5)多用塞尺可用于调节预热枪高度,确定夹具安装位置,测量焊缝的宽度。图4-5-5 预热枪支座图4-5-6 预热枪头到轨面高度2.砂模的安装1)观看砂型的外表有无裂痕或受潮,如有裂痕或受潮则砂型不能使用。2)清理砂模浇注孔浮砂,防止表面浮砂受高温脱落。5)安装夹紧装置时由一人稳住砂模另一人操作扭紧夹具。2)在预热的过程中,要对分流塞进行干燥。......
2023-06-26
模柄是中、小型多工位级进模的模架上一个不可少的零件,通过它可以使上模部分快速地找正位置,直接与压力机滑块连接固定在一起,以实现正常冲压工作。模柄的直径、长度应和压力机滑块上的模柄孔相匹配。
常用的模柄形式有压入式模柄、旋入式模柄、凸缘式模柄及浮动模柄等。
1.压入式模柄
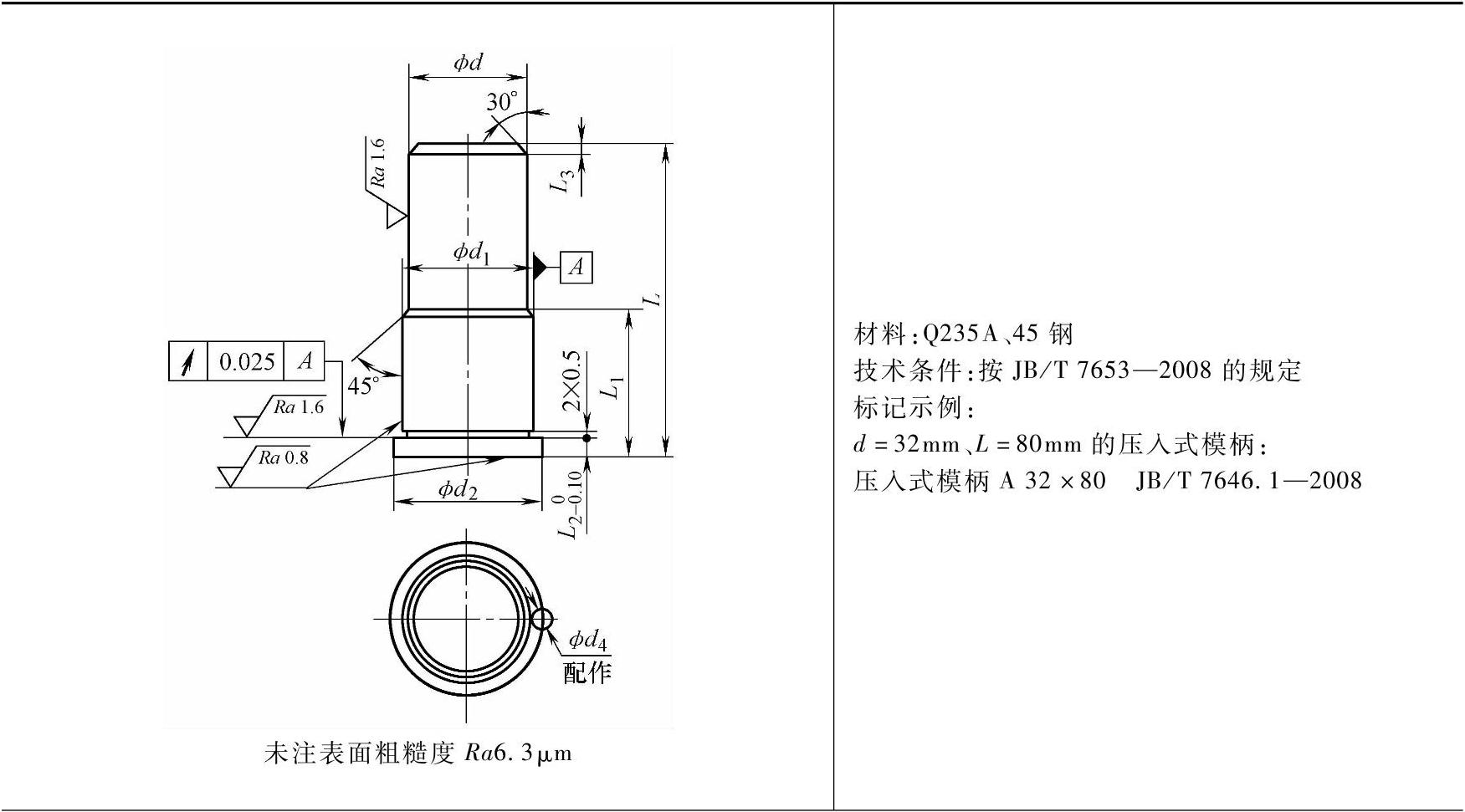
压入式模柄应用比较广泛,其固定部分与上模座紧配。为防止模柄转动,在模柄的台肩处装有防转螺钉。此结构能较好地保证模柄垂直度要求,长期使用此模柄稳定可靠,不会松动。其结构和尺寸见表6-90。
表6-90 压入式模柄 (单位:mm)
(续)
注:以上图表参考JB/T 7646.1—2008,为适应多工位级进模,有部分图表作相应的修改。
2.旋入式模柄
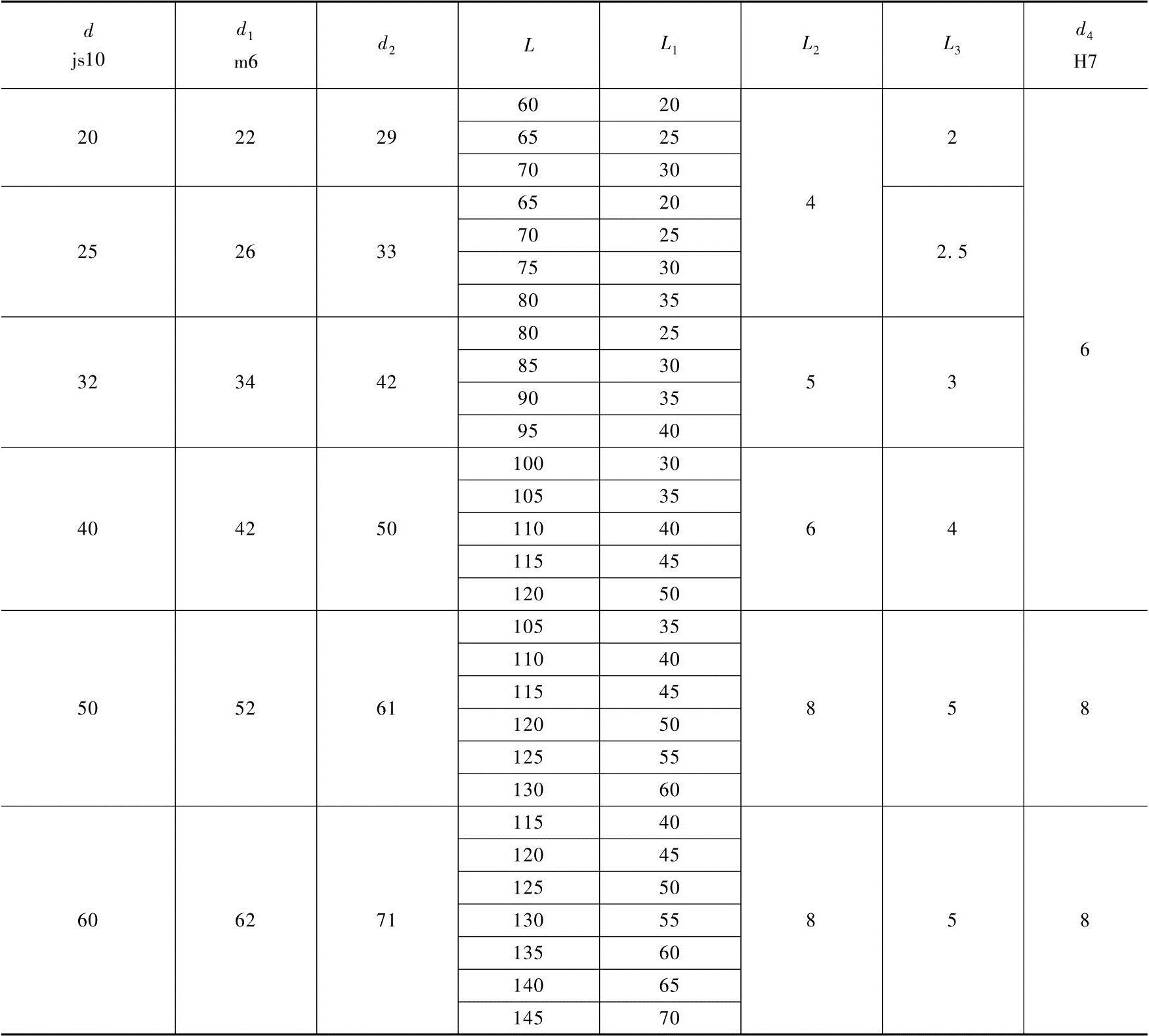
旋入式模柄与上模座固定部分采用螺纹旋入固定连接,主要优点是装拆比较方便,缺点是与模座的垂直度较差,在冲压的冲击振动下,螺纹连接易松动。但当使用的压力机为偏心压力机,行程可调且取较小值时,能保证冲压过程中导柱、导套永不脱离,始终处于配合状态的情况下,仍受到用户喜欢被使用在冲速不高的普通多工位级进模中。其结构和尺寸见表6-91。
为了防止模柄在上模座中旋转,可在螺纹的骑缝处加防转螺钉。
3.凸缘模柄
凸缘模柄的凸缘部分埋入上模座上平面的沉孔内,一般车削加工成H7/h6配合,同时保持和上模座上平面齐平或略低于上模座的上平面,这样才能保证安装后上模座的上平面与压力机滑块的底平面紧密贴合。通常凸缘处用3~4个螺钉与上模座连接固定,装拆比较方便,适用于较大型模具。其结构和尺寸见表6-92。
表6-91 旋入式模柄 (单位:mm)
注:以上图表参考JB/T 7646.2—2008,为适应多工位级进模,有部分图表作相应的修改。
表6-92 凸缘模柄 (单位:mm)

注:以上图表参考JB/T 7646.3—2008,为适应多工位级进模,有部分图表作相应的修改。
4.浮动模柄
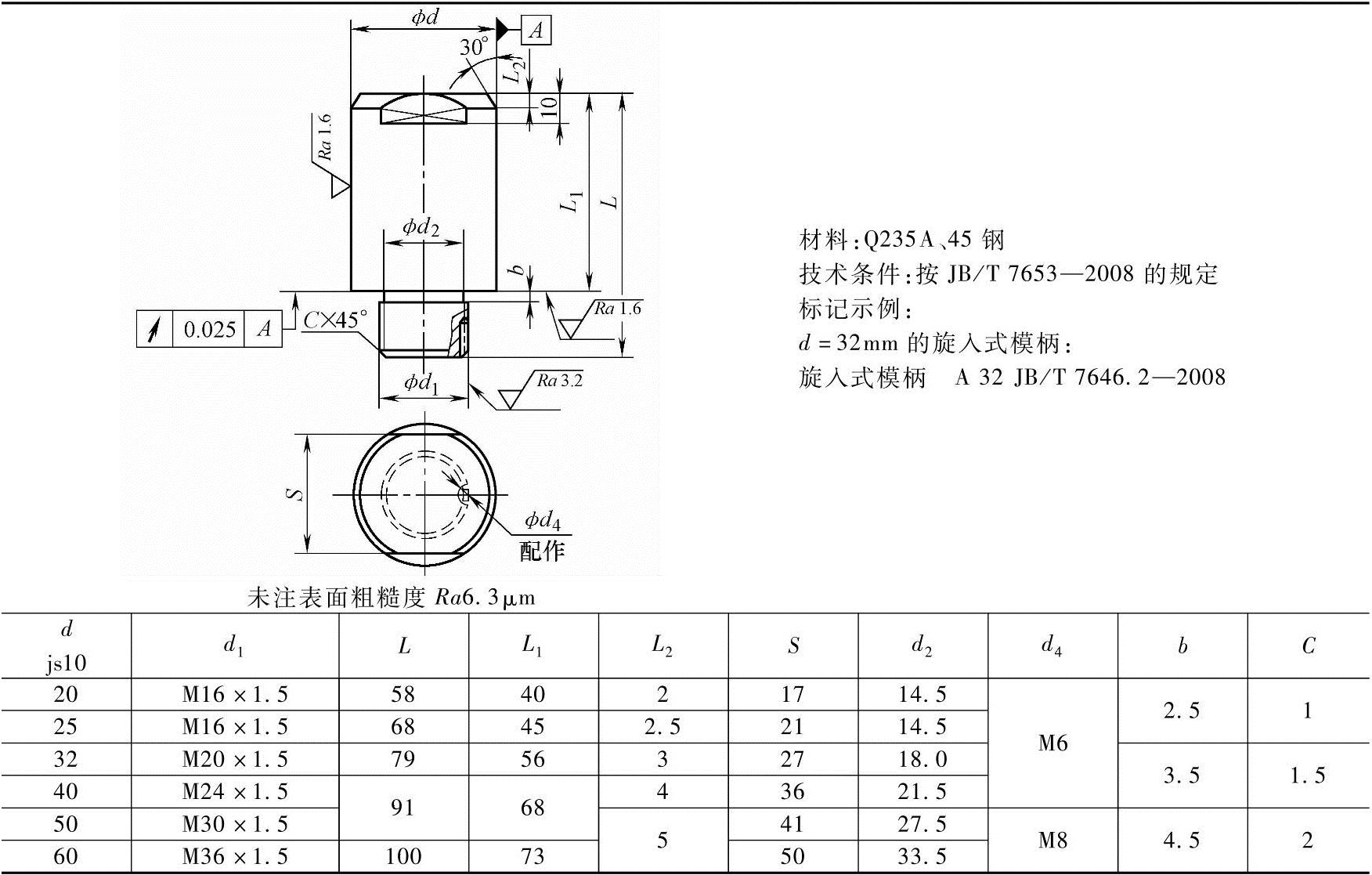
浮动模柄由凹球面模柄、凸球面垫块、锥面压圈组成,其结构和尺寸见表6-93,锥面压圈见表6-94,凹球面模柄见表6-95,凸球面垫块见表6-96。对于精密多工位级进模,可通过凸球面垫块消除压力机滑块的导向误差对模具导向精度的影响,延长模具寿命,则可考虑采用浮动模柄。但由于模柄、凸球面垫块之间存在间隙,浮动模柄在冲压过程中易造成冲压间歇,对于小凸模是不利的,因此使用时须慎重。当使用精度高、刚性好的闭式压力机时,一般不用浮动模柄。
选用浮动模柄的模具,必须使用行程可调的压力机,保证在冲压过程中导柱与导套不脱离。
表6-93 浮动模柄(摘自JB/T 7646.5—2008) (单位:mm)
注:螺钉数量:当D1≤100mm为四件,D1>100mm为六件。
表6-94 锥面压圈(摘自JB/T 7646.5—2008) (单位:mm)
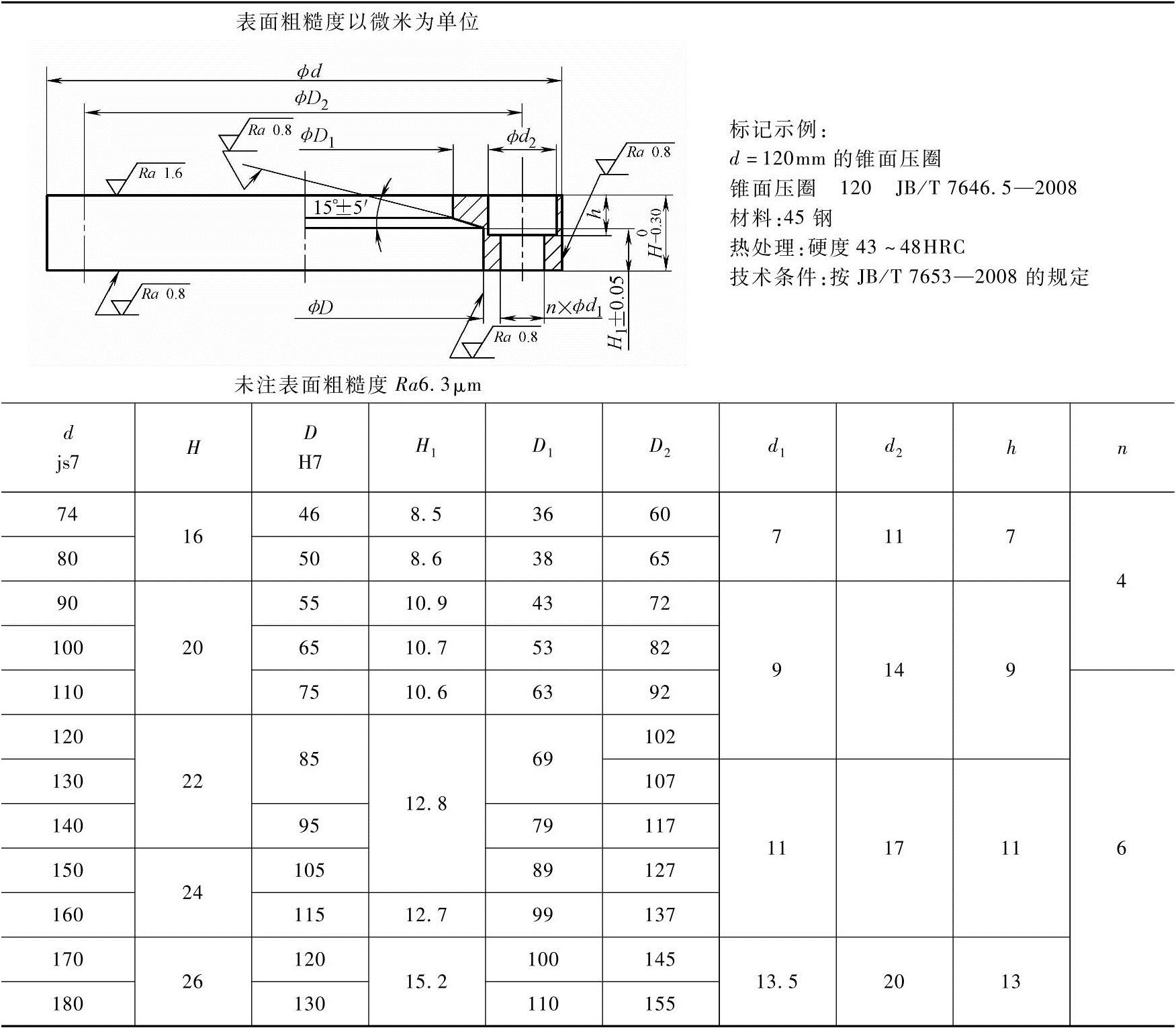
表6-95 凹球面模柄(摘自JB/T 7646.5—2008) (单位:mm)
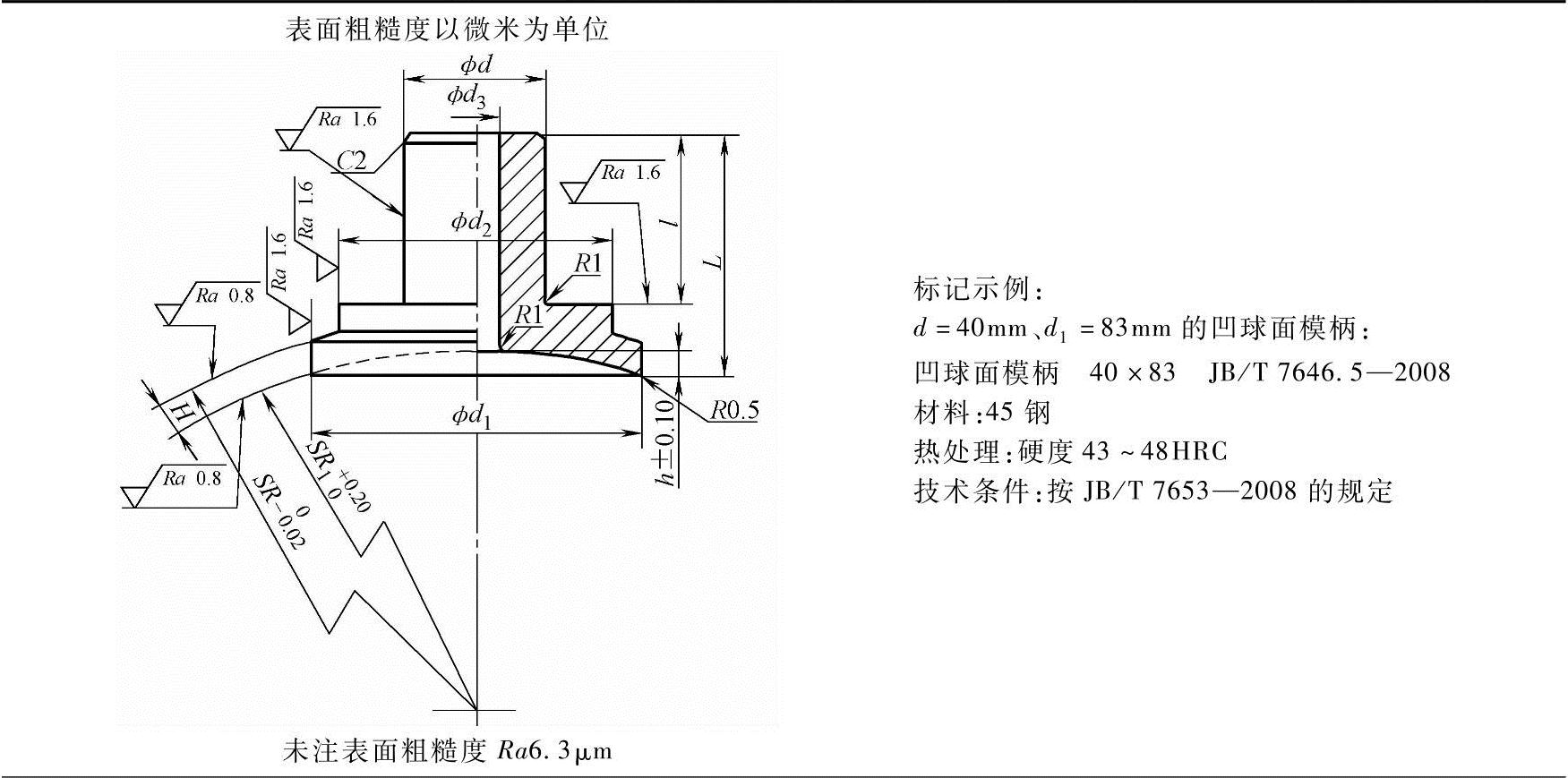
(续)
注:SR1与凸球面垫块在摇摆旋转时吻合接触面不小于80%。
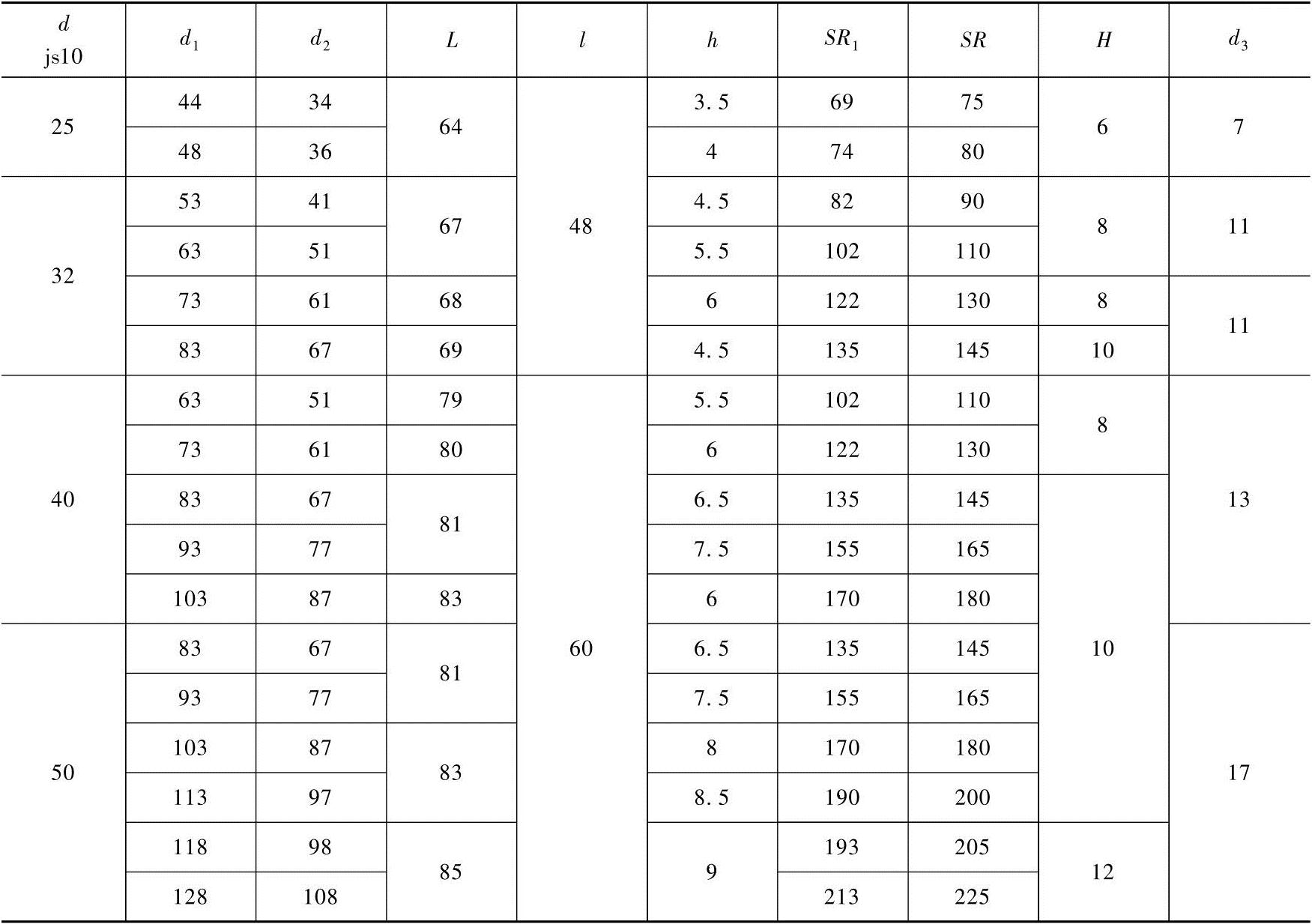
表6-96 凸球面垫块(摘自JB/T 7646.5—2008) (单位:mm)
有关多工位级进模设计实用手册的文章

5)多用塞尺可用于调节预热枪高度,确定夹具安装位置,测量焊缝的宽度。图4-5-5 预热枪支座图4-5-6 预热枪头到轨面高度2.砂模的安装1)观看砂型的外表有无裂痕或受潮,如有裂痕或受潮则砂型不能使用。2)清理砂模浇注孔浮砂,防止表面浮砂受高温脱落。5)安装夹紧装置时由一人稳住砂模另一人操作扭紧夹具。2)在预热的过程中,要对分流塞进行干燥。......
2023-06-26

AMD 的CPU 安装,从AM2 到AM3+、FM1 平台,安装方法基本相似,大同小异,关键在于使CPU 的金属小三角与主板接口上的小三角对应即可进行安装。这里,选取技嘉A770 主板和AMD 速龙II X4 630 处理器来讲解AM3 主板如何安装CPU。图7-4拉起CPU 锁紧杆与主板垂直选好金三角,对正两个三角形,很容易安装AMD 处理器,如图7-5 所示。将处理器的“金三角”与主板插槽上的三角对齐,轻放CPU,让其插入到插槽内。图7-5对正金三角安装AMD 处理器图7-6压杆归位至卡扣固定CPU......
2023-11-18

模板安装是一项繁重复杂的工作,必须在安装前按设计图纸测量放样。测量点线的精度应高于模板安装的允许偏差,重要部位应多设控制点,并进行复核,以保证结构尺寸准确和方便模板校正。钢面板有两种形式:一种是用钢板、型钢加工;另一种是用定型组合钢模板拼装。大型模板按支撑方式和安装方法不同,分拉条固定式模板、半悬臂模板、悬臂模板和自升悬臂模板。面板采用组合钢模板拼装,钢管作横向围囹。......
2023-06-29
图12-1所示为变频器周围温度的测量位置,通常变频器周围的环境温度范围在-10~+40℃之间,若环境温度高于最高允许温度值40℃时,每升高1℃,变频器应降额5%使用。图12-4 变频器控制柜的通风通常,变频器控制柜的通风方式有自然冷却方式和强制冷却方式两种。......
2023-06-24

1 拆卸Shimano双体牙盘组的第一步是用5mm内六角扳手将左侧曲柄上的两个固定螺栓松开。2 使用Shimano曲柄安装工具逆时针旋转曲柄上的防护盖,将其拆卸。拆卸这个橡胶圈,并将其放在曲柄上对应的槽上,以防丢失。Shimano生产的对应工具型号是TL-FC32,Park tool生产的同类工具型号为BBT-9。安装操作与拆卸过程完全相反。最后,安装所有的固定螺栓,并按照规定力矩拧紧。......
2023-08-30

如果计划把现在的碗组装在较老的自行车上,更换相同型号的碗组是最容易操作的。一些为速降和自由骑设计的重型碗组需要两倍的深度,即20mm。正确拆卸和安装碗组需要使用专业工具。要安装新的碗组,首先确保轴承的安装座已经处理得当——就是用铣削工具让头管的两个端面完全相互平行。不进行处理就安装碗组不仅会损坏碗组,还会损坏车架。当前叉座圈、下方的头碗、上方的顶圈都安装完毕,就可以根据碗组大修的说明进行安装了。......
2023-08-30

相关推荐