由于采用多工位级进模比复合模或单工序模生产率高,成本低,操作简便,安全可靠,因此决定采用多工位连续拉深级进模。图7-145 排样图3.模具结构设计图7-146所示为焊片多工位级进模结构。卸料板5通过安装于固定板8上的小导柱6作辅助导向,全部凸模均以卸料板导向,保持冲压平稳。......
2023-06-26
1.工艺分析
图7-100所示为导电片。材料为铍青铜,料厚为0.1mm。该制件尺寸小、形状复杂,使用材料不仅较薄,铍青铜材料性能的方向性明显,制件在互相垂直的两个方向上均有弯曲变形,如采用单工序冲压,操作困难,制件质量难以保证。该制件生产批量特大,拟采用连续弯曲的多工位级进模冲压方式。图7-101所示为制件展开图。
2.排样设计
该制件在排样设计时,应先解决如下两个问题:
1)薄材料的送进、定距方法。
2)材料性能方向性和成形质量的矛盾。
排样方式采用图7-102所示的单排斜排,倾斜角度30°,送料定距采用侧刃粗定距,导正销精定距。该排样图共分为25个工位,具体工位安排如下:
工位①:冲切侧刃搭边;
工位②、③:空工位;
工位④:冲两个导正销孔,两个导正销孔在两侧载体上;
工位⑤:冲ф1.4mm小孔;
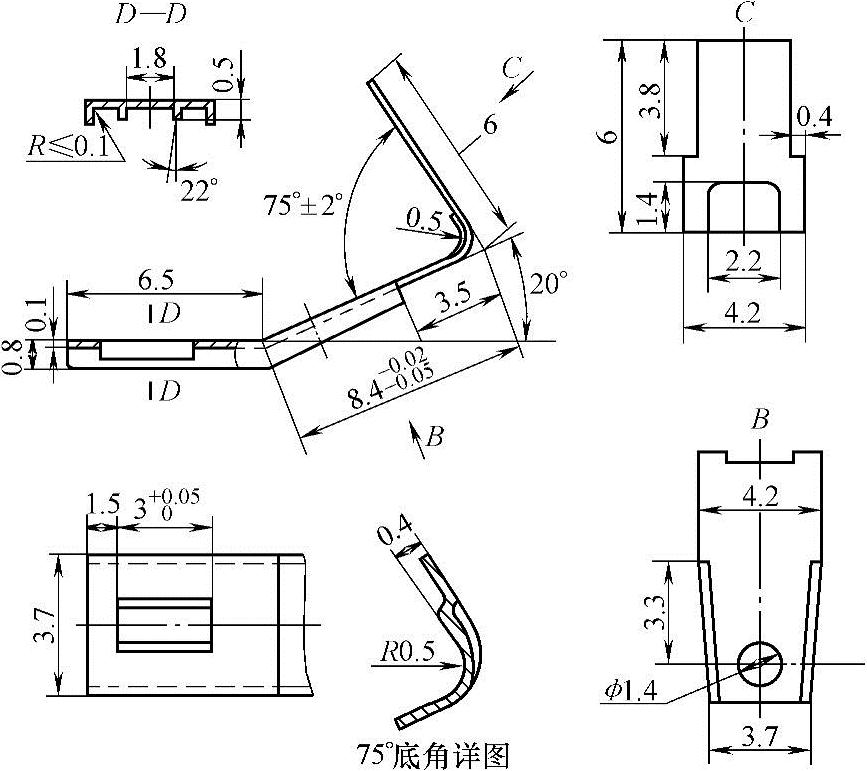
图7-100 导电片
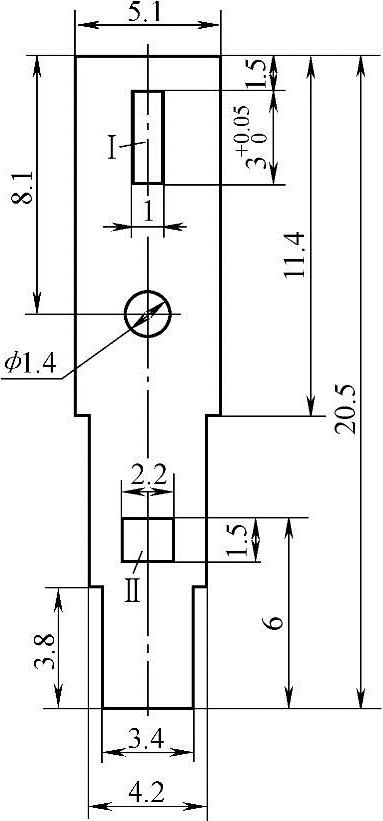
图7-101 制件展开图
工位⑥:冲长方孔3mm×1mm和压凸台1.5mm×2.2mm×0.3mm,压凸台即75°角部的预成形;
工位⑦:空工位;
工位⑧:冲切外形废料;
工位⑨、⑩:空工位;
工位(11):在第⑥工位冲的长方孔3mm×1mm处,接D—D剖面切口弯曲1.8mm×0.5mm;
工位(12):空工位;
工位(13):弯成两侧0.8mm高的U形;
工位(14):空工位;
工位(15):单面切断;
工位(16)、(17):空工位;
工位(18):6mm长一端预弯成90°;
工位(19):空工位;
工位(02):8.4mm一段与6.5mm段间弯成20°;
工位(12):空工位;
工位(22):整形20°和75°角成形(由90°成形为75°);
工位(23)、(24):空工位;
工位(25):切断,完成制件成形。
为保证模板的强度及成形有足够的空间,其中在工位②、③、⑦、⑨、⑩、(12)、(14)、(16)、(17)、(19)、(12)、(23)、(42)留有空工位。
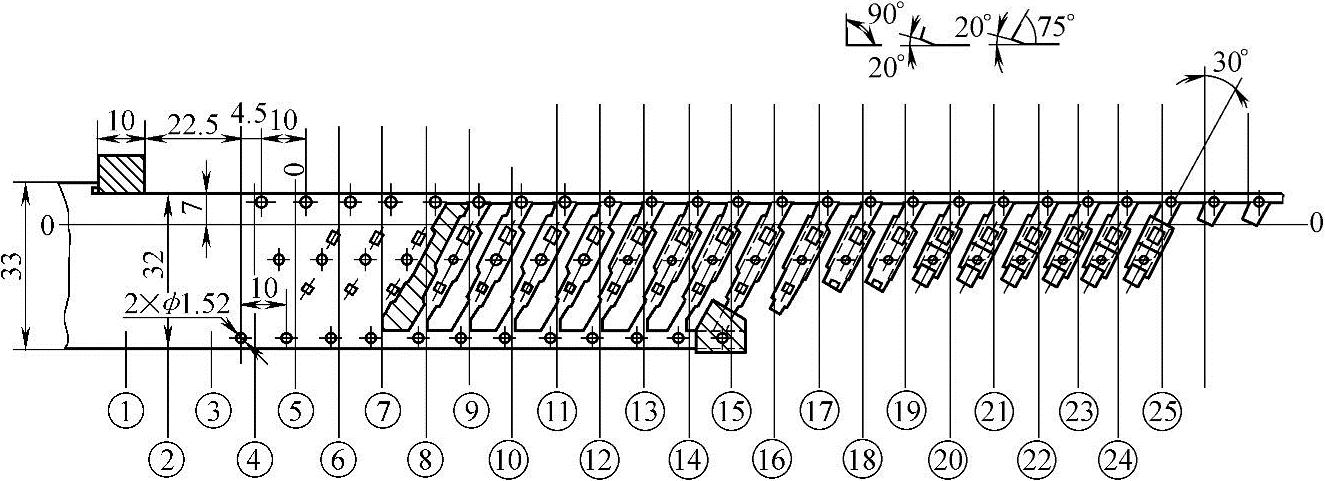
图7-102 排样图
3.模具结构设计
图7-103所示为导电片多工位级进模结构。
(1)结构特点
1)模具采用双重导向,上、下模采用四套导柱滚动导向精密模架,凸模固定板、卸料板和凹模之间设置四套滑动小导柱导向。
2)凹模采用拼镶结构。凹模板和镶块均选用Cr12MoV制作,镶块和凹模板孔间配合为 。
。
3)凸模固定板采用CrWMn制成。凸模与凸模固定板孔采用间隙配合。凸模与凹模的相对位置靠卸料板保证,凸模与卸料板孔的双面间隙小于0.015mm。
4)为保证带料载体连同成形部分正常送进,每次冲压后,用套式顶料杆4将带料顶起浮离凹模表面。浮动导料销3随带料顶起,带料在两侧浮动导料销间送进,两侧分别设置11个和6个浮动导料销。
5)从第⑤工位起,设置导正销定位。一侧的第⑤、⑥、(11)、(14)、(16)、(18)、(25)工位设置,另一侧的第⑨、(21)、(14)工位设置,保证带料送进后能得到正确的定位。
6)弯曲凸模18和19安装在卸料板上,便于维修。
7)弯曲成形由上模的斜楔20、成形滑块24、弯曲凸模21和下模的弯曲凹模镶块41、42完成。
8)凸模、镶块和凹模、卸料板、固定板上的孔,采用精密数控线切割加工,加工表面粗糙度为Ra0.4μm。
(2)模具工作过程模具与气动送料机构连用。首次送料时,用侧刃挡块初定位,冲切去侧刃搭边,连续送料到第④工位;冲出两个导正销孔后,送料到第⑤工位时,用导正销精定位,依次完成各工位的冲压工序。
上模上行,套式顶料杆4和浮动导料销3将带料顶起,带料在两侧浮动导料销3的槽中夹持着,保证带料送进的稳定。上模下行时,卸料板5将带料连同浮动导料销3、套式顶料杆4压紧凹模工作面,进行下一次冲压。
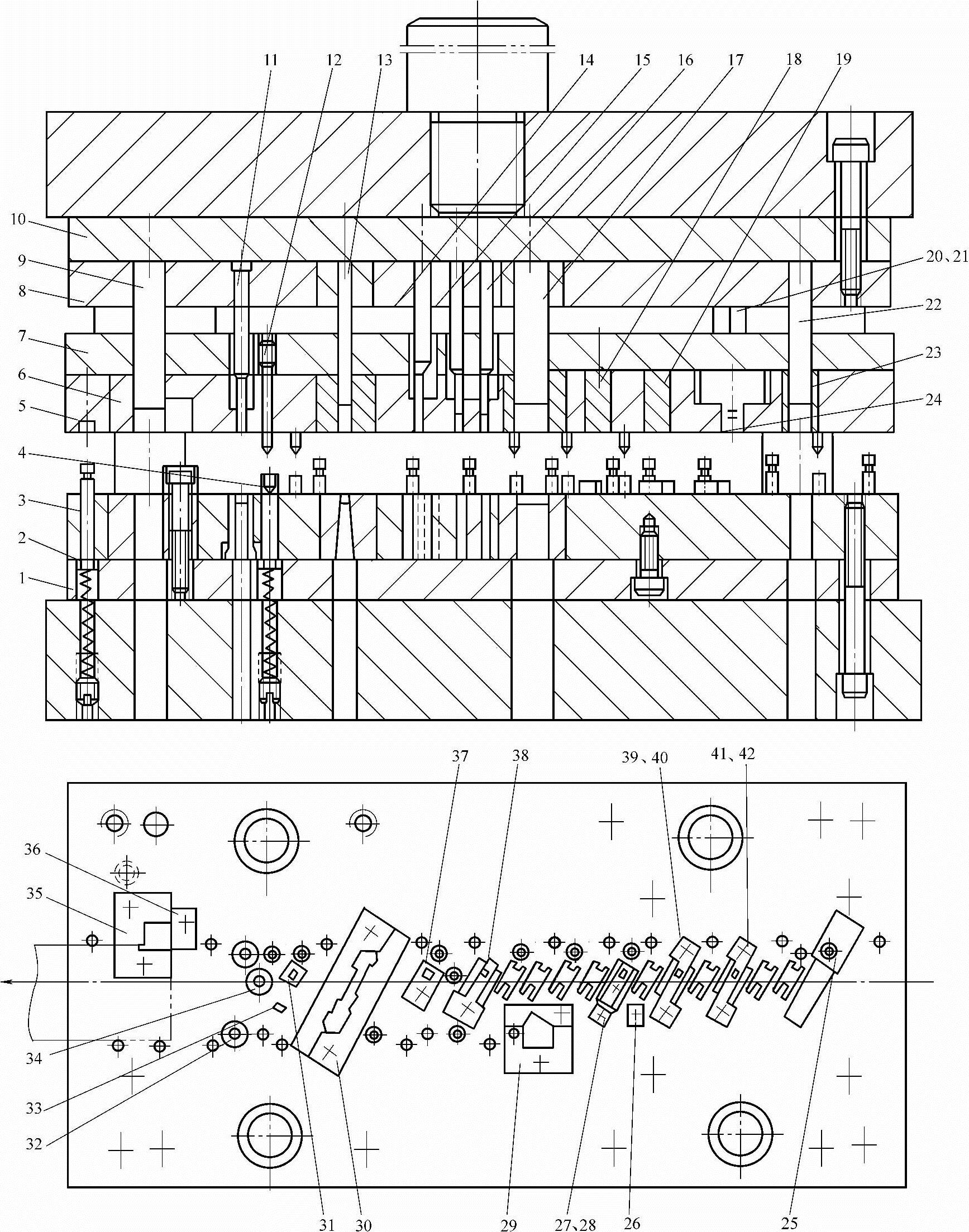
图7-103 导电片多工位级进模结构
1—凹模垫板 2—凹模 3—浮动导料销 4—套式顶料杆 5—卸料板 6—卸料板镶块 7—卸料板垫板 8—固定板 9—侧刃 10—固定板垫板 11、13、14、15、16、17—凸模 12—导正销 18、19、21—弯曲凸模 20—斜楔22—切断凸模 23—镶块 24—成形滑块 25—切断凹模镶块 26—限位镶块 27、28、40、 41、42—弯曲凹模镶块 29、30、31、32、33、34、35、37、38、39—冲裁凹模镶块 36—侧刃挡块
有关多工位级进模设计实用手册的文章

由于采用多工位级进模比复合模或单工序模生产率高,成本低,操作简便,安全可靠,因此决定采用多工位连续拉深级进模。图7-145 排样图3.模具结构设计图7-146所示为焊片多工位级进模结构。卸料板5通过安装于固定板8上的小导柱6作辅助导向,全部凸模均以卸料板导向,保持冲压平稳。......
2023-06-26

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2023-06-26

导正销布置在带料不参与变形的中间连接桥部位。图7-40 排样图3.模具结构设计图7-41所示为电器插座多工位级进模结构图。首次带料送进粗定位是依靠自动送料机构,上模下行冲切制件周边废料和导正销孔。因此在②、③、④工位各设置一个导正销,既作带料的精定位,又可防止带料偏摆。......
2023-06-26

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26

3.模具结构设计图7-92所示为扣件多工位级进模结构,该模具结构特点如下:1)以确保上下模对准精度及模具冲压的稳定性,该模具采用四套ф32mm的精密滚珠钢球导柱、导套导向;同时保证卸料板与各凸模之间的间隙,在卸料板及凹模固定板上各设计了四套ф20mm的小导柱、小导套辅助导向。......
2023-06-26
经分析,决定采用一副多工位级进模冲压。因此制定如下解决方案:图7-33 U形支架弯曲件1)按常规设计,U形件的90°弯曲可一次性完成。图7-36 排样图3.模具结构设计图7-37所示为U形支架级进模结构,该模具特点如下:1)步距较大,因此采用伺服自动送料机构传送各工位间的冲裁与弯曲等工作,并用浮动导料销导料。4)快卸圆形凸模设计。在生产中无需把整副模具从压力机上卸下,可在15min内卸下圆形凸模,大大缩短了维修时间。......
2023-06-26

图7-172 排样图3.模具结构设计图7-173所示为瓶塞压臂多工位级进模结构。因此该模具结构“U”形成形或135°成形在一个工位上冲压出。图7-173 瓶塞压臂多工位级进模结构1—下模座 2—凹模板 3—弯曲凹模 4—卸料板 5—固定板 6—上垫板 7—上模座 8—弯曲凸模 9—模柄 10、19、24—圆柱销 11、13、14—凸模 12—小导柱 15、21—导套 16、22—导柱 17—弹簧 18—卸料螺钉 20—螺钉 23—顶料销 25—顶杆 26—导正销组件2)顶料和浮料装置。......
2023-06-26
为了适应大批量生产的要求,拟选用多工位级进模冲裁、弯曲的方式。图7-45 侧弯支座2.排样设计该制件采用单排直排方式,如图7-46所示,其原因如下:1)制件展开毛坯最大尺寸小于60mm,属中尺寸冲裁零件,基本形状为矩形,多工位冲压时采用单排方式可大大降低模具的制造成本。图7-46 排样图3.模具结构设计图7-47所示为侧弯支座多工位级进模结构。......
2023-06-26
相关推荐