2)滑块的长度尺寸L2应保证当斜楔开始推动滑块时,推力的合力作用线处于滑块长度之内,如图6-177所示。表6-88 α与s/s1的关系2)滑块倾斜运动。图6-180 滑块水平运动s—滑块行程 s1—斜楔行程图6-181 滑块倾斜运动s—滑块行程 s1—斜楔行程表6-89 α和β与s/s1的关系......
2023-06-26
滑块在斜楔的作用下侧向冲压,需要有可靠、及时而准确的复位。滑块的复位主要有弹性复位和刚性复位两种。
1.弹性复位
弹性复位一般采用弹簧力复位。如图6-182a所示,该结构设置在模具内,因空间有限,一般只能使用较小的弹簧,因此复位力也较小。该装置适用于侧向冲压移动距离s较小的中、小型模具。
如图6-182b所示,该结构设置在模具冲压区外,因空间较大,也可以使用较大力矩的弹簧,因此复位力也较大。该装置适用于侧向冲压移动距离s较大的模具。
2.刚性复位
刚性复位为机械复位,一般是通过斜楔对滑块作往复力的传递来实现。如图6-183所示,该模具的结构是:在冲压结束后,模具回程时,利用斜楔自身的作用使滑块复位。图6-183a所示的结构刚性较好,动作可靠,但磨损较大。图6-183b所示的结构以滚轮代替斜面,运动时为点、线接触,磨损小,但刚性差,比较适合于小型模具。
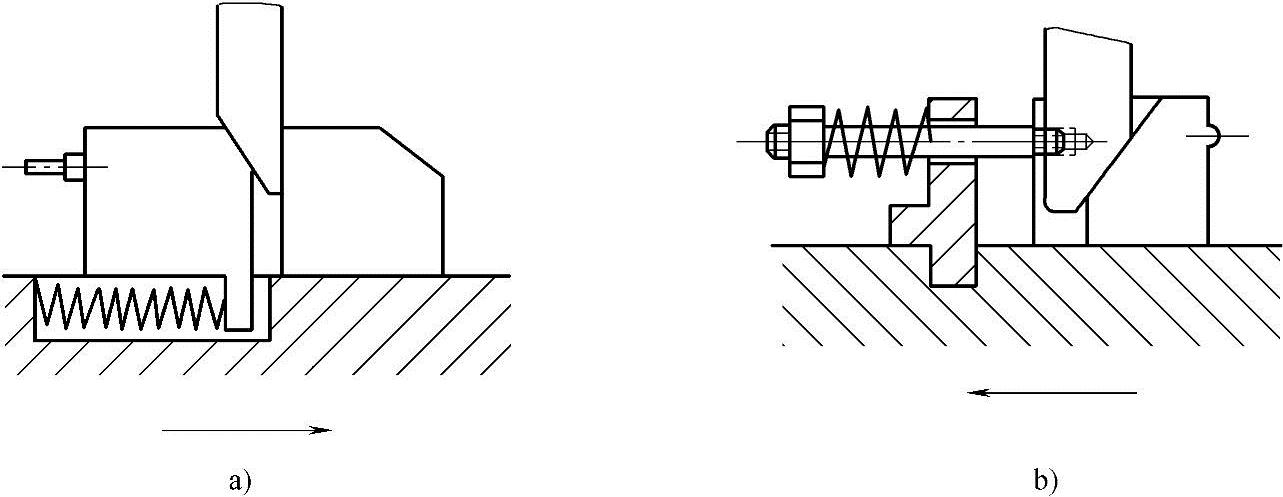
图6-182 弹性复位装置

图6-183 刚性复位装置
当模具侧向冲压工作零件在对冲压件弯曲时,有时会受到厚料的偏差、模具制造累积误差以及弯曲成形工艺的影响,导致凸、凹模局部干涉,在这种情况下,采用刚性复位较为可靠。因为刚性复位机构兼有侧向冲压和复位双重功能。
有关多工位级进模设计实用手册的文章

2)滑块的长度尺寸L2应保证当斜楔开始推动滑块时,推力的合力作用线处于滑块长度之内,如图6-177所示。表6-88 α与s/s1的关系2)滑块倾斜运动。图6-180 滑块水平运动s—滑块行程 s1—斜楔行程图6-181 滑块倾斜运动s—滑块行程 s1—斜楔行程表6-89 α和β与s/s1的关系......
2023-06-26
图5-27 冲切制件留载体3.留载体也留制件留载体也留制件这种方式常常用于满足后步工序的需要,带料(条料)上的制件虽经多工位级进模冲压结束了,但仍留在载体上,如小电流接线端子。......
2023-06-26

活动情境观察液压试验台上各种液压元件的结构和形态以及工作过程。任务要求1.掌握各液压元件的作用和特点。图5.9液压泵的分类泵职能符号如图5.10所示。液压泵基本工作条件①形成密封容积。输出功率和输入功率之比值,称为液压泵的效率η。......
2023-06-30

图6-191所示为多工位级进模常见的弯曲、切断复合工艺。当滑块9与顶块4接触后,滑块9首先随着轨道向上回升,并在斜楔8作用下作侧向运动。如图6-194所示为侧向抽芯机构,其结构特点如下:芯轴和斜滑块分为两部分。......
2023-06-26

HFC系统的典型结构如图11.17所示,它由馈线网、配线网和用户引入线3部分组成。图11.17典型HFC网络结构①馈线网是指从前端(局端)至光节点之间的部分,大致对应CATV 网的干线段。与传统CATV 网不同的是,HFC系统的分支器允许交流电源通过,以便为用户话机提供振铃电流。图11.18给出了HFC技术的一个典型应用示例,它采用调制技术和模拟传输技术实现话音、数据和视频业务的综合接入。图11.18HFC系统原理示意图......
2023-06-26

CNN模型具有自动的特征学习能力,能够从输入图像中逐层提取从简单到复杂、从底层到高层、从具体到抽象的特征,并实现图像分类。CNN模型中常用的功能单元如下。但是,当利用其他研究人员发布的预训练CNN模型时,需要考虑相关人员在预训练模型时对输入数据的具体操作。图6-2图像卷积操作和传统的神经网络不同,CNN中的卷积层具有两个核心特点:①局部连接。......
2023-06-29
图3-20 结构优化后,打击杆的应力应变分布云图与1688号节点的应力应变时间历程曲线a)应力分布云图与1688号节点的应力时间历程曲线 b)应变分布云图与1688号节点的应变时间历程曲线结构优化后,打击杆分别选用A3钢、调质45钢和调质40Cr时的寿命分布云图如图3-21所示,可见:1)结构优化后的打击杆中间部分寿命较长,原打击杆中间凸台部分的薄弱环节已经消除,这是由于结构优化后的打击杆中间部分为一整个圆柱,应力集中现象消除。......
2023-06-15

由于斜楔有两个面与上模座或固定板结合,又有水平、垂直两个方向与上模板固定,因此装配后十分可靠,拆装、调整也方便。叠装压紧式 如图6-184d、e所示,它在斜楔的安装部分加工出比较大的安装面,然后这部分直接与上模座接触,一般采用螺钉、销钉固定。滑块与下模座或凹模垫板之间的配合要耐磨,有资料介绍,当滑块的滑动面单位面积上的压应力超过50MPa时,应设置防耐磨板,以提高模具的使用寿命。......
2023-06-26
相关推荐