图8-40七齿轮式卷绕机构1—卷取杆 2—卷取钩 3—刺毛辊 4—保持钩Z1—棘轮 Z2~Z7—齿轮整个卷取机构的变速传动轮系由包括首轮棘轮在内的七只齿轮组成,所以习惯上称这种卷取机构为七齿轮卷取机构。为了防止织物卷绕过程中出现松脱现象,需在卷取机构上加装织物卷绕加压装置。(二)蜗杆式间歇卷取机构蜗杆式间歇卷取机构如图8-41 所示。......
2023-06-16
1.侧向冲孔
侧向冲孔如图6-188、图6-189所示,制件一般以凹模的外形定位。为便于成形后的带料(条料)顺利送进和套上凹模,在凹模的进料端和上端分别设置导向斜度或倒圆角。图6-188所示为弹压卸料侧向冲孔结构;图6-189所示为固定卸料侧向冲孔结构;这两种卸料既起到卸料作用,同时又起导向作用。

图6-187 侧向冲压凹模结构形式
a)固定卸料侧向冲孔 b)弹压卸料侧向冲孔 c)侧向成形 1—冲孔凹模 2—固定卸料块 3—冲孔凸模 4—弹压卸料块 5—弹簧 6—凹模固定块 7—成形顶块 8—顶杆
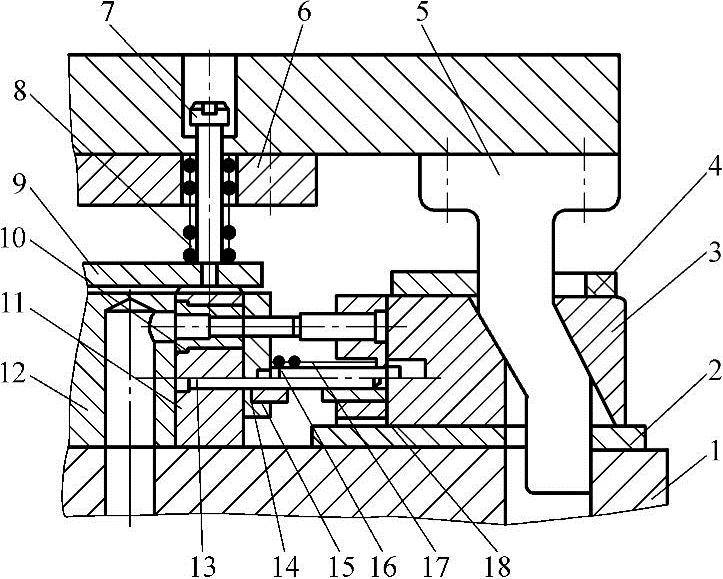
图6-188 弹压卸料侧向冲孔结构
1—下模座 2—垫板 3—滑块 4—盖板 5—斜楔 6—固定板 7、16—卸料螺钉 8、17—弹簧 9、15—卸料板 10—凹模镶件 11—凹模固定板 12—凹模座 13—小导柱 14—小导套 18—凸模固定板
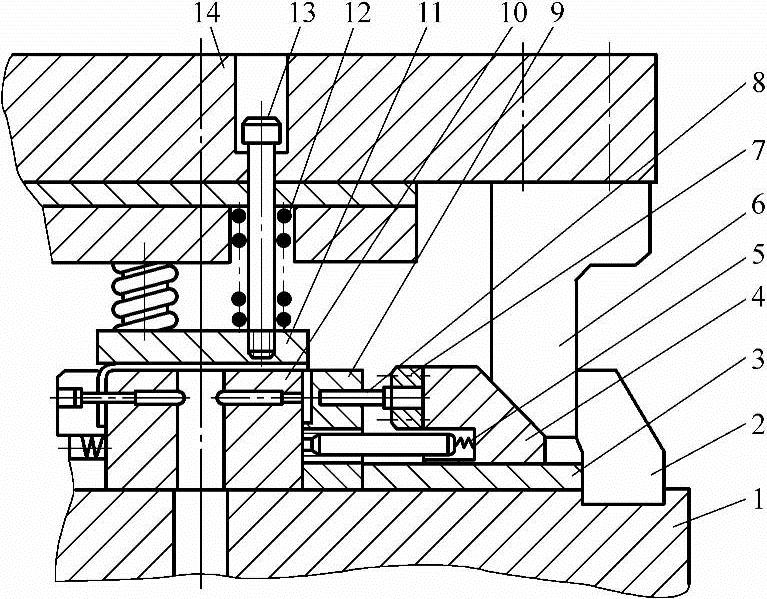
图6-189 固定卸料侧向冲孔结构
1—下模座 2—斜楔挡块 3—垫板 4—斜滑块 5、12—弹簧 6—斜楔 7—凸模固定板 8—凸模 9、11—卸料板 10—凹模 13—卸料螺钉 14—上模座
2.侧向弯曲冲压
图6-190所示为对称双向卷圆的结构,当压力机行程到达下死点时,斜楔推动斜滑块使制件卷圆。上模上行,弹性复位,制件随带料(条料)浮顶器的推顶而浮离下模面,以便带料(条料)顺利送进。
图6-191所示为多工位级进模常见的弯曲、切断复合工艺。该工艺的冲压动作是:弯曲成形与切断是同时进行的,上模上行,利用顶杆11将制件顶出下模面,再利用压缩空气吹出即可。

图6-190 对称双向卷圆的结构
1—下模座 2—斜楔挡块 3—带成形滑块 4—芯柱 5、9—弹簧 6—垫板 7—凹模镶件 8—卸料板 10—斜楔
图6-192所示为斜楔机构弯曲成形,在多工位级进模中为使模具结构紧凑,通常将斜楔和滑块安装在卸料板内。上模下行,滑块9首先将工序件压在下模顶块4上,由于下模顶块4下的弹簧力大于滑块9的弹簧力,卸料板13上的弹簧力又大于下模顶块4下的弹簧力,因此,使运动有节奏的进行。当滑块9与顶块4接触后,滑块9首先随着轨道向上回升,并在斜楔8作用下作侧向运动。当滑块9与A面接触时,侧向运动停止。上模继续下行,顶块4被压下,这时,带料(条料)上的工序件开始实现斜楔机构弯曲工作。

图6-191 弯曲、切断复合工艺结构
1—下模座 2—切断凹模 3—弯曲凹模 4—切断凸模 5—卸料板 6—导正销 7—弯曲凸模 8—挡块 9—弯曲成形摆动凸模 10—斜楔 11—顶杆 12—弹簧
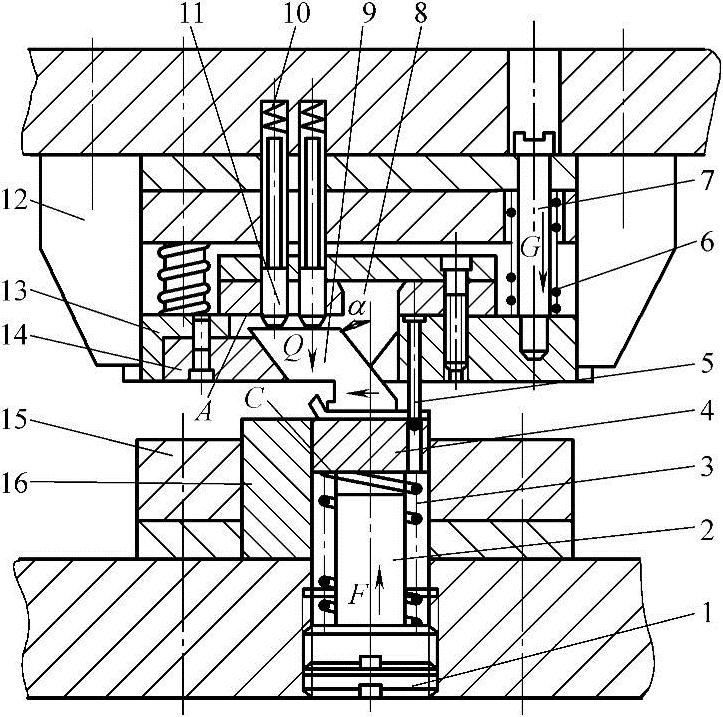
图6-192 斜楔机构弯曲成形
1—螺塞 2—弹簧芯柱 3、6、10—弹簧 4—顶块 5—导正销 7—卸料螺钉 8—斜楔 9—滑块 11—顶杆 12—导向块 13—卸料板 14—卸料板镶件 15—下模板 16—弯曲凹模
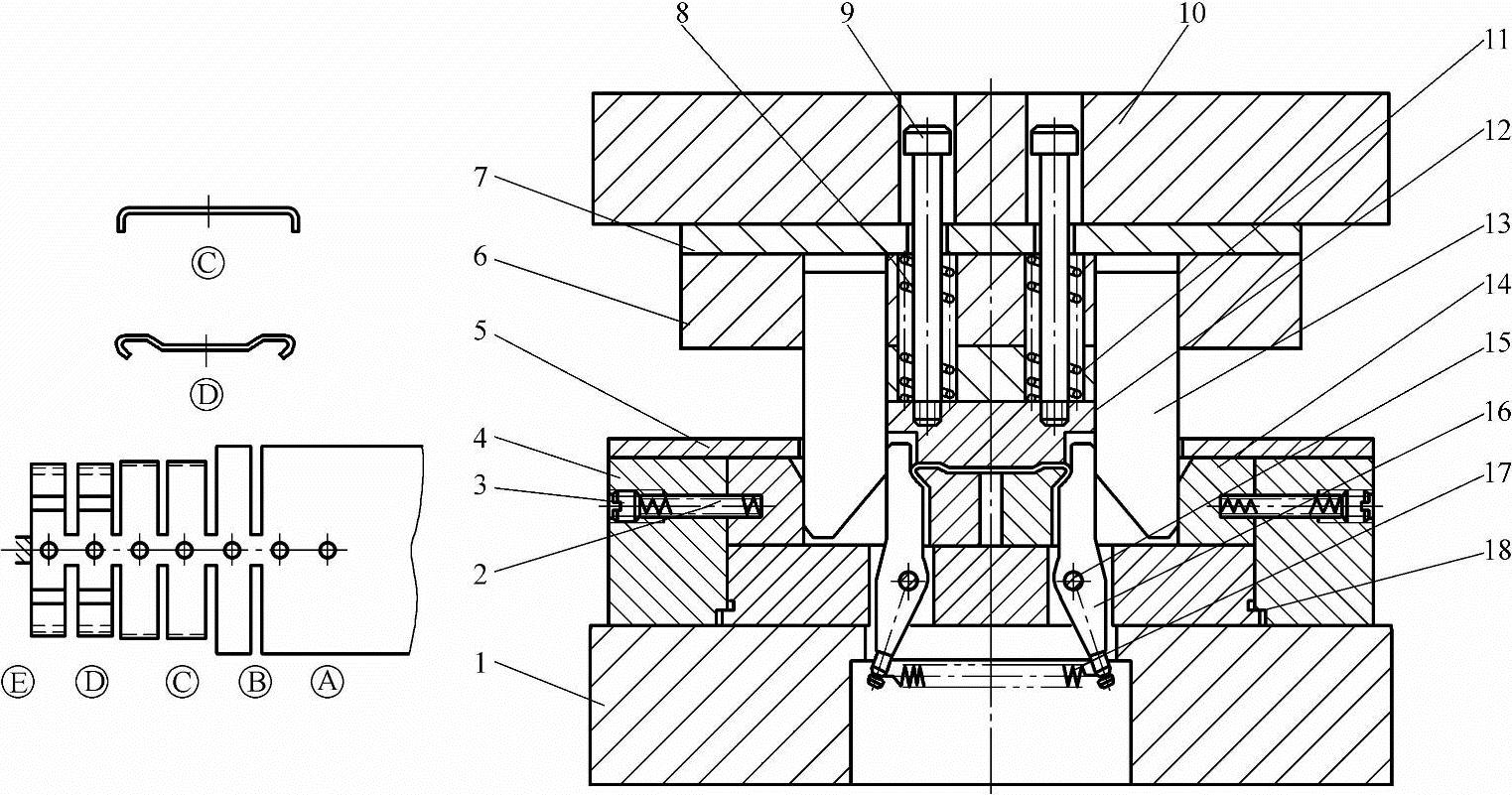
图6-193 侧向对称弯曲成形结构
1—下模座 2、8、17—弹簧 3—螺塞 4—挡块 5—盖板 6—固定板 7—固定板垫板 9—卸料螺钉 10—上模座 11—镦压垫块 12—上模型芯 13—斜楔 14—滑动模块 15—小轴 16—摆动块 18—支承板
图6-193所示为侧向对称弯曲成形结构,从图中可以看出,该结构采用斜楔挤压摆动块16进行弯曲,下模以滑动模块14加强整形,由一对复合斜楔13先后带动上述两部分工作。其工作过程为:首先上模型芯12在弹簧力的作用下将制件压在下模滑动模块14上,并对制件的上表面进行预压。随着上模继续下行,带复合形面斜楔13的外斜面首先冲击滑动模块14向两外侧移动到指定的位置。接着斜楔13的内斜面又挤压两个摆动块16向中心摆动,将制件挤压内收45°弯曲成形。此时上模型芯12在镦压垫块11的镦压下对制件上面进行整形加工。上模回程,摆动块在弹簧17的作用下立即复位,随之滑动模块14也在弹簧2的推力下两件合并复位,这样带料的浮动送进就不受下模模块的影响,以保持连续送进冲压。
3.侧向抽芯结构
在多工位级进模中,特别是对要求高的卷圆等制件,为保证制件的圆度,在卷圆件的内圆中设置芯轴,从而实现抽芯结构,抽芯通常从侧面送进和抽出。有部分特殊的侧向抽芯机构不仅要有侧向水平运动,芯轴还需同时有上下升降运动。如图6-194所示为侧向抽芯机构,其结构特点如下:芯轴和斜滑块分为两部分。芯轴11在可以浮动的芯轴座13上进行滑动,滑块体3的前端装上一块经淬火处理的垫块7,对芯轴进行冲击运动。芯轴在芯轴座的带动下,既作上下运动,又在斜滑块的冲击下作水平运动,从而满足侧向抽芯的动作。
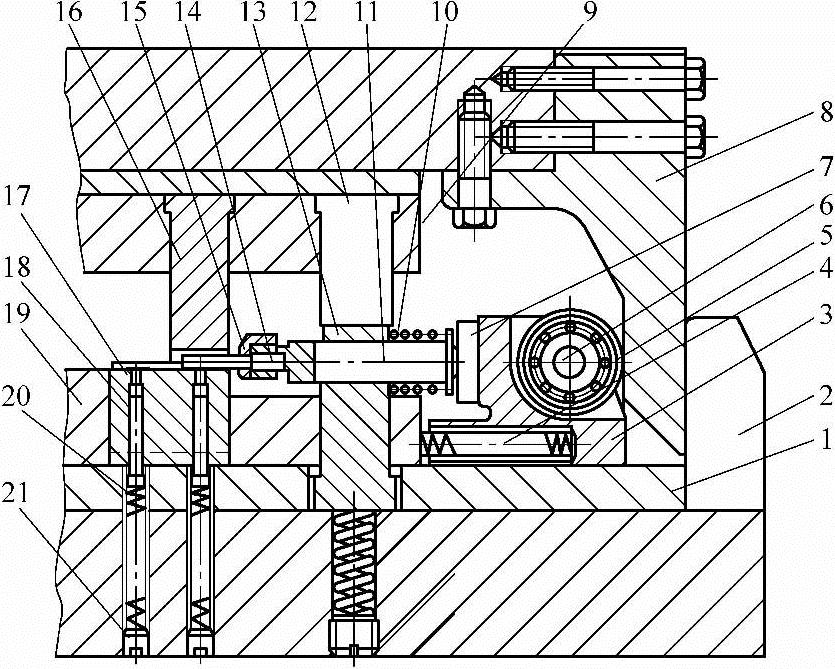
图6-194 侧向抽芯机构
1—垫板 2—挡块 3—滑块体 4、10、20—弹簧 5—轴承 6—轴 7—垫块 8—斜楔 9—固定板 11、14—芯轴 12—压块 13—芯轴座 15—螺母 16—成形上模 17—成形凹模 18—顶杆 19—下模板 21—螺塞
有关多工位级进模设计实用手册的文章

图8-40七齿轮式卷绕机构1—卷取杆 2—卷取钩 3—刺毛辊 4—保持钩Z1—棘轮 Z2~Z7—齿轮整个卷取机构的变速传动轮系由包括首轮棘轮在内的七只齿轮组成,所以习惯上称这种卷取机构为七齿轮卷取机构。为了防止织物卷绕过程中出现松脱现象,需在卷取机构上加装织物卷绕加压装置。(二)蜗杆式间歇卷取机构蜗杆式间歇卷取机构如图8-41 所示。......
2023-06-16

烧杯常用GG17料、95料及其他硬质料制造。三角烧瓶也称为锥形瓶,加热时可避免液体大量蒸发,反应时便于摇动,在滴定操作中经常用它作为容器。有蒸馏烧瓶、分馏烧瓶和刺形分馏烧瓶。蒸馏较易挥发的物质时,应选用支管位置较高的蒸馏烧瓶;蒸馏沸点较高的物质时,应选取支管位置较低的蒸馏烧瓶。连接蒸馏烧瓶与冷凝器时,穿过胶塞的支管伸入冷凝器内部分不应少于4~5cm。......
2023-10-28

目前,在生产中所用的刀具材料主要是高速钢和硬质合金两类。碳素工具钢、合金工具钢因耐热性差,仅用于手工或切削速度较低的刀具。硬质合金的常温硬度达89~93HRA,在800~1 000℃时硬质合金还能进行切削,刀具寿命比高速钢刀具高几倍到几十倍,可加工包括淬硬钢在内的多种材料。表2-4切削用硬质合金的牌号与用途分组代号表2-5不同硬质合金刀具的应用范围......
2023-06-29

轴向紧固装置种类很多,一般根据轴承类型、轴向载荷大小、转速的高低以及在轴上的位置和装拆条件等决定。轴向载荷较大时轴承内圈一般多采用锁紧螺母、止动垫圈紧固;轴承外圈多采用端盖、螺纹环紧固。当轴向载荷较小和转速较低时,轴承内圈多采用轴用弹性挡圈、紧定套、退卸套等紧固;轴承外圈多采用孔用弹性挡圈、止动环等紧固。下面介绍一般常采用的紧固装置。适用于转速不高、轴向载荷不大的光轴。......
2023-06-26

滑块在斜楔的作用下侧向冲压,需要有可靠、及时而准确的复位。滑块的复位主要有弹性复位和刚性复位两种。该装置适用于侧向冲压移动距离s较小的中、小型模具。如图6-182b所示,该结构设置在模具冲压区外,因空间较大,也可以使用较大力矩的弹簧,因此复位力也较大。如图6-183所示,该模具的结构是:在冲压结束后,模具回程时,利用斜楔自身的作用使滑块复位。......
2023-06-26

另外有些绝缘纸板在制作过程中不掺杂棉纤维,这种绝缘纸通常称为青壳纸,主要用做绝缘保护和补强材料。图2-1 绝缘纤维制品的实物外形相关资料绝缘纸根据其组成材料又可分为植物纤维纸和合成纤维纸两种。由于这些特性,绝缘纸板在工厂电工用料中常用做变压器油的绝缘和保护材料。......
2023-06-24

下面举几个应用实例。当冲压生产中发生意外故障,高度限位柱还起到一定的保护作用。图6-210中垫片2、5是专用的不锈钢薄片,刃磨后垫入,以保证冲裁刃面位置和原始闭合高度不变。当模具不用时,将保护垫1放入两限位柱之间,使上下模工作部分离开。但这种情况应当将此部分卸料板与整体卸料板分开才能使用。......
2023-06-26

查询分析可以对确定无法进一步处理的规范化查询予以拒绝,拒绝的主要原因是该查询的变量类型是不正确的,或者语义是不正确的,等等。 假设有三个关系,分别是Student(学生)、COURSE(课程)和SC,我们来看下面的SQL查询:Select sname,cnof rom Student,SC,COURSEwhere Student.sno=SC.sno AND cname="CAD/CAM"AND age=23图7.1为了对应例7.2的查询图,分为两个不相连的子图。拒绝该查询,或者假设存在一个蕴含SC和COURSE的连接或笛卡儿积运算。图7.1不相连的查询图......
2023-10-28
相关推荐