图12-4 内圆砂轮a)平形砂轮 b)单面凹砂轮1.螺钉紧固如图12-5所示,这是较常用的砂轮安装方法。2)砂轮的两个端面必须垫上黄纸片等软性衬垫,衬垫厚度以0.2~0.3mm为宜。用粘结剂紧固砂轮时应注意以下几点:1)调配时须将氧化铜粉末放在瓷质容器内注入磷酸溶液,同时不断搅拌,要调配均匀,浓度要适当。图12-6 内圆砂轮接长轴2)粘结剂一定要充满砂轮孔与接长轴之间的间隙。......
2023-06-28
销钉有圆柱销和圆锥销之分。在多工位级进模中主要起定位作用,同时也承受一定的侧向力。销钉通常作为定位模具零件并与紧固螺钉配合使用。
由于圆柱销的使用更广更多,习惯上把圆柱销简称为销钉或定位销。模具中比较常用的直径有ф4mm、ф6mm、ф8mm、ф10mm、ф12mm几种。销钉的头部应倒角或倒圆,这样拆装过程中,经锤打其头部有些变大也不影响继续使用。
销钉应淬硬处理,表面磨光,保证尺寸精度,以保持足够的硬度和使用寿命。图6-213所示为圆柱销配合长度示意图。一般情况下,圆柱销最小配合长度H≥2d。
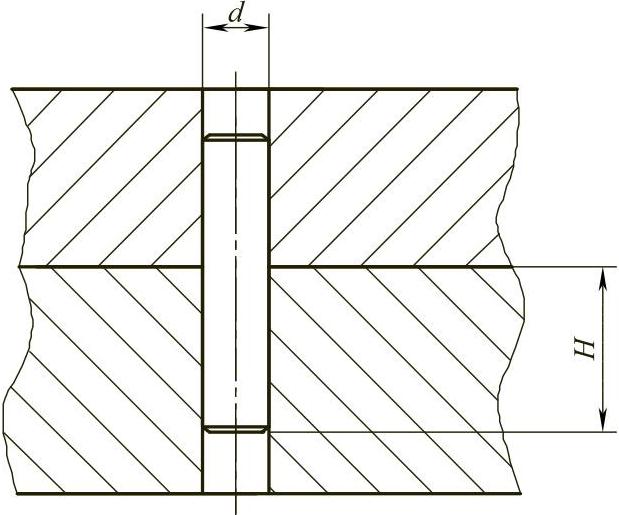
图6-213 圆柱销配合长度
图6-214a所示为最常用的销钉安装方法,安装后的销钉头部均应在上下模板之内。
图6-214b所示销钉的一端有螺纹,供拆卸使用。为了便于拆装,销钉与销钉孔配合不能过紧,按过渡配合即可。这种销钉装入时孔内有空气,主要用于模具工作零件表面不能损坏的场合。拆卸时,用拔销器上的螺钉拧紧销钉的螺孔,即可拔出。
图6-214c是被定位的板件销孔做成台肩孔,拆装时利用小孔将销钉顶出。
图6-214d、e是在淬硬的板件上镶入软钢套,用来配作销钉孔,便于加工。但软钢套一般的情况下要设计防转动处理。
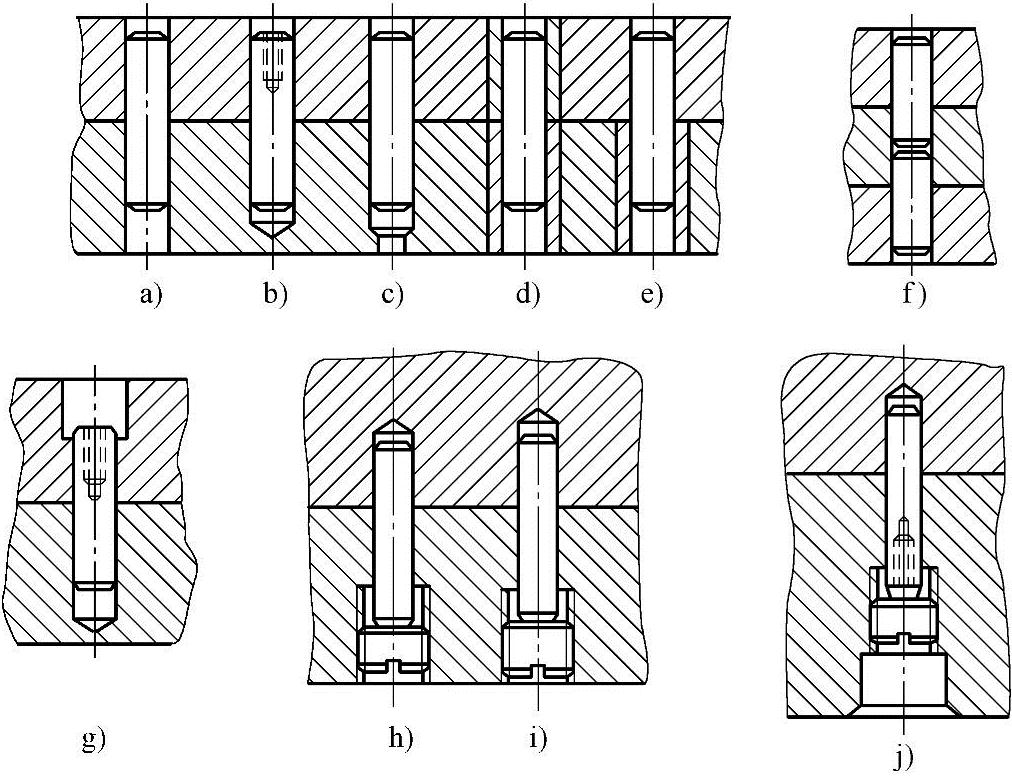
图6-214 销钉的定位形式
图6-214f是在三块厚板件的情况下,用两个销钉定位。板件薄时也可用一个销钉定位三块板件。
图6-214g与图6-214b的使用功能相同,只是为了减少配合长度将上面一块板件的销孔口部扩大。
图6-214h、i是用螺塞压紧销钉、防止销钉松动后掉出,一般比较适合于模具的上模部分。图示的销钉被压紧端都有螺孔(未画出),便于取出。
图6-214j的特点与图6-214g~i相同。
有关多工位级进模设计实用手册的文章

图12-4 内圆砂轮a)平形砂轮 b)单面凹砂轮1.螺钉紧固如图12-5所示,这是较常用的砂轮安装方法。2)砂轮的两个端面必须垫上黄纸片等软性衬垫,衬垫厚度以0.2~0.3mm为宜。用粘结剂紧固砂轮时应注意以下几点:1)调配时须将氧化铜粉末放在瓷质容器内注入磷酸溶液,同时不断搅拌,要调配均匀,浓度要适当。图12-6 内圆砂轮接长轴2)粘结剂一定要充满砂轮孔与接长轴之间的间隙。......
2023-06-28

在弧焊电源安装时应首先阅读有关弧焊电源的说明书,根据其安装要求以及有关电焊机安全使用要求的国家标准进行安装。3)弧焊电源所有外露带电部分必须设有完善的隔离防护装置,以防人员或其他导电物体与之相碰触。在需要移动的场合应采用柔软的多芯电缆;在固定场合可用单芯电缆。检查弧焊电源的绝缘状况,就是要检查弧焊电源各主要带电部分之间是否具有良好的绝缘性能。......
2023-06-30

前文对锅炉的本体结构、水汽泄漏原因、泄漏声发射信号的分析都是为了选择出更为合适的定位方法和实现更为准确的定位。现有的声源定位技术根据实现方式不同可以分为单步和双步定位方法。本章将依次介绍各种普遍应用的声源定位技术,重点介绍适用于锅炉检测的TDOA技术。......
2023-06-24

要解决这一问题,需要进行工件定位误差的分析和计算。如果工件定位误差不超过工件加工尺寸公差值的1/3,一般认为该定位方案能满足本工序加工精度的要求。由于此变化量是由工件的定位而引起的,故称为定位误差,用ΔD 表示。图5-19基准位移引起的定位误差定位误差的来源主要有两个方面。......
2023-06-29
X射线干涉法的测量分辨率可达0.005 nm,测量精度可达0.01 nm,测量范围为200μm[3]。表2-1列出了几种可实现纳米分辨率的测量仪器或方法,可以看出,在纳米分辨率的情况下,前7类仪器仅可用于小量程(<mm)的精密位移测量,其中,扫描显微镜主要用于原子级的物体表面形貌分析,只有激光干涉仪和光栅测量法是毫米以上量程的两种主要精密测量手段。......
2023-06-20

定位特征是为构造新特征提供定位功能的,它包括工作平面、工作轴、工作点。可以将工作平面作为新的草图平面,也可以将它作为特征的限位面以及装配时的辅助定位面。单击“模型”选项卡中的“定位特征”选项,如图5-37所示,即可以生成工作平面等。图5-36系统默认的定位特征图5-37“定位特征”工具条1.工作平面的创建创建工作平面的方法就是根据几何知识确定平面的方法。......
2023-06-28

轴承的轴向紧固包括轴向定位和轴向固定。轴承的内、外套圈需要双向还是单向轴向紧固,或者是轴向游动,取决于支承的限位要求和所用轴承的类型。表3-53 三种限位支承轴承轴向紧固示意图轴承的轴向定位一般是内套圈采用轴肩定位、外套圈采用轴承座孔(或套杯)的挡肩定位。轴肩和挡肩的圆角与相贴轴承的装配倒角之间尺寸关系,必须符合本章第7节安装尺寸的规定,这样才不会发生干涉。轴承内、外套圈的固定方式要与传力大小相对应。......
2023-06-26
选择封装元件,然后在图形窗口中右击以访问“定向模式”快捷菜单。4)通过“移动”对话框来辅助调整封装元件的位置,调整好封装元件的位置后,单击“确定”按钮。2.固定封装元件的位置随着设计的进行,由于额外自由度的存在,封装元件子项的放置可能不能按原计划保留。系统将在封装元件的当前位置处完全约束它。用户也可以将固定的封装元件取消其固定位置。......
2023-11-08
相关推荐