经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26
1.工艺分析
如图7-1所示为过滤网。材料为Q195钢,板厚为0.5mm,料宽410mm,每件的长度不小于800mm(一般冲压出的制件为卷料,在使用时再切断),上面均匀布置方孔4mm×4mm单排计68个。它的网孔与网孔的中心位置公差在0.08mm以内,表面要求平整光洁,不得有毛刺。经分析,该制件可采用如下3种方案。方案1:采用单排连续模来生产,凹模刃口强度较单薄,刃口与刃口之间的距离为2mm,如一个凹模刃口损坏就难以修补,必须更换整体凹模,这样一来凹模刃口寿命低,维修成本高;方案2:采用一出一双排叉开排列方式,凹模刃口与刃口之间的距离为8mm,虽然凹模强度提高了,但满足不了大批量的生产;方案3:采用一出二四排叉开排列方式,成本虽然比方案2有所提高,但保证了凹模的强度,生产效率比方案2提高了1倍。
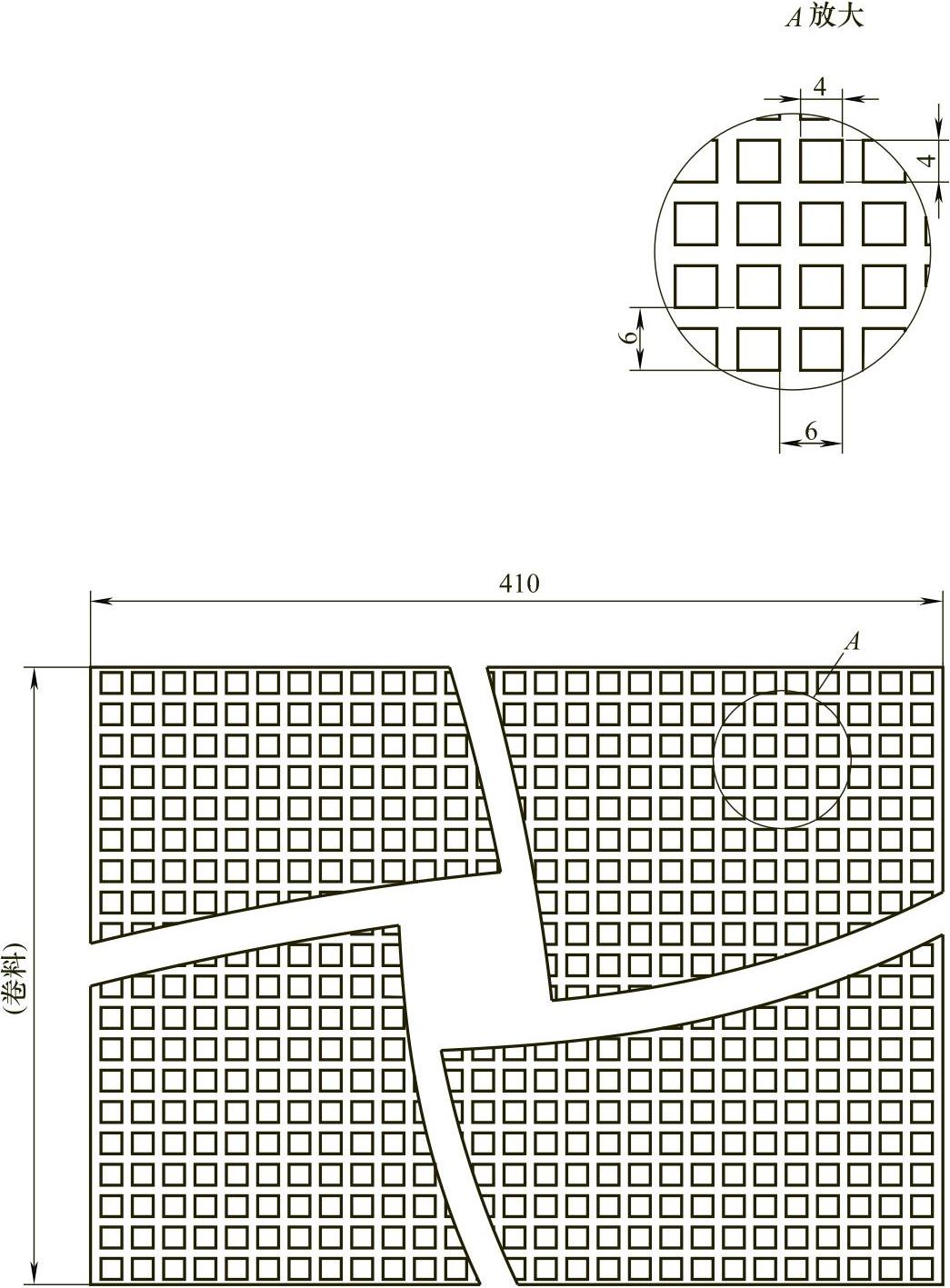
图7-1 过滤网
根据以上3种方案的分析,决定采用方案3:一出二四排叉开排列方式较为合理,满足了大批量的生产。
网孔冲裁与普通冲裁的主要区别为:①凸模需要可靠的导向结构;②压料力要大,约为冲裁力的13%~18%;③冲裁间隙要小,单边约为料厚的2.5%;④由于是级进模,模具的卸料精度要高,冲下的废料不得带回凹模表面,以免下次冲裁时方形废料回跳在带料的表面造成制件压伤。
2.排样设计
该制件采用一出二四排叉开排列方式,排样如图7-2所示。为了简化模具结构,降低制造和维修成本,对该制件排样时,主要考虑以下因素:①生产能力与生产批量;②送料方式;③冲压力的平衡(压力中心);④凹模要有足够的强度;⑤空工位的确定等。在充分分析图7-1及网孔模的冲裁特点基础上,考虑送料、模具结构及制造成本等要素,具体工位安排如下:
工位①:冲68个4mm×4mm的方孔;
工位②:冲另外68个4mm×4mm的方孔。

图7-2 排样图
3.模具结构设计
图7-3所示为过滤网多工位级进模的模具结构图,为确保上、下模对准精度及冲压的稳定性,该模具采用4个精密滚珠钢球导柱;为保证卸料板导向精度,同时保证卸料板与各凸模之间的间隙,在卸料板及凹模固定板上设计了小导套导向。其模具特点如下:
1)为提高材料利用率,该模具采用无导正销定位送料,其送料步距精度完全靠送料器保证,因此对送料器的精度要求高,该送料器采用伺服送料装置。为防止送料时带料窜动严重,在该模具的前后各设计有导料板导料。
2)凸模设计。凸模的设计和制造是本模具的关键。该凸模采用直杆挂台式结构,经过校核,该凸模在冲裁力作用下不会发生抗压失稳。其刃口尺寸为4mm×4mm,材料采用进口的SKDⅡ制造,热处理硬度为60~62HRC。由于凸模数量较多(136件),可以到专业模具标准件厂家定做,从而降低模具的制造成本。
3)凹模设计。该制件年产量较大,为确保冲孔凹模的使用寿命和稳定性,此材料选用SKH51制造,热处理硬度为60~62HRC。此凹模采用镶入式,便于制造和维修更换。
4)模板材料的选用及热处理。本模具结构中的凸模固定板垫板、卸料板垫板及凹模垫板选用Cr12,热处理硬度为53~55HRC;凸模固定板选用45钢,调质320~360HBW;卸料板及凹模固定板选用高铬合金钢Cr12MoV,热处理硬度为55~58HRC。为保证模具的使用寿命,各模板加工的精度尤为重要,主要模板采用慢走丝切割加工。
4.冲压动作原理与使用情况
(1)冲压动作原理 该模具采用伺服送料器传送各工位之间的冲裁工作,靠此装置来保证送料步距及孔与孔之间的间距。冲压前将原材料宽410mm、料厚0.5mm的卷料吊装在料架上,通过整平机将送进的带料整平后再送入伺服送料器内,将伺服送料器的步距调至30mm,用手工将带料送至模具的导料板,直到带料的头部覆盖第一排冲孔凹模,这时伺服送料器调至自动状态,上模下行,卸料板9压紧带料,使带料紧压凹模表面,上模继续下行,增大压料力,同时冲孔凸模6靠卸料板9的导向与保护,进入凹模冲压。当冲压完毕,上模上行,卸料板9卸下箍在凸模6上的带料。这时工位①的68个4mm×4mm的方孔已冲压完毕;再进入工位②冲出另外68个4mm×4mm的方孔。依次循环冲压,将已冲压完毕的带料利用送料装置往后面部分的导料板方向送出,缠绕在另一料盘上。
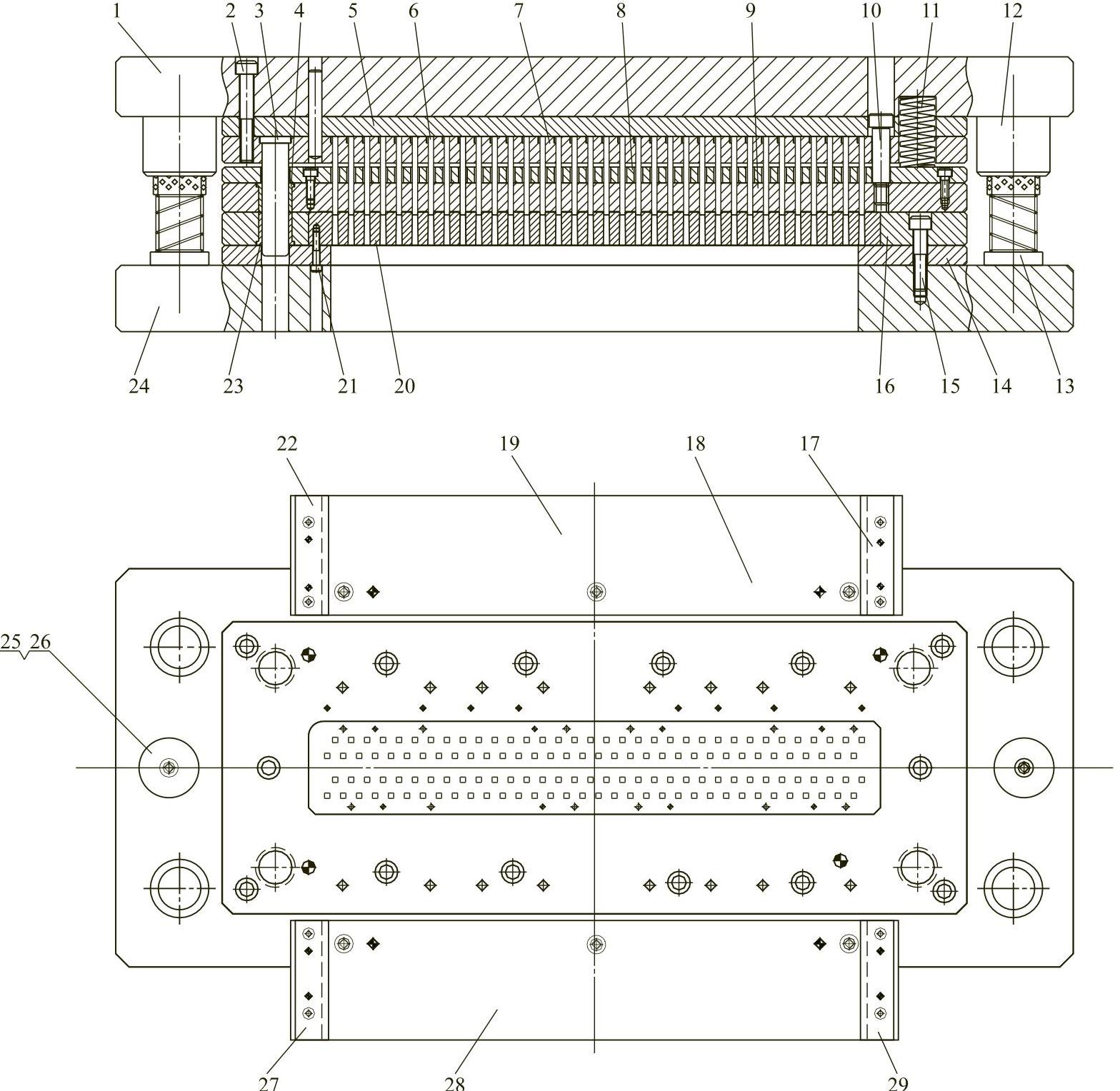
图7-3 过滤网多工位级进模的模具结构图
1—上模座 2—螺钉-1 3—小导柱 4—小导套-1 5—凸模固定板垫板 6—凸模 7—凸模固定板 8—卸料板垫板 9—卸料板 10—卸料螺钉 11—弹簧 12—导套 13—导柱 14—凹模垫板 15—螺钉-2 16—凹模固定板 17—后导料板-1 18—承料板垫板 19—后承料板 20—凹模 21—螺钉-3 22—后导料板-2 23—小导套-2 24—下模座 25—上限位柱 26—下限位柱 27—前导料板-1 28—前承料板 29—前导料板-2
(2)模具在使用中遇到的问题及解决方法 该网板的冲压难点主要在于大批量生产中可能出现的废料回跳现象。废料回跳会造成送料过程中带料的压伤及变形,还会使进给步距发生变化,导致网孔的尺寸差异,严重者造成无法继续送料(见图7-4)。因此必须针对废料回跳现象的产生原因进行分析。引起废料回跳的主要原因及解决方法如下:
1)引起废料回跳的主要原因如下:
①冲裁的形状过于简单。呈方形的废料不易被凹模卡住造成废料回跳。
②冲裁间隙不合理。当冲裁间隙过大或不均匀时,随着冲裁结束后出现的弹性恢复,冲下的废料向实体方向收缩,因其外形尺寸小于凹模,使废料与凹模的咬合力较小而造成废料回跳。
③冲压速度较高也容易造成废料回跳。
④切削油的选用及用量不合适(一般根据材质不同,所选用的切削油也不同)。
⑤凸模过短造成冲切的深度过浅,废料接近凹模的上表面,极易被凸模吸附出凹模而造成废料回跳。
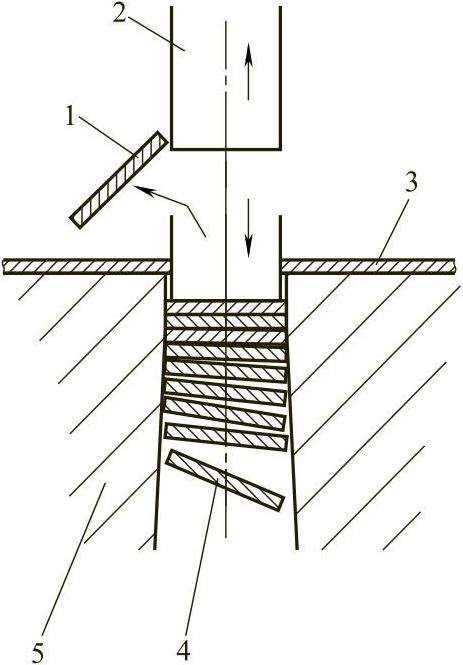
图7-4 废料回跳现象
1—回跳废料 2—凸模 3—带料 4—废料 5—凹模
⑥凸模及凹模刃口过于锋利,废料断面光亮带所占比例多而毛刺小,与凹模之间的摩擦力过小,容易被凸模吸附出凹模而造成废料回跳。
⑦如凹模在设计时做成有一定的落料斜度,经过研磨后使凹模刃口的高度较低,而间隙变大,也可能会造成废料回跳。
⑧带料硬度越高,越容易产生废料回跳。
2)防止废料回跳的解决方法如下:
①凸模采用斜刃口冲裁,以增大材料与凸模之间的摩擦力。
②控制好凸模与凹模之间的冲裁间隙。
③合理控制冲压速度。
④合理选用切削油,尽可能不用黏性大的切削油或把切削油加在材料的下表面,以防止凸模底部粘住废料而造成废料回跳。
⑤严格控制凸模的长度;
⑥空气吸引。加装吸尘器,废料在吸尘器的强力吸引下不易被凸模带出。
⑦定期检查凹模的使用间隙。
有关多工位级进模设计实用手册的文章

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2023-06-26

图7-7 垫圈多工位级进模结构1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。在第二工位落料时,由导正销5精确定位,这样可保证垫圈孔与外圆同心。......
2023-06-26

因该制件年产量大,经分析采用多工位级进模冲压较为合理。图7-8 连接板图7-9 排样图3.模具结构设计连接板多工位级进模结构如图7-10所示。其结构特点如下:图7-10 连接板多工位级进模结构1—下模座 2—凹模 3—导料板 4—定位销 5—卸料板 6—卸料螺钉 7—凸模固定板 8—垫板 9—橡胶 10—落料凸模 11—大孔圆凸模 12—小孔圆凸模 13—活动导料销 14—弹簧 15—承料板1)该模具采用中间滑动导柱模架制造。......
2023-06-26

经分析,采用多工位级进模进行冲压较为合理,以中间的腰圆孔为冲压时的精定距。图7-30 端罩图7-31 排样图3.模具结构设计图7-32所示为端罩多工位级进模的结构。......
2023-06-26

多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2023-06-26

导正销布置在带料不参与变形的中间连接桥部位。图7-40 排样图3.模具结构设计图7-41所示为电器插座多工位级进模结构图。首次带料送进粗定位是依靠自动送料机构,上模下行冲切制件周边废料和导正销孔。因此在②、③、④工位各设置一个导正销,既作带料的精定位,又可防止带料偏摆。......
2023-06-26

相关推荐