利用ADAMS软件建立的额定电流为630A的旋转式双断点塑壳断路器机构动力学模型及其简化模型如图2-33所示。图2-33 旋转双断点断路器动力学模型及其简化模型图a)断路器模型 b)简化模型低压塑壳断路器的操作机构是典型的五连杆机构。......
2023-06-15
在多工位级进模中,对于弯曲、压印、拉深成形等制件而要求又高的,可以设置微调装置进行调整相关尺寸;对于弯曲工位间隙的大小,有时也需要用微调机构来调整。因此微调装置在多工位级进模中是必不可少的一个机构。
图6-200所示为通过旋转调节螺钉推动斜楔即可调整凸模伸出或缩进的长度,当调节结束后拧紧螺母即可稳定地冲压加工。
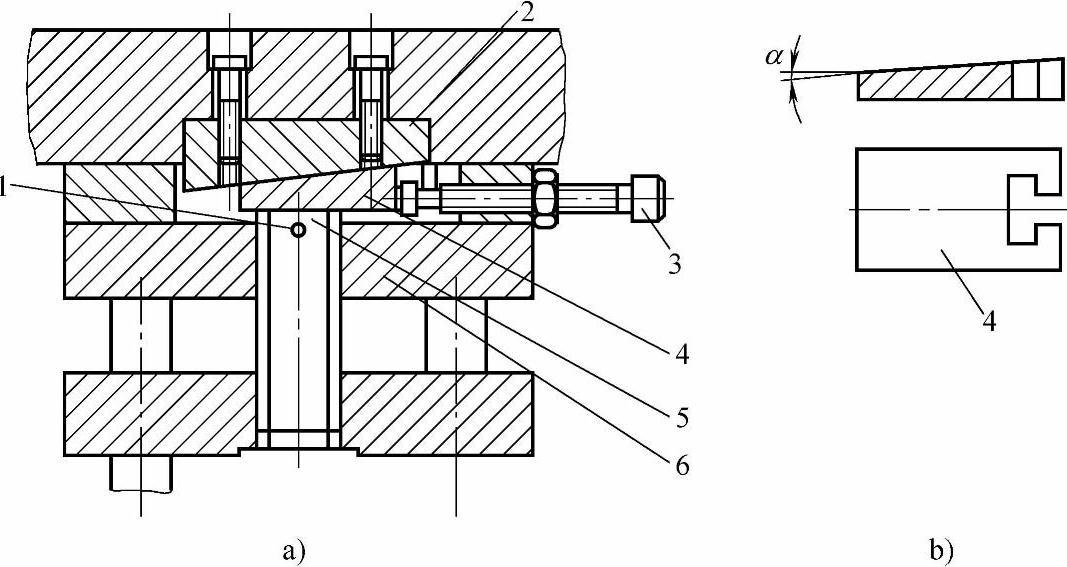
图6-200 通过旋转调节螺钉推动斜楔微调机构(一)
a)结构 b)滑块(件4)详图 1—圆柱销 2—垫板 3—调节螺钉 4—调整斜楔 5—凸模 6—固定板
特别对于板料厚度误差变化大导致制件的弯曲角度误差的制件,可通过图6-201所示的方式来快速调节弯曲凸模的位置,从而保证弯曲成形件的相关尺寸。
图6-202a所示为调节弯曲度的微调机构。利用此机构在图6-202b所示冲裁后的坯料上两处不同的地点压印,可以校正因冲裁而引起带料的弯曲变形。当制件向下弯曲时,在A处压印;反之,制件向上弯曲时,在B处压印,以消除不同的弯曲。工作时,拧紧调节螺钉5,滑块(由斜度方向不同的调整斜楔2、4通过圆柱销固定在一起)右移,压印凸模7上升压印,此时压印凸模6不起作用,并在卸料板的作用下复位。当松开调节螺钉5时,滑块左移,压印凸模6上升压印,压印凸模7此时不起作用。
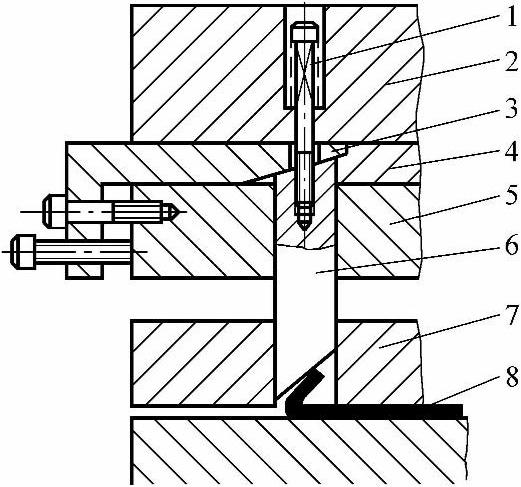
图6-201 通过旋转调节螺钉推动斜楔微调机构(二)
1—卸料螺钉 2—上模座 3—调整斜楔 4—垫板 5—固定板 6—弯曲凸模 7—卸料板 8—制件
图6-203所示为常用的调节制件扇面变形的机构。它通过调整凸模2的升出高度和所处位置来克服相关缺陷。当冲压的带料发现如图6-203a所示的扇面缺陷时,松开紧固螺钉6,将调节螺钉7向内拧,调整斜楔5则被推向内,调整凸模2在斜面作用下上浮,上端的梯形凸台作用在带料的外侧,带料被压迫由内扇面向外“伸展”,达到调整的目的。如图中放大图B所示,调整凸模2的底部为对称斜面,而上面的梯形凸台为偏心位置(见放大图A)。所以带料扇面方向与图6-203a所示相反时,则可将调整凸模2反向,梯形凸台作用在带料内侧,迫使带料向内“靠拢”。
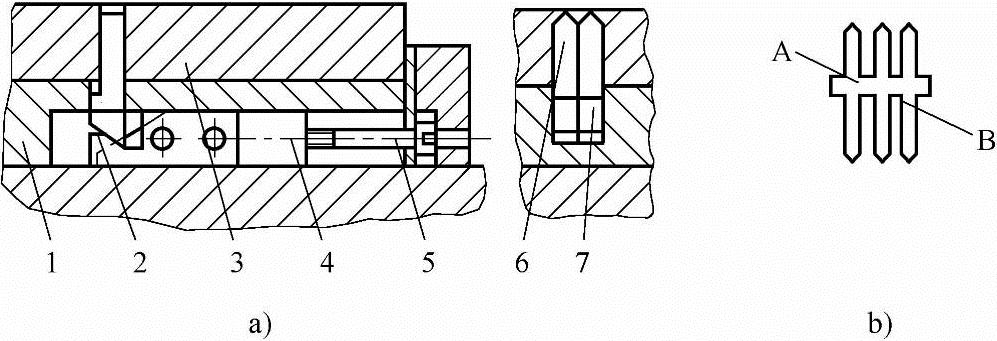
图6-202 微调压印凸点
a)微调机构 b)带料示意图
1—垫板 2、4—调整斜楔 3—下模板 5—调节螺钉 6、7—凸模
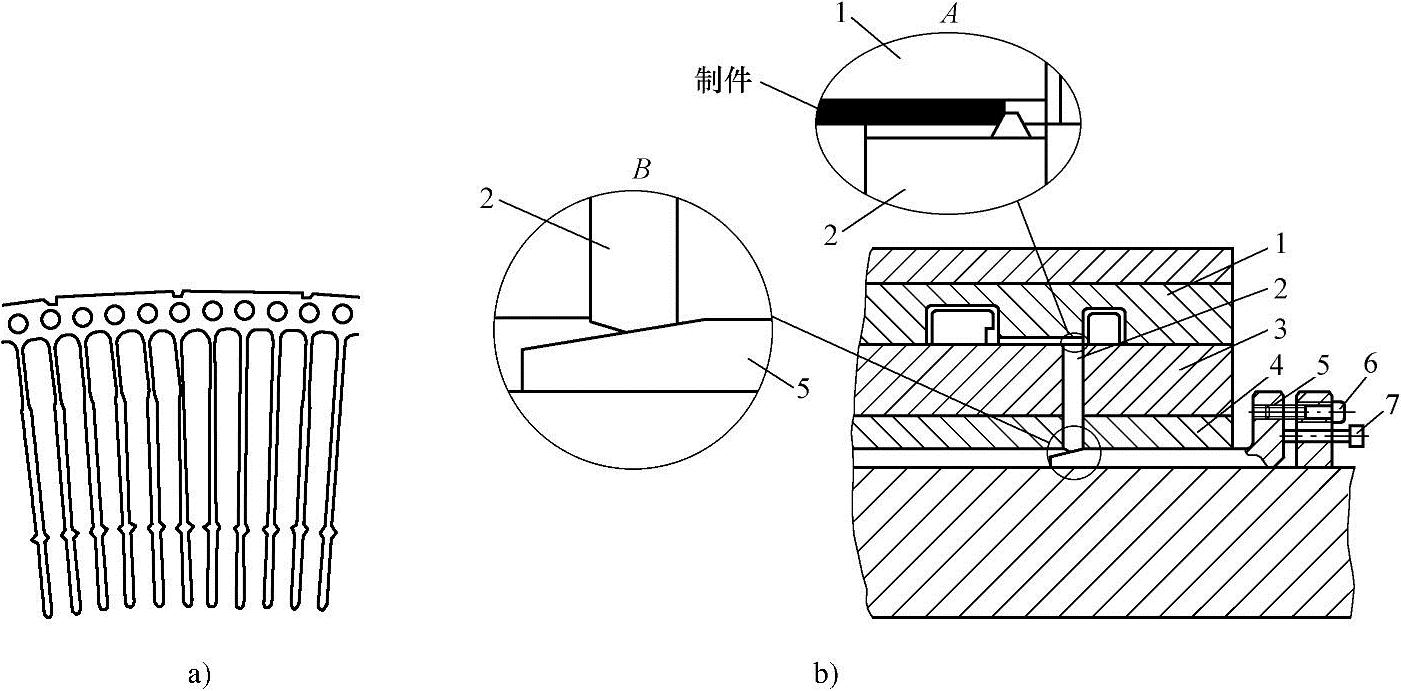
图6-203 微调扇面变形的机构
a)制件扇面缺陷 b)扇面、线距综合微调结构
1—卸料板 2—调整凸模 3—下模板 4—垫板 5—调整斜楔 6—紧固螺钉 7—调节螺钉
图6-204所示为多凸模同时被微调的机构。图示为凸模最低的位置,通过调节螺钉1的调节,在两滑块7、8的作用下,拉深凸模5作微量的上升。根据设计需要确定滑块斜度大小。如凸模往上调节量较大,则斜角取大些。
图6-205所示为水平微调弯曲凸、凹模间隙的装置。其结构在弯曲凸模侧面装一斜面滑块,滑块斜面一边开长槽,槽中安放一根偏心轴,偏心轴的另一头有螺纹段和方形头,当需要调节间隙时,驱动偏心轴使滑块上下移动,凸模与凹模在水平方向间隙能得到调整。图示中的调节量一般在0.1~0.15mm之间。
图6-206所示为拉深凸模的微调机构。调整过程如下:首先松动固定在斜楔连接块的紧固螺钉14,用内六角扳手调整调节螺钉5,利用调节螺钉5的左右旋转带动斜楔连接块7及
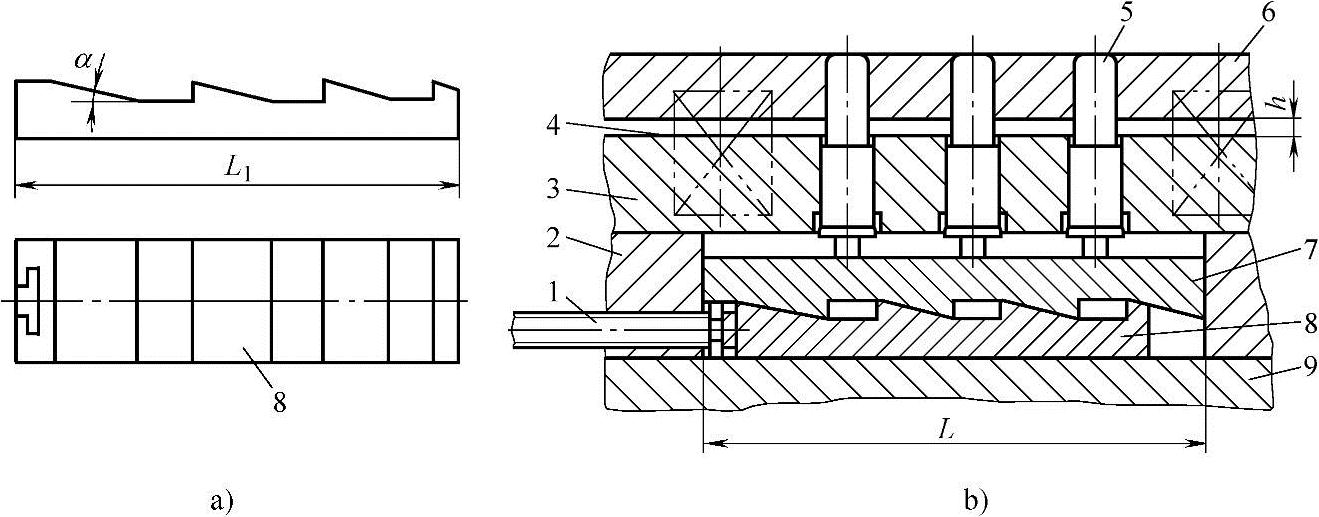
图6-204 微调等高多凸模
a)主动滑块(件8)详图 b)结构
1—调节螺钉 2—垫板 3—下模固定板 4—弹簧 5—拉深凸模 6—卸料板 7—从动滑块 8—主动滑块 9—下模座
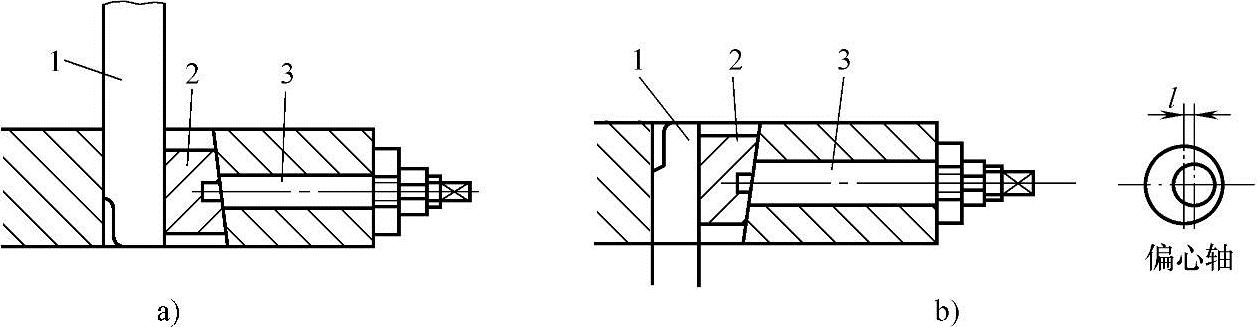
图6-205 水平微调装置
a)上凸模可调结构 b)下凸模可调结构 1—弯曲凸模 2—调整斜楔 3—偏心轴
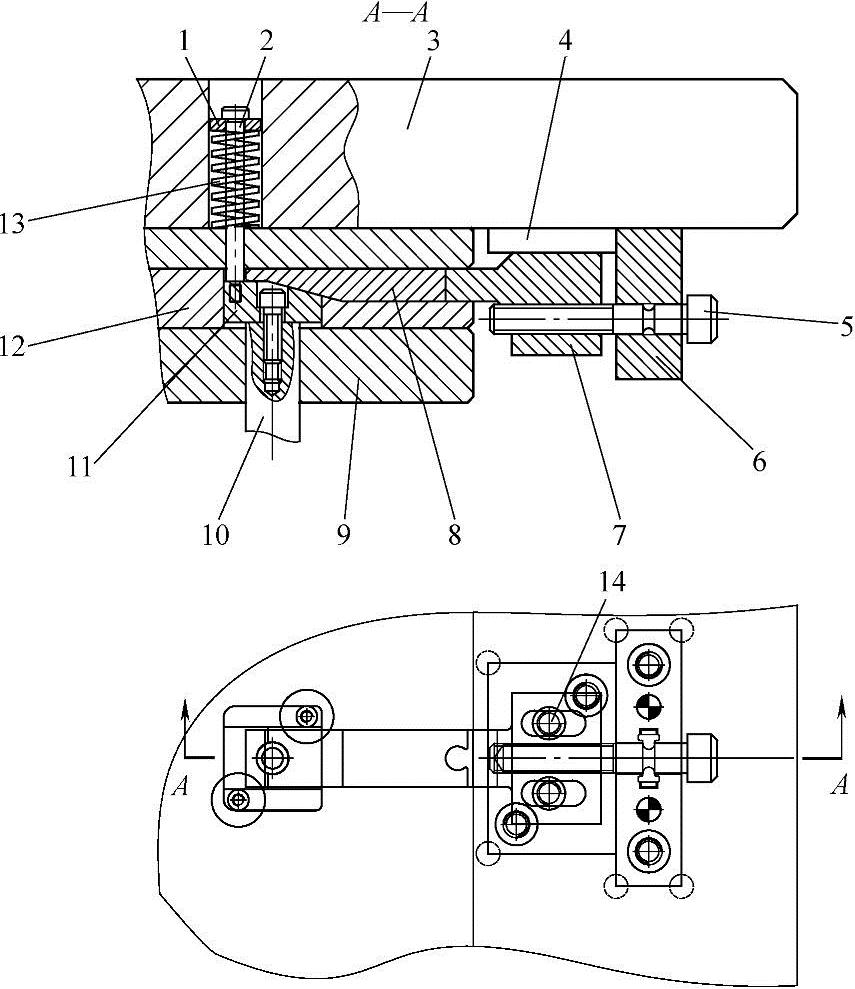
图6-206 拉深凸模的微调机构
1—垫圈 2—卸料螺钉 3—上模座 4—垫板 5—调节螺钉 6—调节挡块 7—斜楔连接块 8—调整斜楔 9—凸模固定板 10—凸模 11—微调凸模固定块 12—凸模固定板垫板 13—弹簧 14—紧固螺钉
调整斜楔8的内外移动,再带动凸模10的伸出或缩进。当凸模高度调整完毕时,再拧紧紧固螺钉14固定斜楔连接块7即可。该结构微调凸模固定块11在弹簧13的弹力下,始终紧贴调整斜楔8,使凸模10在冲压中不会上下松动。
有关多工位级进模设计实用手册的文章

利用ADAMS软件建立的额定电流为630A的旋转式双断点塑壳断路器机构动力学模型及其简化模型如图2-33所示。图2-33 旋转双断点断路器动力学模型及其简化模型图a)断路器模型 b)简化模型低压塑壳断路器的操作机构是典型的五连杆机构。......
2023-06-15

变形加工的方法很多,其中以假捻变形法应用最为广泛,由这种方法加工的变形丝具有较细的卷缩形态和均匀的变形,因而弹性好,手感柔软。图6-35三轴外摩擦式丝线受力图图6-36三轴外摩擦式假捻机构1—轴 2—轴承 3—轴承座 4—齿形皮带轮 5—齿形皮带6—摩擦盘 7—摩擦工作表面 8—导向盘 9—抛光表面图6-37皮圈式摩擦加捻器原理图(四)加热器变形机中的加热器也叫热箱,机器温度可达250℃。......
2023-06-16
环境监理机构常见组织形式与工程监理的组织形式基本一致,有直线制环境监理、职能制环境监理、直线职能制环境监理、矩阵制环境监理。矩阵制环境监理的基层环境监理组接受纵向和横向两个工作部门的指令,当纵向和横向的指令发生矛盾时,只能由环境监理总监进行协调或决策。图3-7矩阵制环境监理......
2023-11-16

本节以额定电流为250A的旋转双断点塑壳断路器某一种卡住机构为研究对象,建立多体动力学模型,仿真分析了卡住机构的运动过程,并且进行了实验验证,最后分析了卡住机构的可靠性。t2时刻动触头被斥开至最大角度,由于卡住机构作用,动触头不会发生回落现象,此时动触头被斥开的开距为18mm。......
2023-06-15
图20.8.1 模型及模型树图20.8.1 模型及模型树Step1.创建trolley层。在“直线”对话框区域的下拉列表中选择选项,选取图20.8.4所示的圆弧1的圆心;在区域的下拉列表中选择选项,选取图20.8.4所示的圆弧2的圆心;单击按钮,完成直线的添加。Step3.添加图20.8.5所示的基准平面。Step4.创建图20.8.7所示的零件特征——旋转。图20.8.10 拉伸特征图20.8.10 拉伸特征图20.8.11 截面草图Step6.设置隐藏。......
2023-06-22

表7-1 燃烧室类型和允许气门直径2.气门驱动机构气门驱动机构多采用顶置类型,分为顶置气门类型和顶置凸轮类型,如图7-2所示。如图7-2所示为机械式气门驱动机构。液压挺杆设计为气门传动机构保持最佳的气门间隙。但实际气门运动因气门传动机构构成要素的质量和强度等问题,与凸轮运动稍有差异。......
2023-06-28

如何提高断路器的开断速度是低压断路器研究的一个重点,这里采用优化和改进操作机构来达到这个目的,优化分析的具体方法与前述塑壳断路器相同。图2-49为不同刚度系数下的动触头的速度。各个轴的位置对开断速度的影响这部分工作通过ADAMS软件提供的设计研究来进行。由此,对DW45操作机构进行分析,以敏感度较大的5个变量为基础,进行机构的优化。......
2023-06-15

2.2.1 变形监测项目技术设计的基本格式封面:×××(工程名)变形监测技术设计方案单位: ××××时间: ××××扉页:项目名称: ××××监测单位: ××××编 写: ××××审 查: ××××审 核: ××××批 准: ××××目录:1. 工程概况2. 监测目的和依据2.1 监测目的2.2 监测依据3. 监测项目及要求3.1 监测项目3.2 监测要求4. 坐标系统4.1 平面坐标系统4.2......
2023-08-20
相关推荐