-17 机箱排风扇支架(续)
b)展开图 c)排样图
有关多工位级进模设计实用手册的文章

本节生成的固定支架,包含两个部分,分别对齿轮和齿条零件进行固定支承。进入装配设计工作台操作参见1.2。选择后,在图形区装配零件和1.1节设计的齿轮水平平铺,同时显示出来。单击上面菜单中的,在出现的下拉菜单中选择。在装配零件的模型树上出现一个新零件Part1.1。单击工具栏内的图标,标注并调整圆的直径尺寸为20mm,如图11-3所示。图11-4 选中齿轮零件的一个侧面作为参考平面拉伸生成第二个圆柱体单击工具栏中图标,出现对话框。......
2023-07-01

主板上的机箱面板连线插针一般都在主板左下端靠近边缘的位置,一般是双行插针,一共有10 组左右。但是,也有部分主板的机箱面板连线插针采用的是单行插针。机箱前面板连线包括硬盘指示灯、电源指示灯、电源开关、重启开关和机箱喇叭这5个机箱连线,如图7-26 所示。图7-25主板上的前面板插针图7-26机箱前面板的连线在主板说明书中,会详细介绍哪组插针应连接哪个连线,只要对照插入即可。......
2023-11-18

设备专业维护主要组织形式是区域维护组,区域维护组全面负责生产区域的设备维护保养和应急修理工作,它的工作任务是:1.负责本区域内设备的维护、修理工作,确保完成设备完好率、故障停机率等指标;2.认真执行设备定期点检和区域巡回检查制,指导和督促操作人员做好日常维护和定期维护工作;3.在车间机械员指导下,参加设备状况普查、精度检查、调整、治漏,开展故障分析和状态监测等工作。......
2023-10-11

针对桥梁结构进行预测性维护,即搭建桥梁结构健康监测平台,可以视为一种基于物联网的集成决策支持系统,通过利用现场的、无损的、实时的方式采集桥梁结构与环境信息,分析结构反应的各种特征,获取结构因素、环境因素、损伤或退化而造成的改变,进而对桥梁的健康状况进行评估,对其使用寿命进行预测。①在桥梁关键位置安装监测元件,搭建物联网监测系统,实现数据的采集、传输、处理,并可以长期进行远程实时监测。......
2023-06-28
尤其不能将扶手带折弯,否则扶手带的使用寿命将缩短50%。当扶手带表面有发热情况时,应尽快对扶手带的驱动装置和导向机构进行检查和调整,排除不良因素。变形 反复弯曲导致开口尺寸变大,扶手带与导轨的配合发生松动,与导轨的侧隙超过8mm。......
2023-06-15

(一)试运行阶段——人机并行计算机与手工并行是指会计软件使用的最初阶段人工与计算机同时进行会计处理的过程,即试运行阶段。应保证报表中的会计数据与账簿一致。(三)日常维护与手工核算不同,应用会计软件,需要对其进行日常维护。维护一般由电算维护员负责,软件操作员等其他人员不得进行维护,电算主管可进行维护监督工作。......
2023-11-25

维护与保养不仅是保障空调器能够正常运行的一种行为,也是检验安装完毕后的空调器是否能够正常运行的一种手段。在除湿过程中不吹出空气或不能改变风扇速度在分体式空调器的除湿过程中,室内温度介于设定温度与设定温度+2℃时,空调器以低风速间歇运转,因而风速不能改变,或不吹出空气。......
2023-06-19

相关推荐