30kW振冲器应配以0.5m3以上的装载机;75kW振冲器应配以1.0m3以上的装载机为宜。(二) 施工顺序振冲碎石桩的施工顺序取决于地基条件和碎石桩的设计布置情况,主要有以下几种。将振冲器提出孔口,向桩孔内填料。将振冲器再次放入孔内,将石料压入桩底振密。......
2023-06-29
常规的冲压过程是凸模由上向下冲压,倒冲正好相反,即整个冲压过程是凸模由下向上冲压。
倒冲一般通过主动杆(打杆)、从动杆、杠杆、弹簧等实现动作,也可以采用两段斜楔、滑块机构来改变运动方向,实现倒冲。
1.合理应用
倒冲是多工位级进模中特殊的冲压机构。因不同于常规的冲压机构,使模具结构变得较复杂,加工、装配和调整,相对来说要求比较严,模具成本因此较高,故对制件有特殊要求时才考虑采用侧冲机构,具体在如下情况可考虑采用:
1)为了保持与制件毛刺方向的一致时,可考虑用倒冲。
2)由于制件的形状和质量有特殊要求,如采用复合冲压时的某个局部工序件采用倒冲机构。
3)为了使翻边预冲孔的毛刺方向与翻边凸模的运动方向相反,翻边预冲孔应考虑采用倒冲机构。
2.倒冲机构的设计要求
1)杠杆强度必须足够,刚性好,尤其是支承部分的强度应绝对可靠;杠杆一般做成梭状。压力较大时,可做成半圆状,以整个圆弧面为支点,强度好。
2)要有可靠而有效的复位机构。
3)倒冲凸模应有良好的导向。
4)倒冲机构应便于维修、更换和安装。
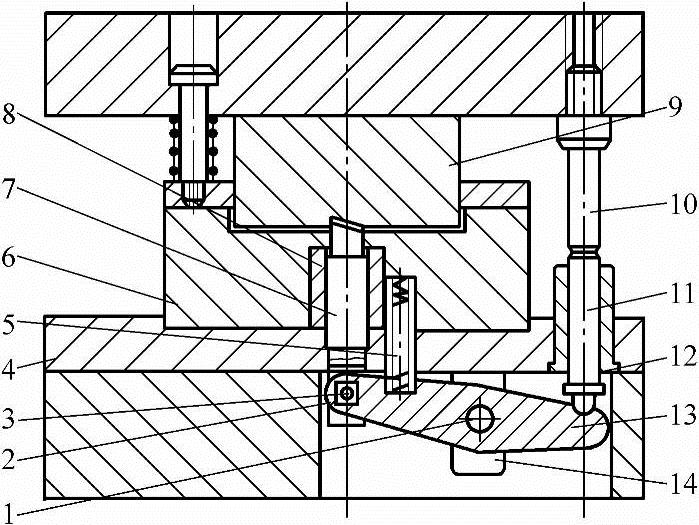
图6-195 梭形杠杆倒冲结构
1、3—轴 2—轴套 4—垫板 5—弹簧 6—凹模 7—凸模 8—护套 9—上模 10—主动杆 11—从动杆 12—导向杆 13—梭形杠杆 14—支架
3.倒冲机构应用示例
(1)梭形杠杆倒冲结构
1)如图6-195所示,在正向弯曲的同时制件底部中间有一个倒冲向上切口。模具采用杠杆式倒冲机构。梭形杠杆13安装在下模座内,它由刚性支架14支承住。主动杆10安装在上模内,从动杆装入下模垫板4内,为增加导向长度设有导向杆12。冲切凸模7与护套8之间为圆柱面滑动配合,对冲切凸模起着导向作用。冲切凸模的工作端为长方形斜面冲切刀刃,其方向由凹模上端的长方孔决定。凸模7与梭形杠杆13通过轴套2与轴3连接。轴套与轴为动配合。
倒冲后的凸模复位靠压缩弹簧5来实现。弹簧力必须足够大,须做到冲压一结束,就立即复位。
值得注意的是:两个转动轴的配合间隙不能过大,如过大了,冲压时会有间歇性振动,一般为H8/h7配合。凸模与导向套之间的动配合间隙大小与冲裁间隙有关,正常冲裁间隙时,凸模与导向套之间取H7/h6配合;小间隙冲裁时,取H6/h5配合。
2)图6-196a所示为底部45°倒冲切口成形的外壳。图6-196b所示为采用杠杆倒冲成形机构。动作原理与前面介绍的示例一样。

图6-196 45°倒冲切口成形
a)制件(材料:冷轧钢板,料厚t=0.5mm) b)模具结构 1—切口压弯凹模 2—凸模 3—滑块 4—卸料板 5—调节螺杆 6—杠杆
本结构主要特点是:切口压弯凹模1是卸料板上的镶件,扩大了卸料板的功能;根据制件的特点,切弯凸模2与凹模中心线成45°固定在滑块3上,凸模的切入深度可以在不拆卸模具的情况下,由模具外面的调节螺杆5进行调节,使用方便,能更好地控制制件的质量;滑块3的复位主要靠弹簧实现;在卸料板与固定板之间附加垫板,模具闭合状态下处在压死情况,对保证制件底部的切弯质量有较好效果。
(2)摆块式杠杆倒冲结构
1)图6-197所示为半圆形摆块式杠杆倒冲结构。基本原理与图6-195相同。但这里的杠杆是个半圆形四面体,它以整个圆形面做支承,这样强度大,使用效果好。
图6-197中传动系统的从动杆11、杠杆15和倒冲凸模6三者之间为刚性接触,无机械连接。限位螺柱12、限位杆5分别对从动杆和倒冲凸模进行限位保险,并防止其受冲击弹跳离开下模。倒冲后复位是由半圆形杠杆两侧的两个拉簧实现的。倒冲凸模只是靠其自重复位。
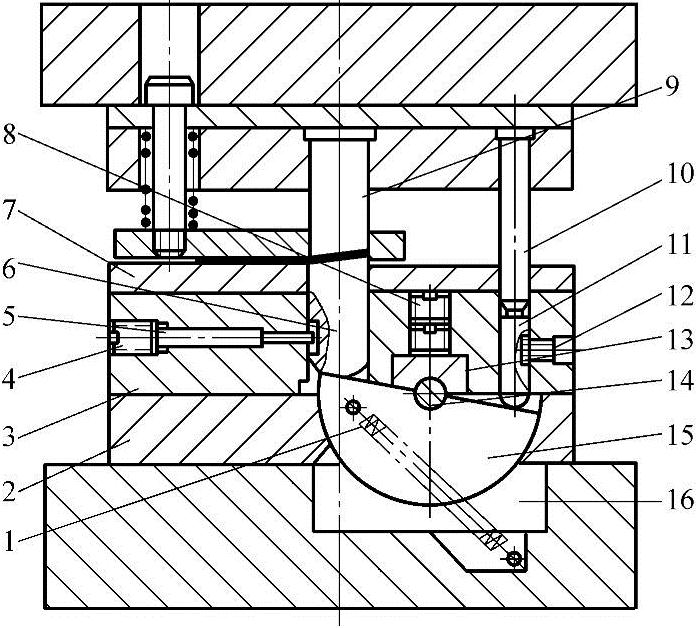
图6-197 摆块式杠杆倒冲结构
1—弹簧 2—垫板 3—下模体 4、8—螺塞 5—限位杆 6—凸模 7—盖板 9—上模 10—主动杆 11—从动杆 12—限位螺柱 13—调整压块 14—轴 15—半圆形摆块杠杆 16—凹圆弧垫板
半圆形摆块杠杆与下模座之间增加一个经过淬火处理的凹圆弧垫板16,一方面起到支承或依托的作用,便于杠杆15活动;另一方面有利于防止圆弧杠杆在冲压过程中上下窜动,对稳定工作有好处。定心小轴14是浮动的,它受调整压块13的压力控制与半圆形杠杆间隙配合,防止窜动。
2)图6-198所示为倒冲翻孔结构。此结构翻边凹模兼卸料板4是活动的。上模下行,凹模先将被加工坯件压在下模板2上面,同时凹模4在上模下行过程中也被压缩,主动杆11打动半圆形摆块杠杆18,推动翻孔凸模13由下往上进行倒冲翻孔,当模具到下死点时,翻孔结束,凹模4在限位块12的作用下对冲件可进行镦压整形。
模具回升,上模开启,侧冲机构在弹簧16的作用下复位。同时上模中的顶件器10在弹簧力的作用下,对制件进行卸料,翻边凸模13立即复位。
(3)斜滑块倒冲结构 图6-199所示为利用左、右各具有两段斜面的滑块实现倒冲功能。从图中可以看出,安装在上模的主动杆8随压力机行程下降冲击从动斜楔3、9,并带
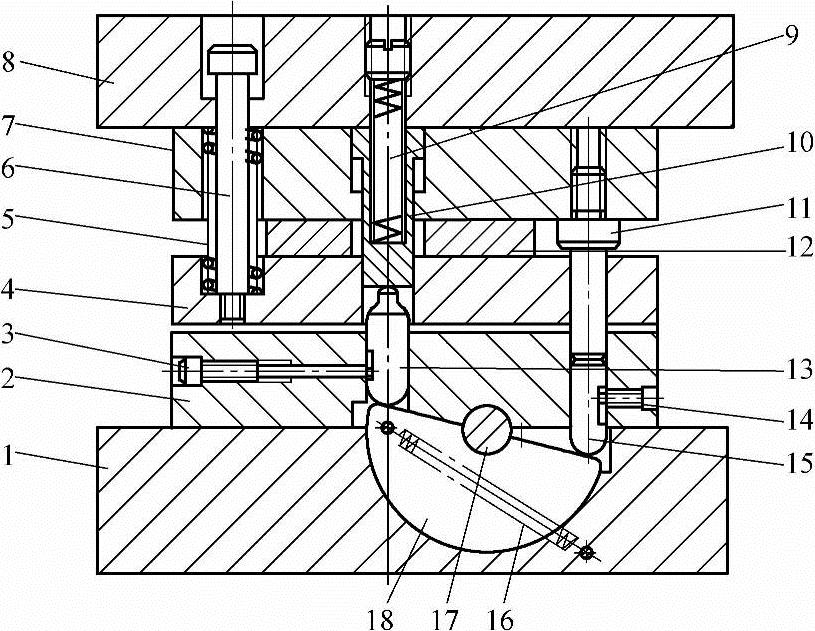
图6-198 倒冲翻边结构
1—下模座 2—下模板 3—限位杆 4—凹模兼卸料板 5、9、16—弹簧 6—卸料螺钉 7—上模板 8—上模座 10—顶件器 11—主动杆 12—限位块 13—翻孔凸模 14—限位钉 15—从动杆 17—轴 18—半圆形摆块杠杆
动左、右水平滑块1、11作水平运动,又由水平滑块的另一斜面对凸模固定板兼升降滑块10作推举向上的运动,带动凸模进行倒冲工作。
两段斜滑块机构的复位力要求较大。本结构由两级复位弹力来实现。件2是一对较大的弹簧,使水平滑块立即恢复原位;件4是一组橡胶(也可用一组小弹簧),使凸模固定板复位。
这组斜滑块的两级斜角为α、β;斜楔3、9垂直行程为A;斜滑块1、11的水平行程为B;凸模固定板10提升行程为C。
则A、B、C三者与α、β的关系是:
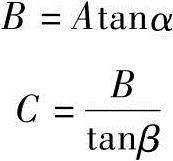
所以
所以两段斜滑块机构推举倒冲,其倒冲凸模的行程距离C,取决于斜滑块的两级斜角α、β的大小和斜楔冲击行程A的距离。

图6-199 两段斜滑块推举倒冲结构
1、11—左、右滑块 2—复位弹簧 3、9—左、右从动斜楔 4—复位橡胶 5—凸模 6—卸料板 7—顶件器 8—主动杆 10—凸模固定板兼升降滑块 12—垫板
两段斜滑块机构推举倒冲,两侧的α、β角必须一致,上下杆的长度必须相同,复位弹簧力必须相等,否则倒冲效果不好。该结构适宜用于一组同类倒冲冲压。
有关多工位级进模设计实用手册的文章

30kW振冲器应配以0.5m3以上的装载机;75kW振冲器应配以1.0m3以上的装载机为宜。(二) 施工顺序振冲碎石桩的施工顺序取决于地基条件和碎石桩的设计布置情况,主要有以下几种。将振冲器提出孔口,向桩孔内填料。将振冲器再次放入孔内,将石料压入桩底振密。......
2023-06-29

当监护人认为操作人站立位置正确,使用的安全用具合乎要求时,监护人按操作票的顺序及内容高声“唱票”,操作人应再次核对设备的名称和编号,确认无误后,复诵一遍,监护人确认无误后,发出命令“对,执行”。已执行的操作票保存3个月。发令人认可后,由操作人在操作票上盖“已执行”图章。......
2023-06-24

通过粗略估计光伏系统总发电量可以确定逆变器的数目。一般来说,逆变器的额定功率应近似等于光伏系统的发电功率,但也有一些偏差,式5-6可以作为逆变器设计容量的范围:0.7×P pv<P invDC<1.2×P pv(5-6)式中 P pv——并网逆变器的额定功率;P invDC——光伏板发电功率。当逆变器设计功率小于光伏系统功率时,应特别注意逆变器的超负荷情况,绝不允许逆变器输入电压超压。......
2023-07-02

栾政武1,栾鑫慧2,郭颂1摘要:介绍了冲裁排样与搭边的工艺设计以及模具挡料位置的设计,结合具体实例,对排样、搭边及冲裁工艺进行优化设计。关键词:排样;搭边;材料利用率;挡料位置;模具;设计中图分类号:TG382文献标志码:A作者介绍:栾政武,男,高级工程师,学士,E-mail:bfgj111lzw@163.com。......
2023-06-23

焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02

图20.7.2 修剪体特征图20.7.2 修剪体特征图20.7.3 定义目标体和刀具体图20.7.3 定义目标体和刀具体Step3.创建图20.7.4b所示的边倒圆特征。选择下拉菜单命令,系统弹出“边倒圆”对话框;在区域中单击按钮,选择图20.7.4a所示的边线为边倒圆参照,并在文本框中输入数值2.5;单击按钮,完成边倒圆特征的创建。......
2023-06-22

合同采取何种方式履行,与当事人有着直接的利害关系。但在特定情况下,提前履行也可能造成对债权人的不利,如可能使债权人的仓储费用增加,对鲜活产品的提前履行,可能增加债权人的风险等。因此,债权人可能拒绝受领债务人的提前履行,但若合同的提前履行对债权人有利,债权人则应当接受提前履行。提前履行可视为对合同履行期限的变更。......
2023-10-14

配制一系列不同浓度的NaCl和Na2 SO4混合溶液,并测出其电导率,列于表2。表2中A组为NaCl和Na2 SO4大浓度范围的混合液,全盐量浓度为50~2000mg/L。建立三组实验数据全盐量和电导率的线性关系和乘幂关系,将得到的线性回归方程和乘幂回归方程列于表3。表2浓度范围对关系曲线的影响单位浓度:mg/L;电导:μS/cm表3不同浓度范围下各回归方程的比较注表中x表示电导率,μS/cm;y表示全盐量mg/L。......
2023-06-26
相关推荐