旧工艺内、外切口在同一个工位上进行冲压,这样内、外切口凸、凹模强度较单薄,造成凸、凹模容易开裂。因制件年产量较大,为确保拉深凹模及落料刃口的使用寿命和稳定性,各工位的拉深凹模及落料刃口采用硬质合金YG15镶拼而成。......
2023-06-26
1.工艺分析
如图7-113所示的电位器外壳,材料为冷轧钢板,料厚0.5mm。该制件外形比较特殊,在内径ф15.30+00.1mm圆筒的端面上,中心角100°范围内有高2.3mm的缺口;中心角23°对称位置有4个20-0.1mm×4mm(B向)的凸耳,外壳底面有2mm×1.2mm的长方孔,角部有高3mm、宽2+0.05-0.10mm的止挡台。该制件有如下特点:
1)圆柱面缺口的形成。即在中心角100°范围内、高2.3mm这个缺口形状采用什么方式加工而成。如果缺口在拉深成形后切出,必须采用横向冲切结构,使模具结构变得较为复杂,排除切下来的废料也有困难;如果采用平面冲裁后再拉深成缺口,这要经过一定的分析和试验以后,才能得到满意的形状和尺寸。
2)底部小长方孔和止挡台的冲压成形。能否在一次冲压工位中完成,如何保证止挡台对轴线的对称度,以及小凸模易折断的控制和保护。
3)4个凸耳的成形。既要保证4个凸耳拉直,又要保证制件切开后不能离开带料,这样的拉直工序才能进行。
4)首次拉深、二次拉深高度为5.3mm,整形工位达到高度5.6mm,这个高度到切开工位保持不变,制件的最终高度是在落料时通过翻边来达到的。
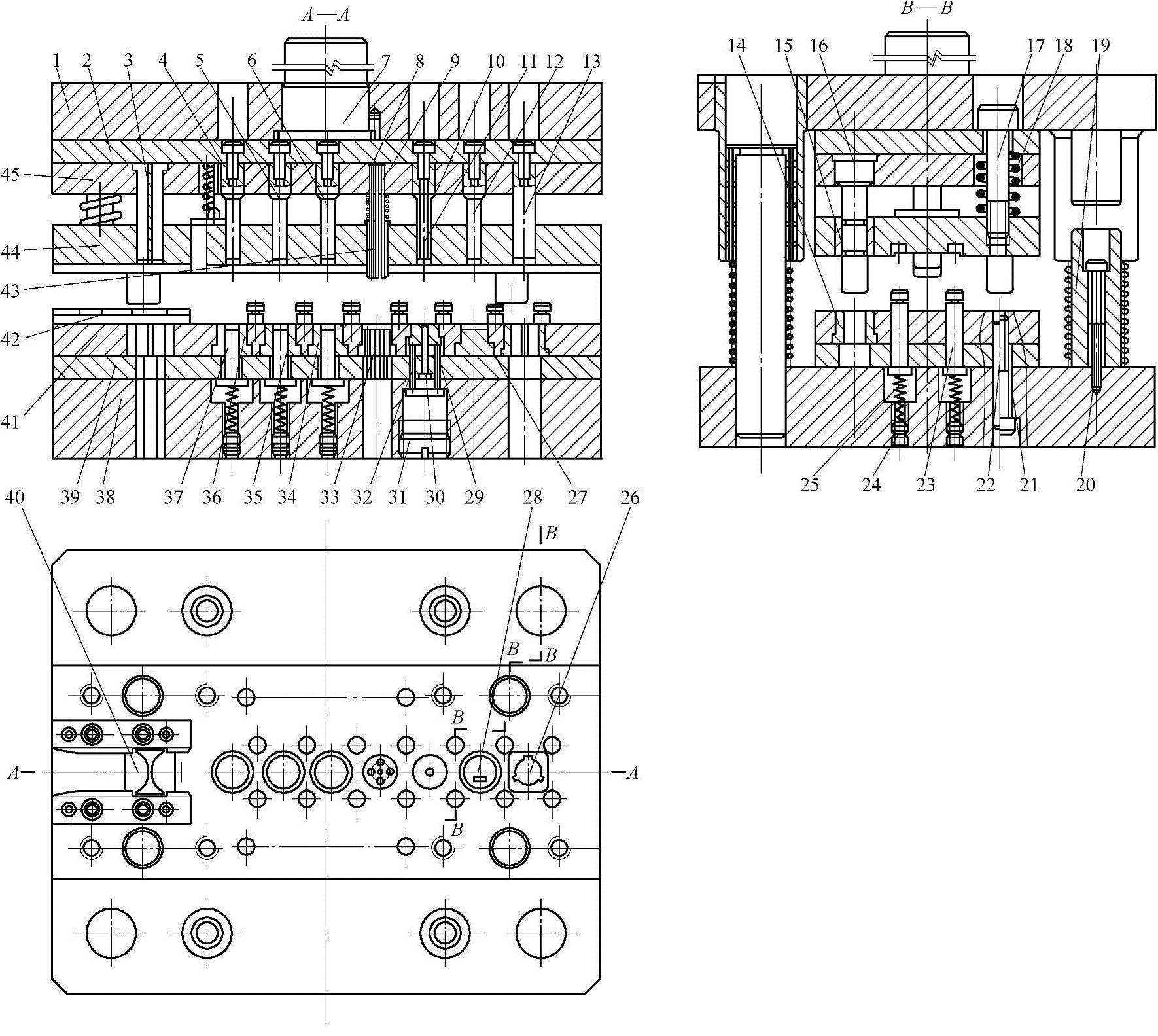
图7-112 端盖多工位级进模结构
1—上模座 2—固定板垫板 3—冲缺口凸模 4、5—拉深凸模 6—整形凸模 7—模柄 8、9—冲孔凸模 10—翻边凹模 11、32、37—顶杆 12—压印凸模 13—外形落料凸模 14、15—小导套 16—小导柱 17—卸料螺钉 18、25—弹簧 19—限位柱 20、21—螺钉 22—圆柱销 23—浮动导料销 24、31—螺塞 26—落料凹模镶块 27—凹模镶块 28—标记压印镶块 29—翻孔顶块 30—翻边凸模 33—冲孔凹模镶套 34—整形凹模 35、36—拉深凹模 38—下模座 39—下垫板 40—冲缺口凹模镶块 41—凹模 42—导料板 43—冲孔导向套 44—卸料板 45—凸模固定板

图7-113 电位器外壳
2.排样设计
根据制件特点并经分析后确定,圆柱面缺口采用在平面上冲出,然后拉深成形,使得模具结构简单化。由于圆筒的精度要求较高,筒底圆角半径较小,因而采用了包括冲止挡台和整形在内的4个工位完成圆筒拉深成形,接着冲小长方孔和切开外形,但坯件不能离开带料,最后靠翻边拉直小凸耳并落下制件的方法完成制件的全部冲压加工。
排样如图7-114所示,料宽31.5mm,步距28mm,共设9个工位,各工位冲压安排如下:
工位①:冲工艺槽;
工位②:冲缺口,为拉深成形圆柱面缺口作准备;
工位③:首次拉深,内径基本达到制件要求,但圆角R还比较大;
工位④:二次拉深,减小圆角半径;
工位⑤:冲止挡台,并进一步通过整形减小圆角半径;
工位⑥:整形;
工位⑦:冲方孔;
工位⑧:切开外形并复位;
工位⑨:翻边拉直小凸耳并落料。
该制件圆柱面缺口展开的平面形状与尺寸是根据分析和经验确定的,如图7-115所示,其中R10.6mm是根据缺口高度按筒形件毛坯展开尺寸计算得到的,中心角53°40′控制拉深后缺口的宽度;侧边角51°20′控制缺口两直边对筒形件轴线的平行度。这两个角度直接影响到成形后缺口的几何公差和尺寸大小,所以非常关键,但大小又不是太好确定。图7-116a所示为制件拉深成形后的理想外形,图7-116b所示为制件展开后的毛坯尺寸。在拉深过程中,由于应力应变的复杂变化,切向压应力的作用,必须使毛坯中心角α′>α(制件中心角),从而保证拉深后缺口中心角符合要求。实践表明,α′与α大小的差异与制件缺口相对高度h/D有关,h/D越大,则α′与α的差异越大。
为了保证缺口两直边A对筒形轴线的平行,在毛坯的两侧增加边角β,其大小与相对高度有关。由于H/D<h/D,筒形件缺口上部受到的切向压应力大于缺口下部的切向压应力。若毛坯图中仅有α′角,或β角太小,则拉深后必然出现如图7-116c所示,即缺口上部小、下部大的倾斜形状。为了克服这个缺陷,必须增加β角。但β角过大,会出现如图7-116d所示,即缺口上部大、下部小的倾斜形状。因此,α′、β都要取得合适。

图7-114 排样图
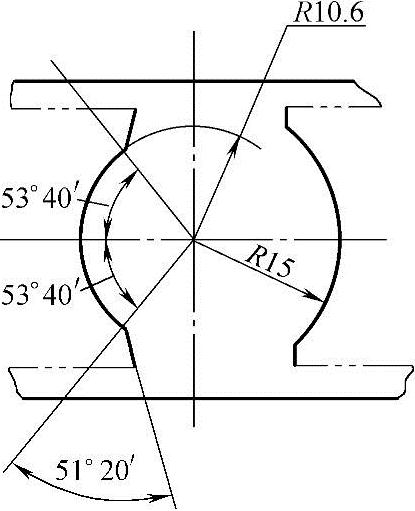
图7-115 制件展开形状和尺寸

图7-116 毛坯形状对制件缺口的影响
设计临时凸缘作为冲切外形尺寸的依据。这是为了使落料时筒形件外形不被擦伤、切开后的制件又不能离开带料而采取的一项措施。具体方法是在本排样的切开工位(实为落料,但要求尚未全部成形为最后形状和尺寸的坯件不能离开载体)落料时增加一凸缘,凸缘尺寸为ф18mm,如图7-117所示。这样,在切开落料时便不会擦伤筒壁,顶件器设计成一内孔为ф16.36mm、深度大于5.6mm、外径为ф18mm的圆筒,四个凸耳与其相连为一整体。当冲压后,在顶出制件时,四小凸耳和凸缘同时受力被顶,制件压回载体(带料)时就不会变形了。
冲压的最后一个工位是凸缘翻边、拉直四小凸耳和落料。凸缘翻边后变为制件筒壁的一部分,因此,制件的最后尺寸是在该工位得到。凸缘翻边时产生的切向挤压应力容易将四小凸耳挤歪变形,为此,在凸缘与凸耳的交接处设计有0.4mm×0.3mm工艺缺口让位。
为了保证切开后的制件可靠地连在带料上,除靠顶件器将坯件压回带料外,凸耳的头部留一小点与带料相连不切断。具体方法是在切开凸模四凸耳头部开有R0.3mm凹孤,而凹模上没有相应凸台,利用凸模与凹模在此处有0.3mm的间隙,此处材料切不断,即能保证切开后的制件仍可靠地留在带料上。
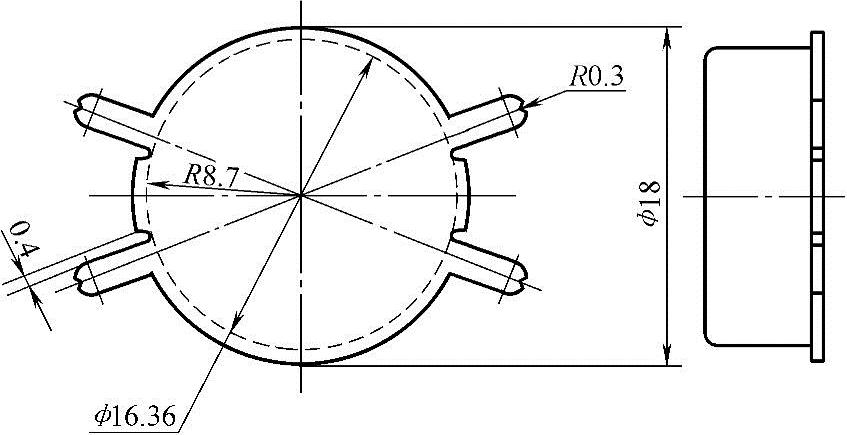
图7-117 落料时外形相关尺寸
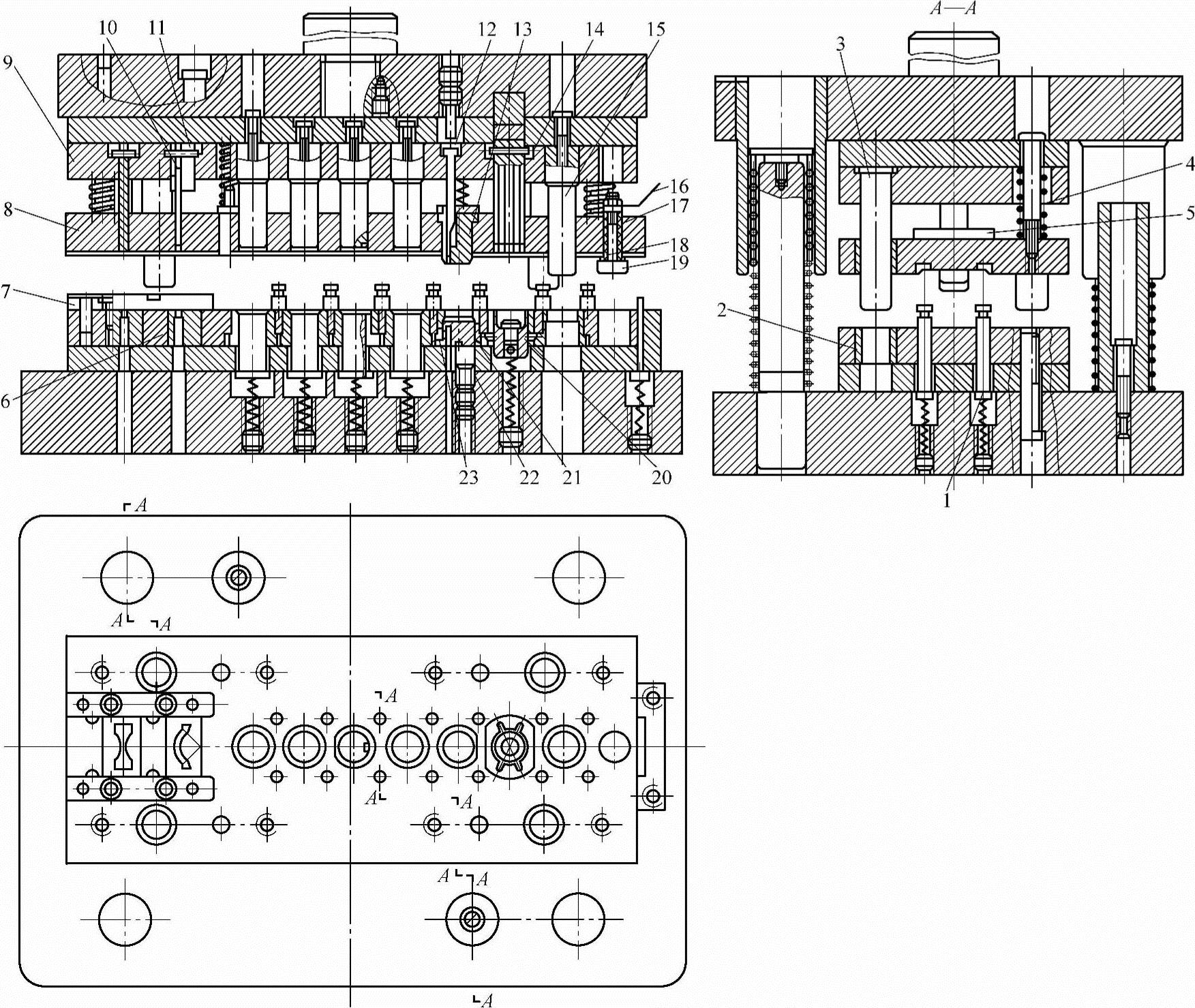
图7-118 电位器外壳多工位级进模结构
1—浮动导料销 2—小导套 3—小导柱 4—弹簧 5—压板 6—冲缺口凹模镶件 7—导料板 8—卸料板 9—固定板 10—冲缺口凸模 11—固定块 12—冲小方孔凸模 13—卸料导向套 14—切开凸模 15—翻边拉直凸模 16—导线 17—绝缘衬套 18—绝缘垫圈 19—安全导正销 20—顶件器 21—冲孔凹模 22—顶柱 23—定位圈
3.模具结构设计
图7-118所示为电位器外壳多工位级进模结构。该模具在150~400次/min冲压条件下工作。本模具有如下特点:
1)为保证卸料板8运动平稳,不倾斜,以及和凹模相对位置的一致性,卸料板采用整体式结构,并在模具内设有4个ф18mm的小导柱。小导柱装在固定板上与卸料板、凹模通过小导套采用H7/h6配合,模架采用四导柱滚动导向钢模架结构。
2)送料靠压力机上的自动送料装置精确定位,利用冲孔工位的卸料导向套13和翻边拉直工位的翻边拉直凸模15兼作导正销,件13、15与制件内孔呈配合状态,且加长,使带料在被压紧之前已对带料各工位进行精确定位。卸料导向套13同时还对冲小方孔凸模12起保护和卸料作用,导向套13与卸料板呈H7/h6配合,靠两个弹簧和压板进行弹压卸料,其侧向简图如图7-119所示。
3)带料在模具中的导向与抬料。模具的入口处有侧面导板,大部分主要靠分布在带料送料方向两侧的7对浮动导料销1导向。随着各拉深工序变形程度的增大,带料在各工位宽度也随之变化。前5对浮动导料销的导向宽度,随着各工位带料宽度的变化而逐渐减小,后两对导向宽度因为后面工位带料宽度基本稳定而不变,从而保证了对各工位宽度不等的带料进行导向。
利用浮动导料销,冲压结束,上模回升,带料在浮动导料销导向槽台阶的作用下将料抬起,离开凹模平面继续进行送料。在冲小方孔工位中,这些浮动导料销又起到从卸料板的导向套13上卸下带料的作用。
4)考虑到冲缺口工位的形状与尺寸的不确定性,也为了便于试模修正,将冲缺口凸模10先固定到固定块11内,再固定到固定板9上,冲缺口凹模6也采用镶拼件结构。
5)为控制带料拉深后的宽度收缩,保证带料导向的可靠和落料时制件的完整,在首次拉深和前面冲槽工序之间加了两个挡料钉,插入冲槽的槽中,如图7-120所示。图中双点画线为挡料钉插入位置,利用挡料钉上的台阶阻止材料的过度流动,不致使首次拉深后带料变得太窄,把材料宽度控制在要求范围内。

图7-119 卸料板导向套
1—弹簧 2—压板 3—导向套
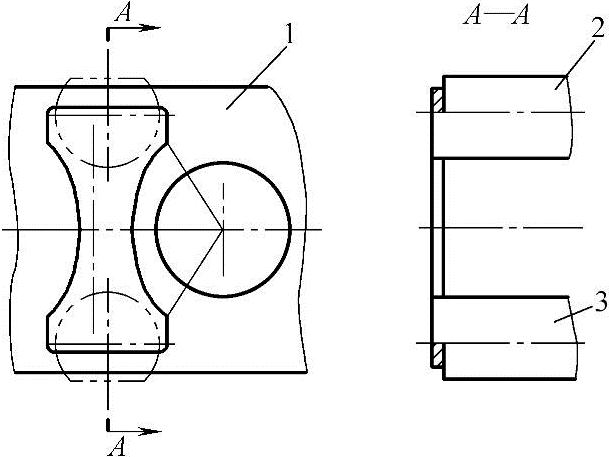
图7-120 挡料钉位置
1—带料 2、3—挡料钉
6)卸料板下面开一深0.5mm、宽34mm的凹槽(见图7-119),使带料置于槽中,保证拉深过程中材料顺利流动,不使制件随拉深深度的逐渐加大、压边力也逐渐增大时,带料不会被越压越紧。
7)所有拉深凸模采用螺钉并通过垫板拉紧固定,当冲裁凸模刃磨时,为了保持成形凸模的工作端与其他凸模长短差不变,比较方便地拆下拉深成形凸模,对其固定端端面修磨。
8)工位⑤为冲止挡台,位置刚好处在拉深件变薄最严重的凸模圆角处,此处极易冲裂。为此,在工位的③、④拉深凸模冲止挡台的相应位置圆角处,开一宽3mm成45°的斜槽,如图7-121所示,使其在此处的拉深变薄程度减小,局部提高了制件圆角部分强度。拉深凸模的固定处要考虑设计防转功能元件。
9)为了保证小凸模12损坏后能快速更换,小凸模采用在上模座中用螺塞加垫柱顶住的办法固定,使其能直接从上模座的螺孔内装上和取出。凸模12与凸模固定板9采用H7/h6配合,且在上下方向有一定的调整量,在刀口刃磨后,可通过调节螺塞来控制其相对长度。

图7-121 开有斜槽拉深凸模圆角部分示意图
10)冲孔凹模21与定位圈23的相对高度应根据制件高度通过螺塞来调整,冲孔凹模上设计成两个2mm×1.2mm的方孔,当一个孔的刃口磨损后,转过180°用另一个孔,延长了凹模使用寿命。
11)切开工位的凸模高度采用微调机构调整。由于制件被切开后不能脱离带料,做到既要切开,又不能切得太深,必须准确地控制切开凸模的冲压深度,保证与拉深凸模的冲压深度互不干涉,切开凸模设计成可调结构,如图7-122所示。调整螺钉2推动斜面滑块3,改变切开凸模4的升出长度,切开凸模4与凸模固定板5采用H7/h6滑动配合,用圆柱销8将凸模4挂在固定板5上。
12)该制件的拉深直径在各次拉深中基本不变,但各次的拉深间隙不同,首次拉深单面间隙取1.1t(t为料厚);第二次取1.05t;整形时为1.03t,冲长方孔时,圆筒凸、凹模间隙单边为1.0t,最后翻边拉直时,圆筒单边间隙取0.97t,小于料厚是为了保证圆筒直径的精度和减小圆角半径。
13)本模具设有自动检测安全保护装置,控制带料的进距精度和实现安全冲压。其原理是将安全导正销19(见图7-118)装在卸料板8上,通过绝缘衬套17和绝缘垫圈18与卸料板8绝缘,件19接导线16,导线与机床控制电路相连(下模座接地)。工作时,如带料送进位置正确,安全导正销插入带料孔中(不与带料接触),压力机正常工作。反之,带料误送,安全导正销与带料接触,导通电路,形成回路,切断机床控制电路,使压力机立即停机,避免产生废品,有效地保护了模具和机床。
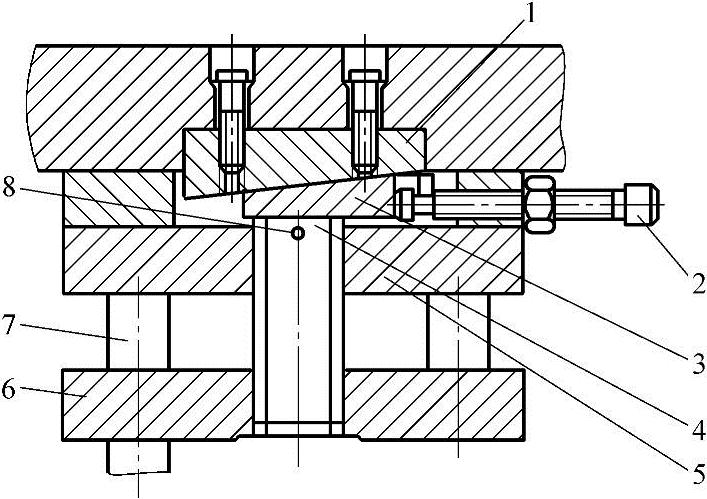
图7-122 凸模高度微调机构
1—斜垫板 2—调整螺钉 3—滑块 4—凸模 5—固定板 6—卸料板 7—小导柱 8—圆柱销
有关多工位级进模设计实用手册的文章

旧工艺内、外切口在同一个工位上进行冲压,这样内、外切口凸、凹模强度较单薄,造成凸、凹模容易开裂。因制件年产量较大,为确保拉深凹模及落料刃口的使用寿命和稳定性,各工位的拉深凹模及落料刃口采用硬质合金YG15镶拼而成。......
2023-06-26

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2023-06-26

图7-7 垫圈多工位级进模结构1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。在第二工位落料时,由导正销5精确定位,这样可保证垫圈孔与外圆同心。......
2023-06-26

因该制件年产量大,经分析采用多工位级进模冲压较为合理。图7-8 连接板图7-9 排样图3.模具结构设计连接板多工位级进模结构如图7-10所示。其结构特点如下:图7-10 连接板多工位级进模结构1—下模座 2—凹模 3—导料板 4—定位销 5—卸料板 6—卸料螺钉 7—凸模固定板 8—垫板 9—橡胶 10—落料凸模 11—大孔圆凸模 12—小孔圆凸模 13—活动导料销 14—弹簧 15—承料板1)该模具采用中间滑动导柱模架制造。......
2023-06-26

经分析,采用多工位级进模进行冲压较为合理,以中间的腰圆孔为冲压时的精定距。图7-30 端罩图7-31 排样图3.模具结构设计图7-32所示为端罩多工位级进模的结构。......
2023-06-26
多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2023-06-26
导正销布置在带料不参与变形的中间连接桥部位。图7-40 排样图3.模具结构设计图7-41所示为电器插座多工位级进模结构图。首次带料送进粗定位是依靠自动送料机构,上模下行冲切制件周边废料和导正销孔。因此在②、③、④工位各设置一个导正销,既作带料的精定位,又可防止带料偏摆。......
2023-06-26
相关推荐