如此循环,达到自动间歇送进的目的。模内送料装置的送料运动,一般是在上模下行时进行,因此送料过程必须在凸模接触带料前送料结束,保证冲压的带料定位在正确的冲压位置上。......
2025-09-29
(1)条料侧面接触检测
1)利用侧刃切除检测,如图8-1所示。
2)利用侧面槽检测,如图8-7a所示。当压力机滑块下降时,上模中的定位销1进入检测杆的定位孔,同时向B推动检测杆离开条料,于是检测杆在弹簧作用下其端部向A向偏斜。当送进步距发生变化时,微动开关不能闭合,压力机滑块就停止运动。图8-7b是利用探针对侧面槽检测。探针用直径ф1.2~ф1.5mm的弹簧钢丝制成,其夹持部分应绝缘,尾部导线直接连在压力机的控制电路中。当压力机滑块回升时,浮动顶料销将条料顶起,条料与探针脱离,条料向前送进一个步距,探针与槽侧面接触,压力机继续工作。当送进步距有误差时,槽侧面与探针不能接触,电磁离合器就脱开,压力机滑块就停止运动。
(2)孔检测 利用条料上的导正孔或制件孔来检测。
1)导正孔检测,如图8-8所示。当浮动检测销1由于送料失误,不能进入条料的导正孔时,便由条料推动检测销1向上移动,同时推动接触销2使微动开关闭合,因为微动开关与压力机电磁离合器是同步的,所以电磁离合器脱开,压力机滑块停止运动。图8-8a~c既可以用导正孔导正,也可以用制件孔本身导正。若用制件孔本身导正时,应将制件孔径先冲稍小些,供导正检测用,在孔的成形制位再修整到所需的孔径尺寸,这样可防止导正时擦伤孔壁或使孔变形。图8-8d用于较大制件孔(d>10mm)时作导正检测,同样,该制件孔应预先冲一稍小的孔用来作导正,这种形式适合高速冲压,步距精度可达±0.01mm。
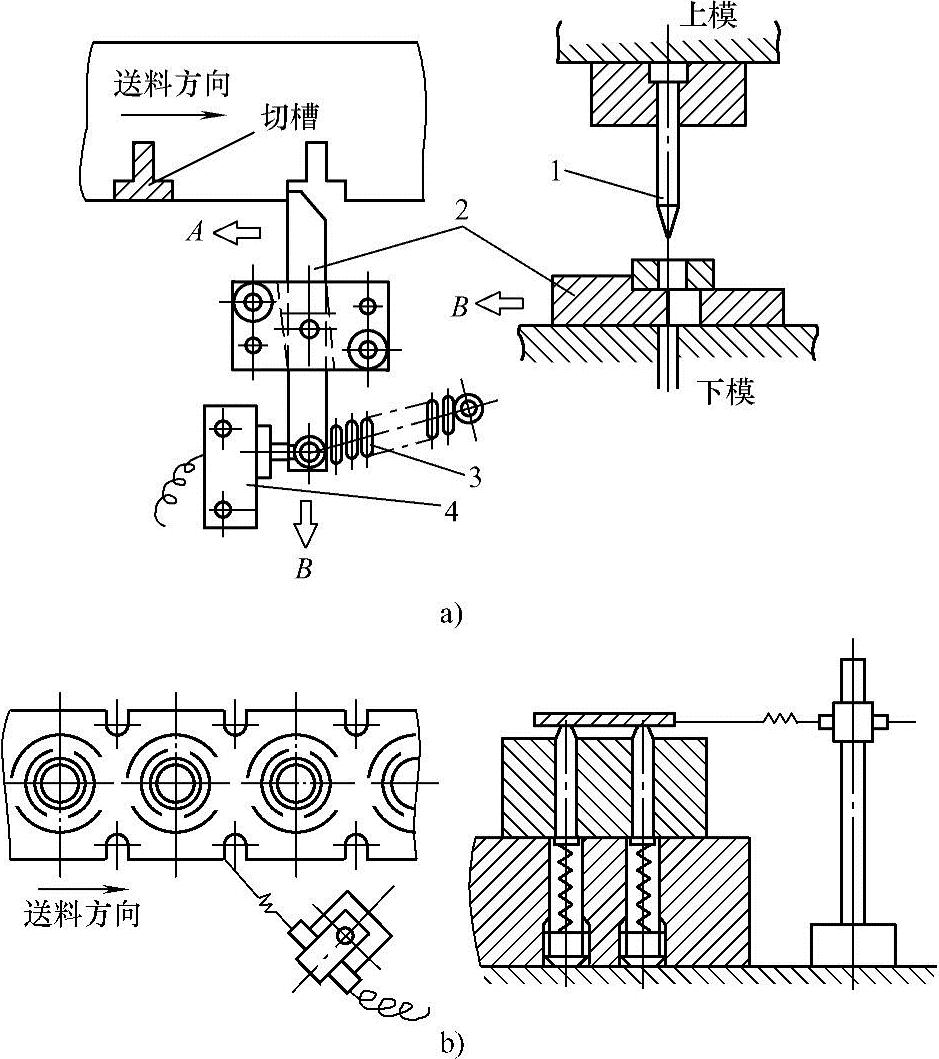
图8-7 材料送进检测
a)侧面槽检测 b)探针侧面接触检测 1—定位销 2—检测杆 3—拉簧 4—微动开关
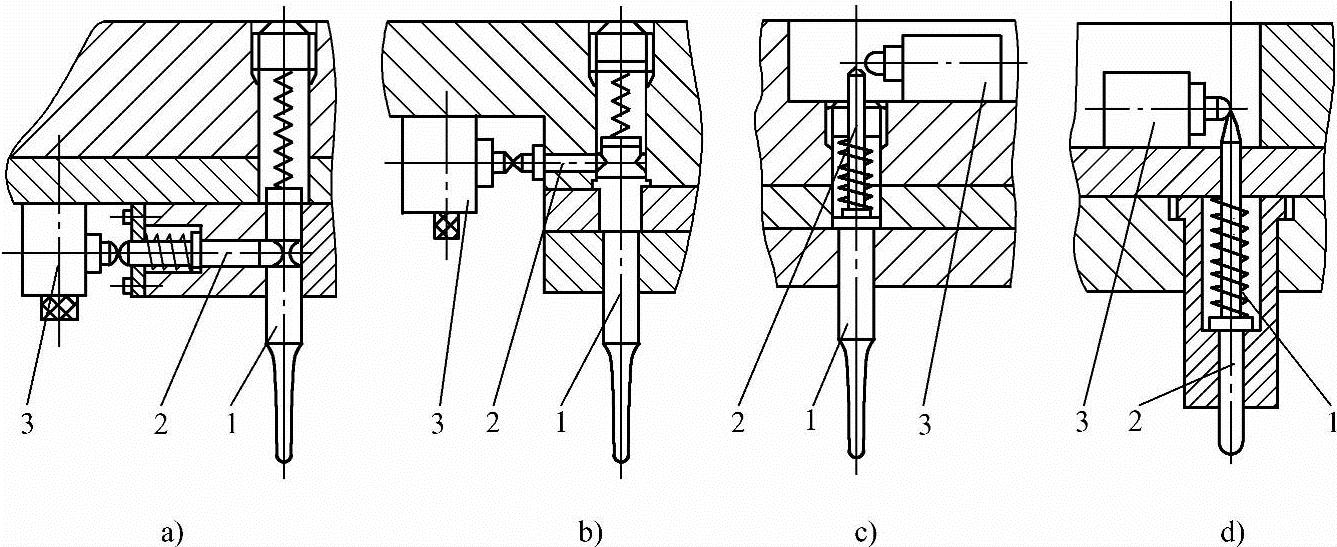
图8-8 导正孔检测(https://www.chuimin.cn)
1—浮动检测销 2—接触销 3—微动开关
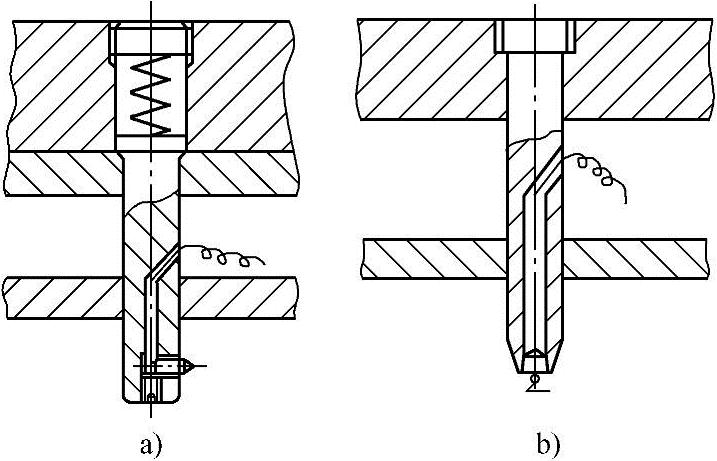
图8-9 制件孔检测
a)检测销 b)触针
2)制件孔检测。料厚t≥1mm的制件异形孔,精度要求不高,可用制件本身的孔来检测送料失误,如图8-9所示。检测销或触针固定在检测凸模上并与凸模绝缘。
(3)末端检测 用装在模具端面的微动开关或探针,有时用传感片-探针组合对条料切断后的末端间断接触来判断送料误进给,如图8-10所示。图8-10a为微动开关检测,这种形式的检测不宜用于料厚t<0.3mm的落料或有较大外形的制件。注意在冲压过程中,冲裁毛刺和油污尘埃不能进入活动检测销的滑槽内,以免微动开关不能正常工作。图8-10b为传感片-探针检测。图8-10c为探针检测。传感片用0.05~0.1mm厚的不锈钢带制成,探针与传感片之间应保持0.05~0.1mm的间隙。图8-10b与图8-10c两种检测方式适用于各种厚度的材料,且在滑块行程为300次/min左右时也能正常工作。
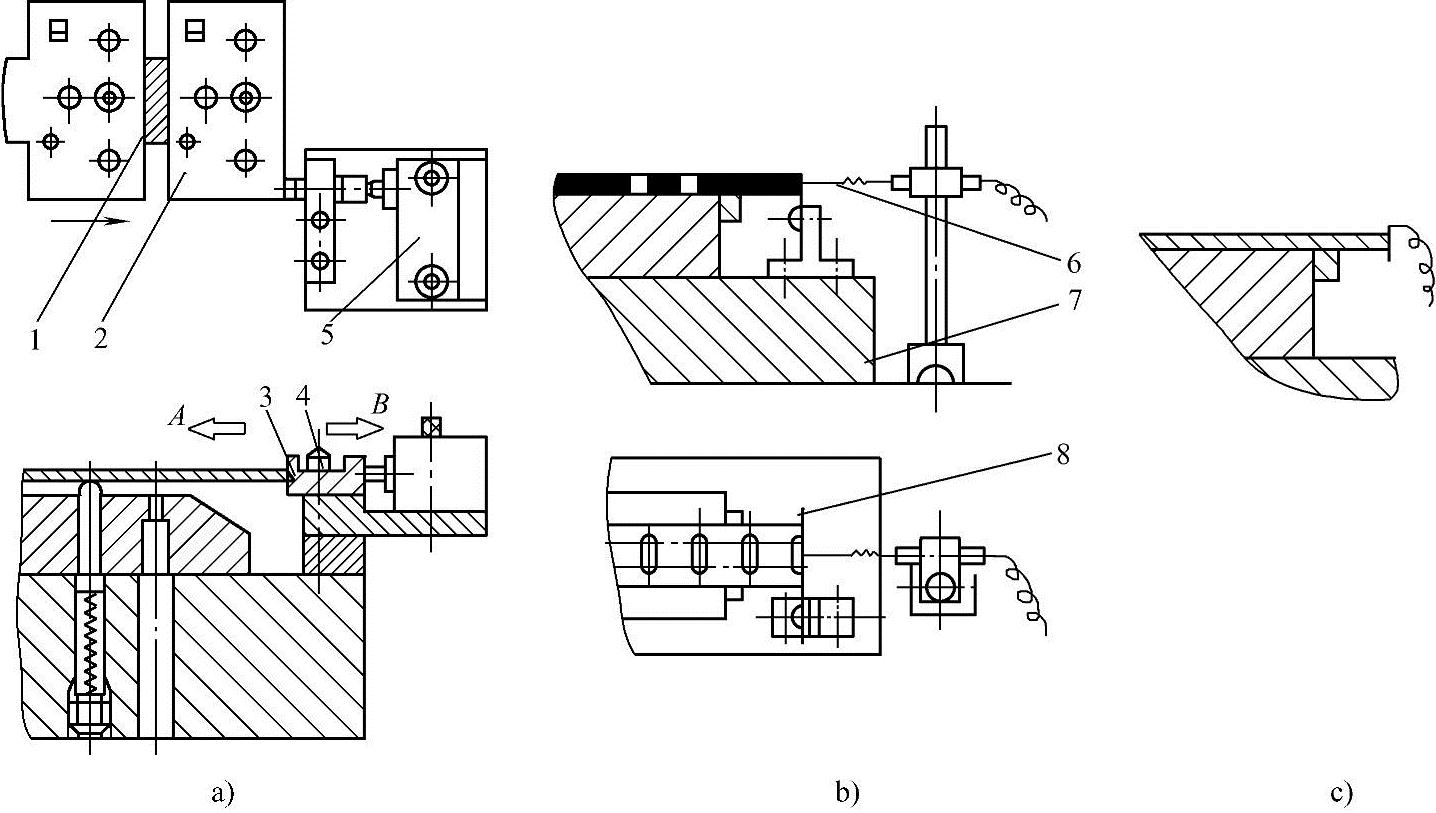
图8-10 末端检测形式
a)微动开关检测 b)传感片-探针检测 c)探针检测 1—废料 2—工件 3—活动检测销 4—固定压板 5—微动开关 6—探针 7—下模座 8—传感片
相关文章

如此循环,达到自动间歇送进的目的。模内送料装置的送料运动,一般是在上模下行时进行,因此送料过程必须在凸模接触带料前送料结束,保证冲压的带料定位在正确的冲压位置上。......
2025-09-29

执行BHATCH命令可采用以下三种方式:● 绘图工具栏 或 。启动BHATCH命令后,弹出对话框,单击右下角处的 ,可展开该对话框的高级选项,如图2-37所示。1)下拉列表框:通过该框的下拉菜单,用户可确定要填充的图案所属的类型,共有三类:即预定义、用户定义以及自定义。使用此选项,可很容易地做到以适合于布局的比例显示填充图案。控制填充图案生成的起始位置。选取完毕,按Enter键返回边界图案填充对话框。......
2025-09-29

但有一个必须正视的问题,就是数字信号是通过对原始模拟信号按照奈奎斯特取样定理而得到,在实际处理时由于受到物理设备条件的限制,往往是对有限长度的数字信号进行分段处理,从而引入截断误差。很明显,对于非周期信号局部的特性与整体特性是有差异的,如白噪声信号在截取后的均值、方差等各统计特性都会发生变化,而通过分析截断信号的特性去理解原始信号就会引入误差。图1-2 频率偏离带来的幅频偏差图1-2 频率偏离带来的幅频偏差......
2025-09-29

当要求钎焊件在更高温度下工作时可以采用镍基钎料。镍基钎料以镍为基体,并添加了能降低熔点及提高其热强度的元素。因此镍基钎料通常是以粉状、粘带和非晶态箔供应的。镍基钎料钎焊不锈钢时的一个重要特征是钎焊接头性能对接头间隙值极为敏感。镍基钎料适用于炉中钎焊、感应钎焊和电阻钎焊等工艺方法。镍基钎料的化学成分应符合表3-3-22的规定。表3-3-21 镍基钎料的分类、型号和钎焊参考温度表3-3-22 镍基钎料的化学成分......
2025-09-29

低压验电器又称试电笔、测电笔。使用低压验电器,必须按图2-2所示正确姿势握笔,以食指触及笔尾的金属体,笔尖触及被测物体,使氖管小窗背光朝向测试者。图2-1 低压验电器a)钢笔式 b)螺钉旋具式 c)数字显示式图2-2 低压验电器的正确握法a)钢笔式验电器 b)螺钉旋具式验电器※注意:1)使用以前,先检查电笔内部有无柱形电阻,若无电阻,严禁使用。否则,将发生触电事故。......
2025-09-29
1)切断机床的动力电源,卸下主轴上的刀具。5)测量并记录碟形弹簧18的安装高度,拆卸右端圆螺母,分别取出套筒21、垫圈22和碟形弹簧18。6)拆卸锁紧螺母和圆螺母13后,测量连接弹簧16的压缩量或连接座螺钉17头部端面到连接座15端面的距离尺寸。15)测量并记录垫圈22右边锁紧圆螺母端面到拉杆9或拉套10右端面的安装距离,依次拆卸锁紧螺母的紧定螺钉、锁紧螺母。17)将主轴内的刀具夹紧机构从主轴前锥孔内抽出并顺序分解。......
2025-09-29

游标卡尺可用来测量长度、厚度、外径、内径、孔深和中心距等。游标卡尺的分度值有0.1mm、0.05mm和0.02mm三种。2)游标卡尺是比较精密的量具,要轻拿轻放,不得碰撞或跌落地下。小提示 在合拢量爪的情况下,检查刻线的零线是否对齐,零线不对齐的游标卡尺在使用时会有误差。......
2025-09-29
对于普通机床的日常保养是维修人员和操作人员应共同承担的责任和任务。不同的机床其电器的日常保养的周期基本相同,但其内容是有所不同的。清扫机床配电箱内外及各个电器上的灰尘和油污等,并检查其门及其锁等是否完好。检查机床各个控制元件是否工作正常;保护电器是否灵敏。关于机床的二保、三保及大修的内容请参考相关机床的说明书。......
2025-09-29
相关推荐