根据多工位级进模排样图设计的原则,还应全面细致地考虑其他一些因素。因人工送料时,每一次送进的步距或多或少,因此在排样设计时,首先要考虑侧刃挡料。但对于成卷带料,其纤维方向是固定的,因此在多工位级进模排样图设计时,由排样方位来解决。当不便于斜排时,征得产品设计师同意,可适当加大弯曲制件的内圆半径。所以在设计排样图时应尽量使废料达到最少。......
2023-06-26
材料及板厚:DC04钢,2.5mm。
制件图:如图10-15a所示。
排样图:如图10-15b所示。
说明:
1.工艺分析
如图10-15a所示的安装座,生产批量大,形状复杂,尺寸精度要求不高,外形尺寸为78.9mm×77mm×73mm,制件中有2个圆孔、2个腰形孔和1个小凸包,其中有1个ф8.1mm的圆孔和1个腰形孔的中心距离为39mm的尺寸难以保证,因此考虑在弯曲之后冲压。该制件为多个工序的弯曲成形件,其冲压工艺包括冲裁、压凸包和弯曲等工序。采用横排排列的多工位级进模进行冲压成形,为增强载体的强度,在载体上设计工艺弯边。
2.排样设计
工位①:冲导正销孔,冲切腰形孔;
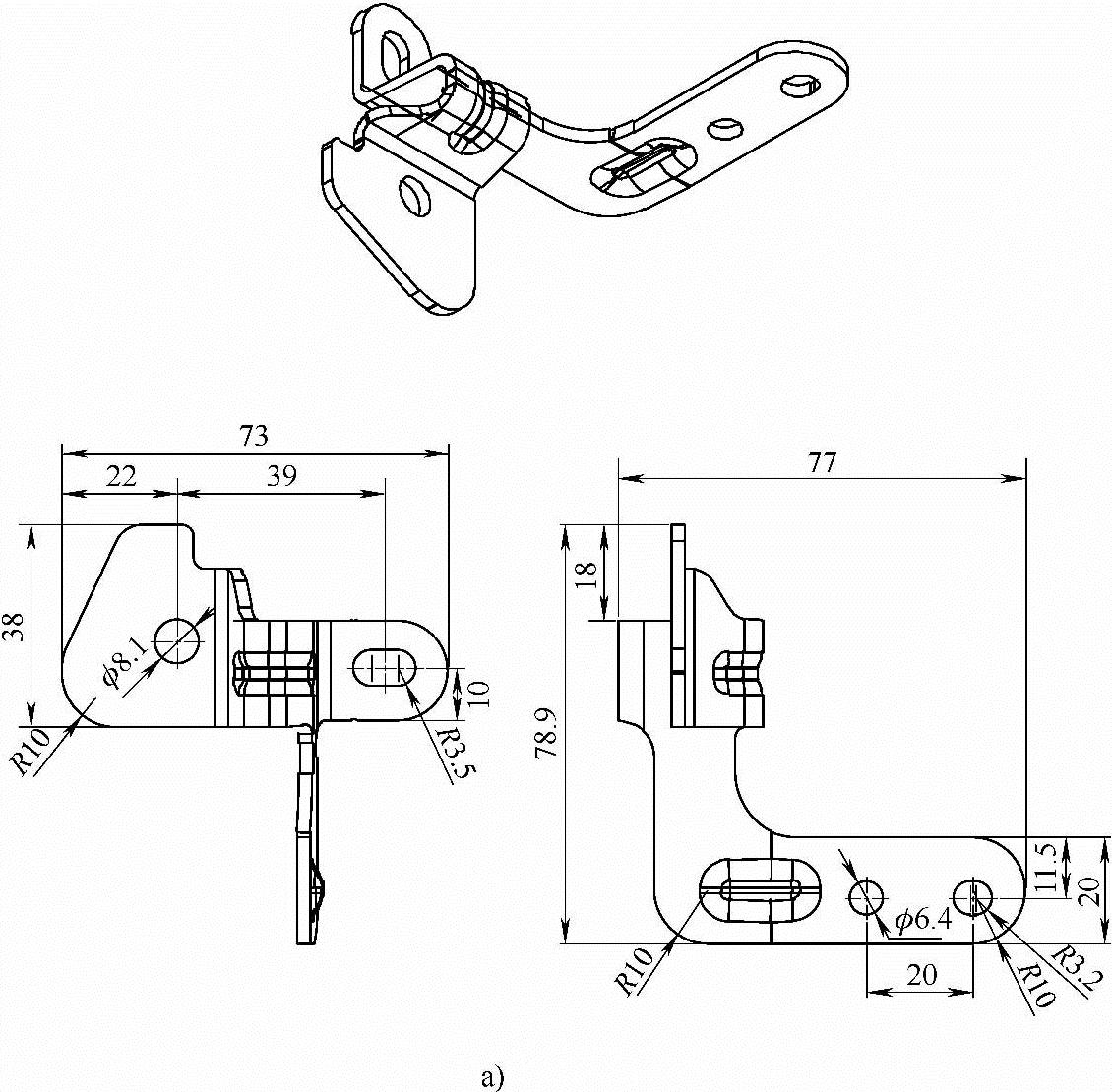
图10-15 安装座
a)制件图
工位②:冲切外形废料;
工位③:冲切外形废料、冲1个腰形孔及1个ф6.4mm圆孔,载体工艺弯边;
工位④:压凸包;
工位⑤:弯曲1(见图10-15bA—A剖视图);
工位⑥:弯曲2(见图10-15bB—B剖视图);
工位⑦:弯曲3(见图10-15bC—C剖视图);
工位⑧:弯曲4(见图10-15bD—D剖视图);
工位⑨:整形;
工位⑩:空工位;
工位(11):冲切载体(制件与载体分离)。
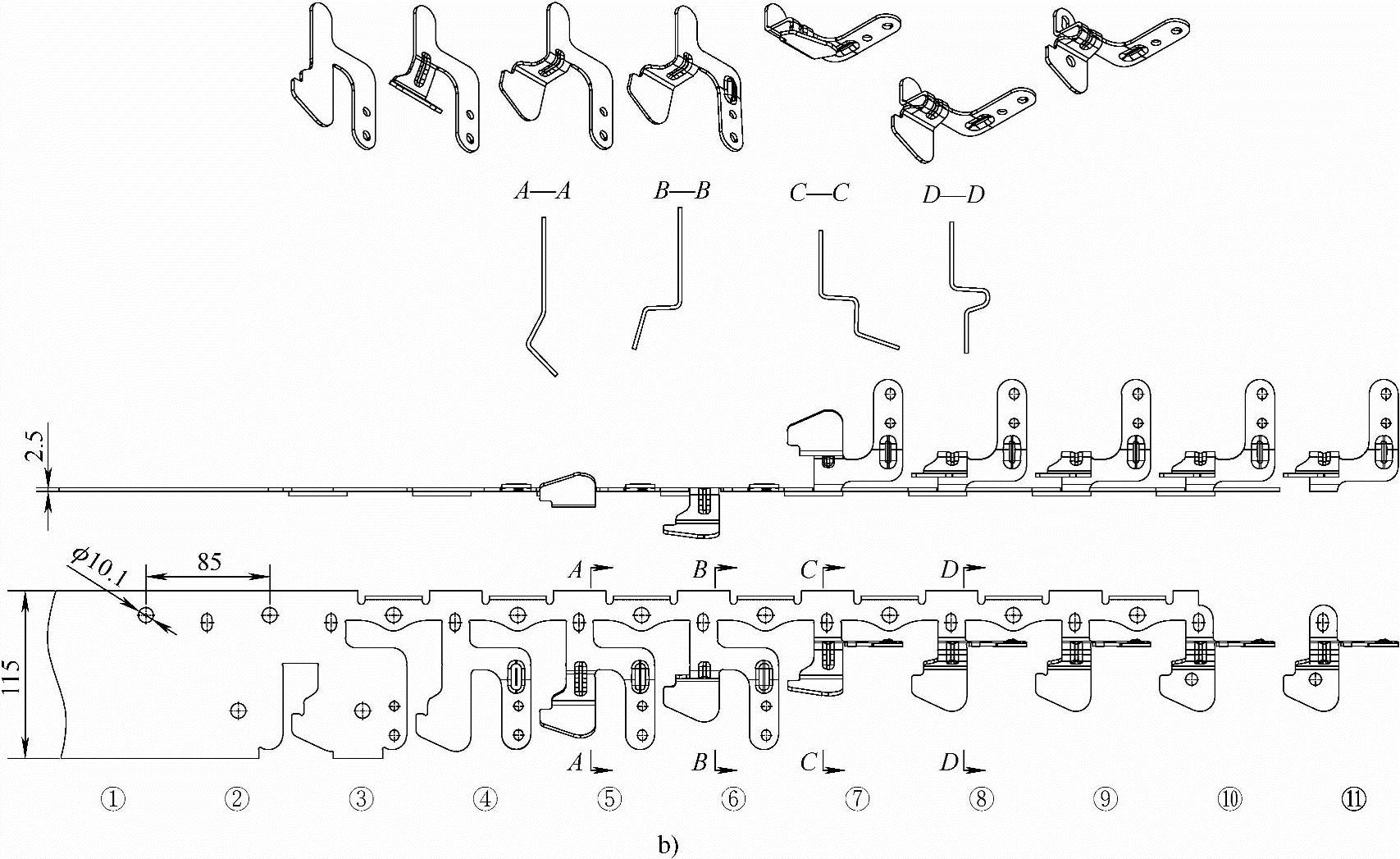
图10-15 安装座(续)
b)排样图
有关多工位级进模设计实用手册的文章

根据多工位级进模排样图设计的原则,还应全面细致地考虑其他一些因素。因人工送料时,每一次送进的步距或多或少,因此在排样设计时,首先要考虑侧刃挡料。但对于成卷带料,其纤维方向是固定的,因此在多工位级进模排样图设计时,由排样方位来解决。当不便于斜排时,征得产品设计师同意,可适当加大弯曲制件的内圆半径。所以在设计排样图时应尽量使废料达到最少。......
2023-06-26

为此,下面以计算机中的CAD软件为例介绍排样图设计的步骤。图5-52 排样图8.校核整体排样图设计完成后,再进行一次校核,校核的主要内容具体有如下几点:1)带料送料是否通畅。......
2023-06-26

根据多工位级进模冲压工艺特点、工位间送进方式、排样有无搭边及冲切工艺废料方法等,可将多工位级进模冲裁件排样归纳为以下几种类型及排布方法:1.分切组合排样各工位分别冲切冲裁件的一部分,工位与工位之间相对独立,互不相干,其相对位置由模具控制,最后组合成完整合格的冲裁件,如图5-10所示。图5-16 混合排样图5-17 无搭边排样多工位级进模的送料方向大都在一个平面上沿直线进行,各工位送料是用送进原材料携带。......
2023-06-26

图3-327 轴承座实体模型图3-328 轴承座三视图及轴测图图3-329 绘制流程图解题步骤打开并另存图形文件。打开图形文件“轴承座实体.dwg”,并将其另存为“轴承座三视图.dwg”。激活主视图视口,在“视口”工具栏中的“视口缩放控制”下拉列表中选择“1:1”,方法同前,分别设置俯视图、左视图视口缩放比例均为“1:1”,轴测图视口不变。总结与点评本实例是讲述怎样通过三维实体图创建成三视图和轴测图。......
2023-11-25

1.给水管道系统从一层平面图上看,室外给水管网有两处,其中一处在楼正北方,由JL-31向上至屋面层,给水管道环屋面一周,分别接出JL-1至JL-30向各宿舍供水,结合二层、三到五层、六层平面图,该宿舍采用上行下给的供水方式。......
2023-08-30
二次电路主要有原理图、展开图和安装接线图3种表现形式。图8-14中点画线右侧是35kV线路的过电流保护二次电路原理图,与其对应的展开图如图8-15所示。二次电路的安装接线图包括屏面布置图、端子排图和屏后接线图。......
2023-06-15

多工位级进模的排样设计是与制件冲压方向、变形次数及相应的变形程度密切相关的,还要考虑模具制造的可能性与工艺性。图5-1 复杂的型孔分解若干个简单的孔形排样图2)合理确定工位数,工位数为分解各单工序之和。图5-2 少废料排样图5)多工位级进模中弯曲件排样与外形尺寸及变形程度有一定关系,一般以制件的宽度方向作为条料的送进方向。......
2023-06-26
螺纹型芯按其用途可分为成型塑件上的螺孔用的螺纹型芯和固定螺母嵌件用的螺纹型芯。为了使螺纹型芯能从塑件螺孔或螺纹嵌件的螺孔中顺利拧出,一般将其尾部做成四方形或相对的两边磨成两个平面,以便于夹持。图615a所示的系列是用圆锥面起密封和定位作用,这种安装形式定位准确,使用方便,可防止塑料熔体挤入配合面而使螺纹型芯抬起。将螺纹型芯做成圆柱形的台阶也可以定位和防止螺纹型芯下沉,如图615b所示。......
2023-06-30
相关推荐