经分析,决定采用一副多工位级进模冲压。因此制定如下解决方案:图7-33 U形支架弯曲件1)按常规设计,U形件的90°弯曲可一次性完成。图7-36 排样图3.模具结构设计图7-37所示为U形支架级进模结构,该模具特点如下:1)步距较大,因此采用伺服自动送料机构传送各工位间的冲裁与弯曲等工作,并用浮动导料销导料。4)快卸圆形凸模设计。在生产中无需把整副模具从压力机上卸下,可在15min内卸下圆形凸模,大大缩短了维修时间。......
2023-06-26
1.工艺分析
图7-96所示为日光灯上的挂件铁链U形钩,材料为SUS301不锈钢,板厚为0.8mm,年产量为4000多万件。制件外形简单,形状对称、规则,尺寸要求不高,但毛刺应向内。制件的U形弯曲半径处(R=2.6mm)在弯曲成形后回弹较大,但对使用性能无影响。制件中有2个梯形孔,其作用是将另一个制件的头部穿过梯形孔,把U形弯曲的圆弧形吊装在梯形孔上,依次一个制件接另一个制件穿过,这样就形成了一个完整的链条。
该制件原工艺采用两副单工序模生产(第一工序为复合落料;第二工序为U形弯曲),所需模具多,该工艺主要问题在于制件外形尺寸小,U形弯曲工序手工放置制件导致冲压速度慢,废品率高,生产安全系数低,远不能满足大批量生产的需求。因此设计了一副多工位级进模进行冲压生产,取得了良好的经济效益。
2.排样设计
该制件的排样设计主要应考虑如下:
1)将复杂的型孔分解成若干个简单的孔形,并分成几个工位进行冲裁,使模具制造简单化。
2)在排样设计时尽可能考虑材料的利用率,尽量按少、无废料排样,以便降低生产成本,提高经济效益。
3)为保证带料送进步距的精度,在排样设计时应设置侧刃及导正销孔,导正销孔尽可能设置在废料上。
4)制件与载体的连接应有足够的强度和刚度,以保证带料在冲压过程中连续送进的稳定性。
综合以上分析及结合制件的展开尺寸(见图7-97),制件排样采用单排排列方式,前部分采用双侧载体连接方式,待制件外形大部分冲裁之后,再逐步利用中间载体的连接方式,使带料送进更稳定。
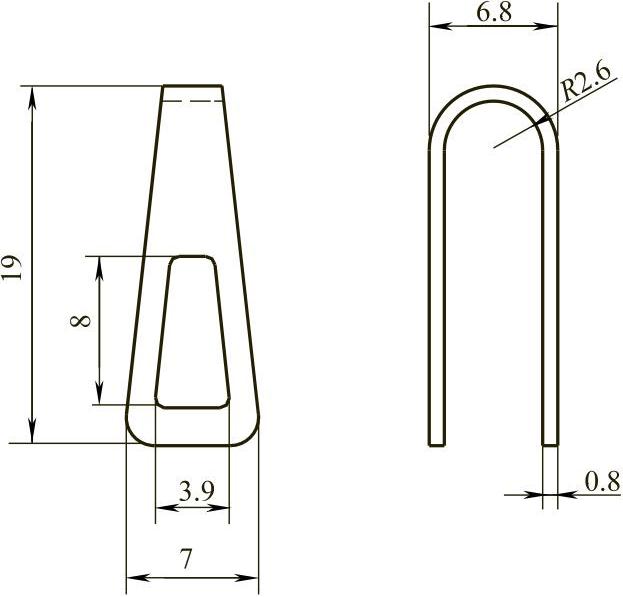
图7-96 U形钩

图7-97 制件展开图
制件排样如图7-98所示。主要冲压工位为:冲导正销孔→冲切侧刃→冲切梯形废料→冲切外形废料→弯曲→冲切中间载体。制件共由22个工位组成,具体工位如下:
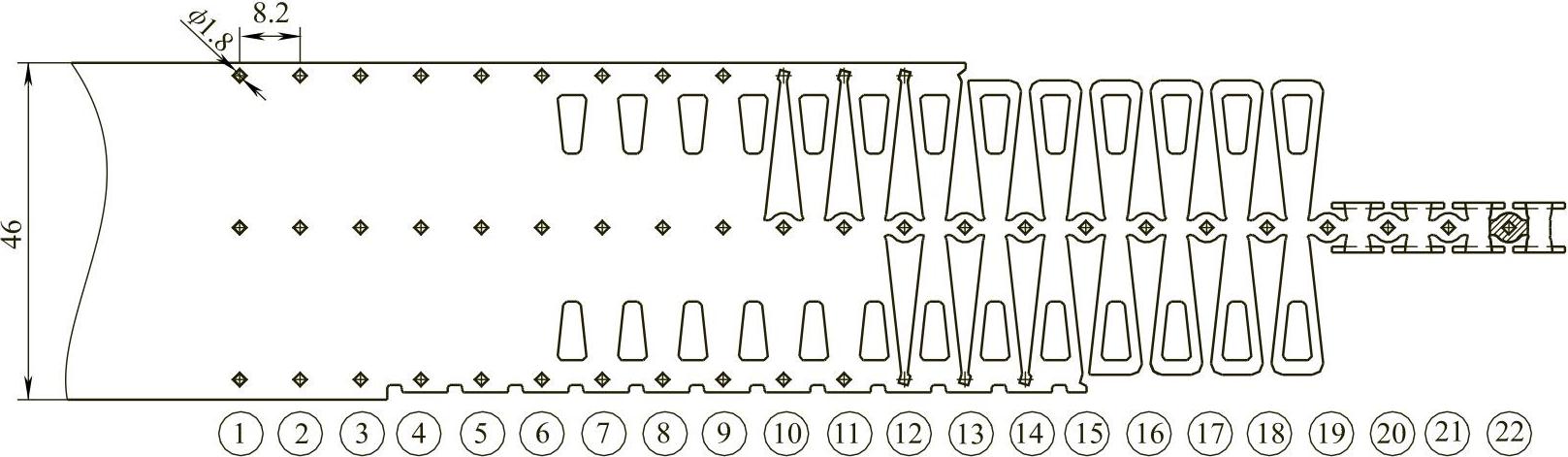
图7-98 排样图
工位①:冲3个ф1.8mm的导正销孔;
工位②:导正(空工位);
工位③:空工位;
工位④:冲切侧刃;
工位⑤:空工位;
工位⑥:冲切2个梯形废料;
工位⑦~⑨:空工位;
工位⑩:冲切外形废料;
工位(11):空工位;
工位(12):冲切另一端外形废料;
工位(13):冲切头部废料;
工位(14):空工位;
工位(150:冲切另一端头部废料;
工位(160~(18):空工位;
工位(19):U形弯曲;
工位(20)、(21):空工位;
工位(22):冲切中部载体(制件与载体分离)。
3.模具结构设计
图7-99所示为不锈钢铁链U形钩多工位级进模结构。该模具特点如下:
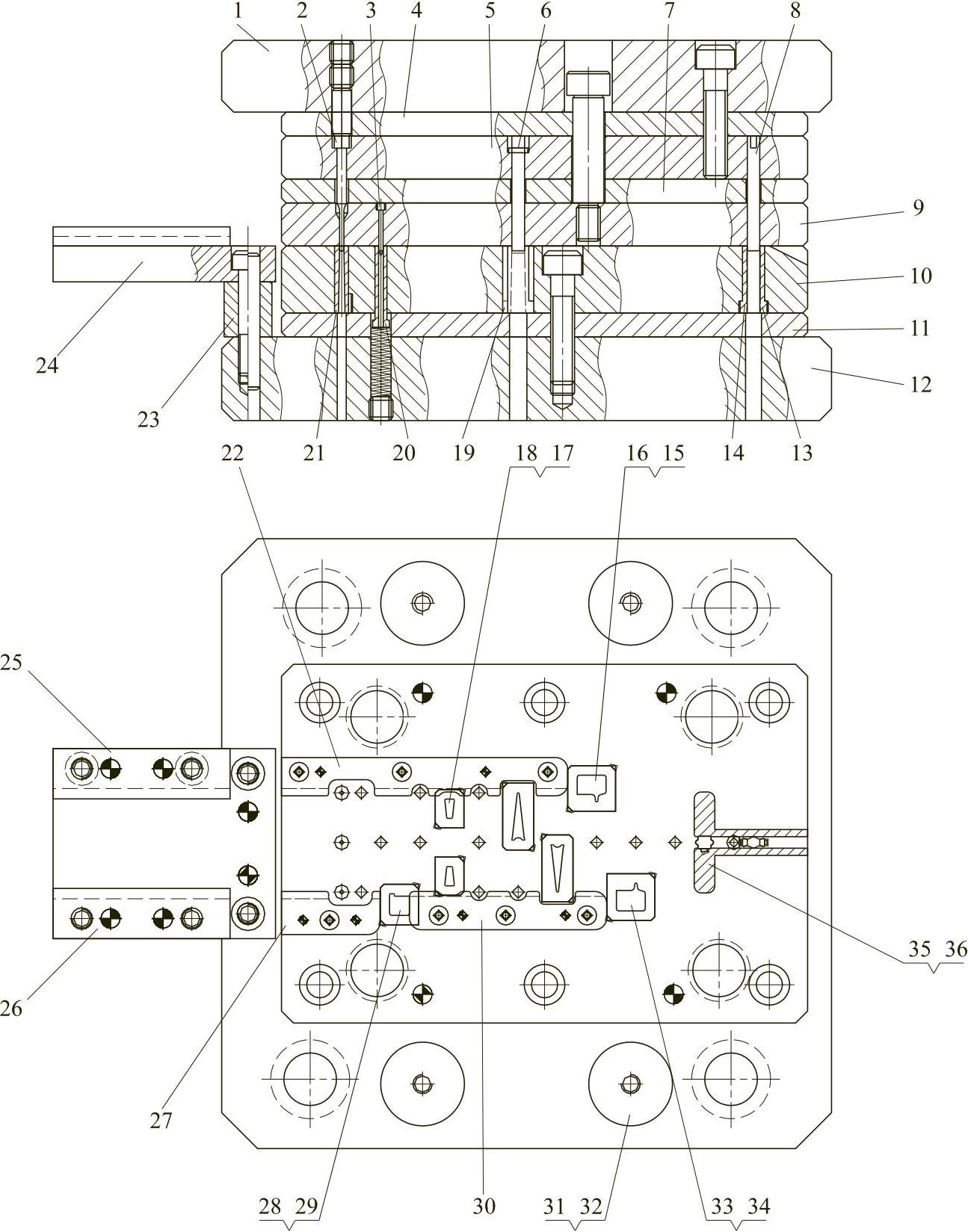
图7-99 不锈钢铁链U形钩多工位级进模结构
1—上模座 2—导正销孔凸模 3—导正销 4—凸模固定板垫板 5—凸模固定板 6—三角形凸模 7—卸料板垫 8—切断凸模 9—卸料板 10—凹模固定板 11—凹模垫板 12—下模座 13—落料凹模-2 14—落料凹模-1 15—异形凸模-1 16—落料凹模-1 17—梯形凸模 18—梯形凹模 19—三角形凹模 20—套式顶料杆 21—导正销孔凹模 22—内导料板-1 23—承料板垫板 24—承料板 25—外导料板-1 26—外导料板-2 27—内导料板-2 28—侧刃凸模 29—侧刃凹模 30—内导料板-3 31—上限位柱 32—下限位柱 33—异形凸模-2 34—异形凹模-2 35—弯曲凸模 36—弯曲凹模
1)该模具是由钢板模座组成镶拼结构的冲载、弯曲多工位级进模。
2)U形钩生产批量大,冲裁及弯曲凹模全部采用镶拼式结构,对于该模具中相类似形状的凹模外形,应采取防错措施设计成大小不一的尺寸,便于装配。
3)该带料利用外导料板25、26及内导料板22、27、30导料,并用导正销3对带料精定位。
4)凸模固定板5、卸料板9及凹模固定板10之间设有小导柱、小导套辅助导向,提高了模具的导向精度。同时冲导正销孔凸模2也得到了很好的保护。
5)该模具外形尺寸小,卸料板滑动行程低,可采用高速压力机冲压,冲压速度可达到200~300次/min。
4.冲压动作原理
将原材料宽46mm、料厚0.8mm的卷料吊装在料架上,通过整平机将送进的带料整平后再进入滚动式自动送料机构内(在此之前将滚动式自动送料机构的步距调至8.25mm),开始用手工将带料送至模具的导料板,直到带料的头部覆盖三个ф1.8mm的导正销孔凹模刃口,这时进行第一次冲3个ф1.8mm的导正销孔;然后进入第二次将带料进入导正(空工位);第三次为空工位;进入第四次为冲切侧刃,接着利用内导料板30的侧面处作侧刃的挡料;第五次为空工位;进入第六次为冲切2个梯形废料;第七至九次为空工位;进入第十次为冲切外形废料;第十一次为空工位;进入第十二次为冲切另一端外形废料;进入第十三次冲切头部废料;第十四次为空工位;进入第十五次冲切另一端头部废料;第十六至十八次为空工位;进入第十九次为U形弯曲,这时整个制件的弯曲成形已经结束;第二十、二十一次为空工位;最后(第二十二次)为冲切中间载体,也就是说载体与制件分离,使分离后的制件从右边滑下,此时将自动送料器调至自动的状况可进入连续冲压。
有关多工位级进模设计实用手册的文章

经分析,决定采用一副多工位级进模冲压。因此制定如下解决方案:图7-33 U形支架弯曲件1)按常规设计,U形件的90°弯曲可一次性完成。图7-36 排样图3.模具结构设计图7-37所示为U形支架级进模结构,该模具特点如下:1)步距较大,因此采用伺服自动送料机构传送各工位间的冲裁与弯曲等工作,并用浮动导料销导料。4)快卸圆形凸模设计。在生产中无需把整副模具从压力机上卸下,可在15min内卸下圆形凸模,大大缩短了维修时间。......
2023-06-26
图7-148 排样图4.模具结构设计图7-149所示为阶梯圆筒形件多工位级进模结构。该模具有如下特点:1)为提高拉深凹模的耐磨性能,延长模具使用寿命,各工位拉深凹模采用硬质合金YG8制造。3)工位是冲底孔,制件对毛刺要求较高,为了提高模具的使用寿命,此工位凸、凹模均为硬质合金镶拼而成。......
2023-06-26

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2023-06-26

多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2023-06-26

导正销布置在带料不参与变形的中间连接桥部位。图7-40 排样图3.模具结构设计图7-41所示为电器插座多工位级进模结构图。首次带料送进粗定位是依靠自动送料机构,上模下行冲切制件周边废料和导正销孔。因此在②、③、④工位各设置一个导正销,既作带料的精定位,又可防止带料偏摆。......
2023-06-26

该制件为圆筒形拉深件,年产量2000多万只。图7-155 排样图4.模具结构设计图7-156所示为不锈钢管帽多工位级进模结构。为了增加凸模的使用寿命,必须要减短凸模4与卸料板导向件11之间的滑动距离,所以此工位采用双浮动结构。固定板8与卸料板10用卸料螺钉2连接,由小导柱导向。......
2023-06-26

为提高生产率,现决定采用多工位级进模进行生产。从图7-48可以看出,该制件对板料的纤维方向要求特别严格,因为此制件在多工位级进模中进行多次弯曲后还要拍平工艺,如纤维方向同弯曲线平行,在生产中引起拍平之后造成制件开裂、断裂现象,导致在使用中对垫片质量有较大的影响。图7-50 排样图3.模具结构设计图7-51所示为方形垫片多工位级进模结构。......
2023-06-26

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26
相关推荐