经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26
在多工位级进模中顶出装置主要是对制件或废料具有顶出作用。图6-169所示为常用弹顶装置结构。图6-169a为弹簧顶出装置;图6-169b为橡皮顶出装置。这两种结构所占空间大,顶出力也大,弹顶的部分一般都装在模座的下面,使用时要考虑压力机工作台孔大小的位置。如压力机工作台面孔过小,那么在模具闭合高度允许的条件下加下模垫块。为保证顶出装置动作灵活、平稳、可靠,顶杆的长度必须一样平齐,顶件器高出凹模平面要适当。推板和顶杆应有一定的硬度,以免长时间使用引起变形。
图6-170所示为多工位级进模中部分安装在模具内部的顶出装置。图6-170a结构简单、紧凑,在顶出力不大的场合应用最多;图6-170b为多弹簧顶出结构,顶件力较大;图6-170c为内外弹簧顶出结构,此结构内外弹簧的旋向要相反。
图6-171所示为两种标准结构的弹顶器,它和图6-169所示的结构相比,共同点是弹顶部分均装在模具的外面使用。图6-171a使用时要固定在下模座上,而图6-171b一般放在压力机的工作台孔内使用,并且小的废料可通过中间的空心管往下落。弹压力的大小可通过调节螺母1得到。
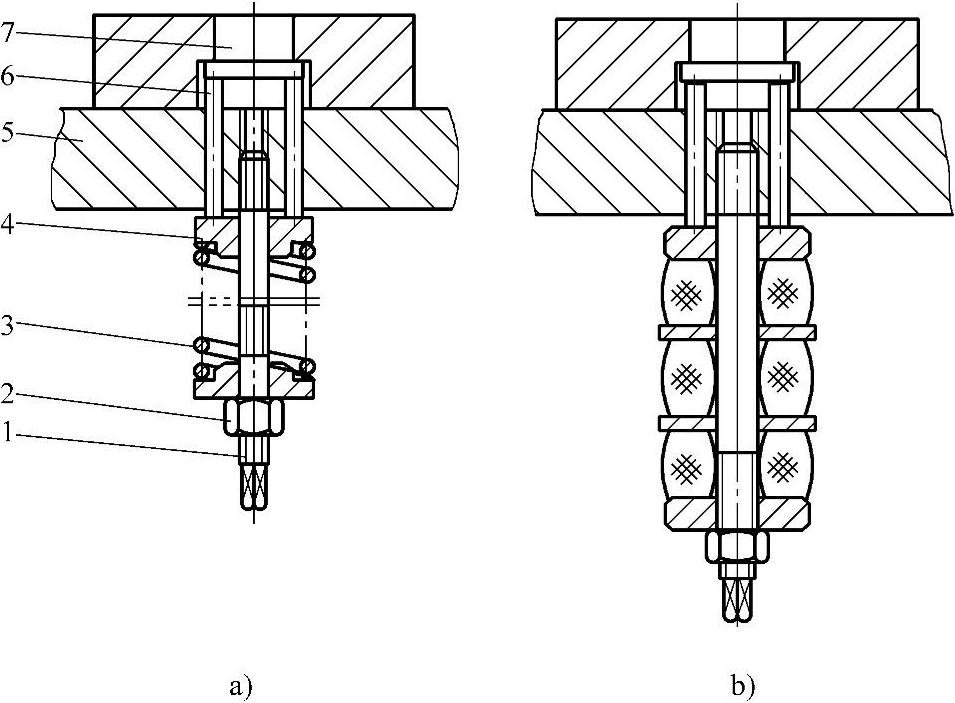
图6-169 常用弹顶装置结构
1—螺杆 2—螺母 3—弹簧 4—推板 5—下模座 6—顶杆 7—顶件器

图6-170 模具内部的顶出装置
1—螺塞 2—弹簧 3—顶件器 4—凹模 5—下模座
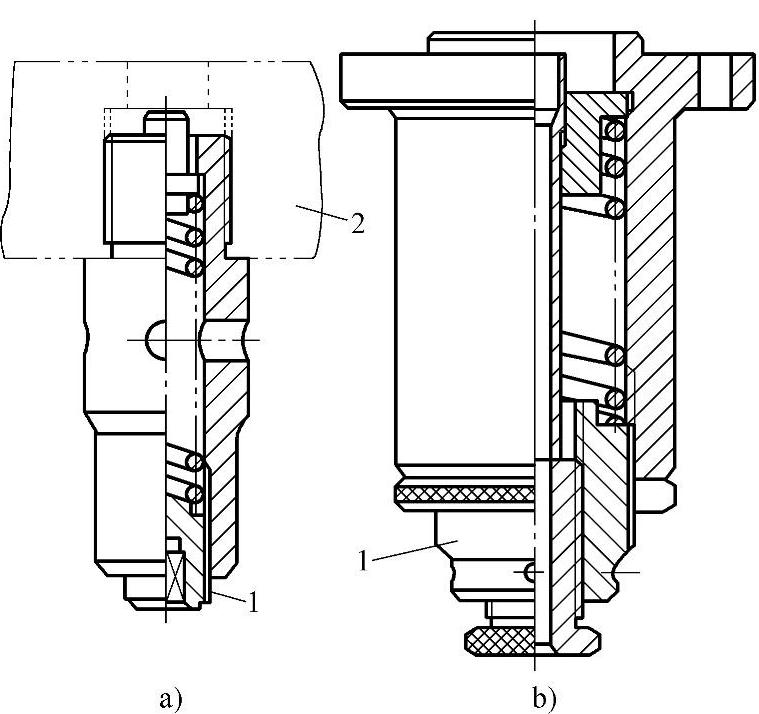
图6-171 模具通用弹顶器
1—调节螺母 2—下模座
有关多工位级进模设计实用手册的文章

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2023-06-26

图7-7 垫圈多工位级进模结构1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。在第二工位落料时,由导正销5精确定位,这样可保证垫圈孔与外圆同心。......
2023-06-26

经分析,采用多工位级进模进行冲压较为合理,以中间的腰圆孔为冲压时的精定距。图7-30 端罩图7-31 排样图3.模具结构设计图7-32所示为端罩多工位级进模的结构。......
2023-06-26

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2023-06-26
因该制件年产量大,经分析采用多工位级进模冲压较为合理。图7-8 连接板图7-9 排样图3.模具结构设计连接板多工位级进模结构如图7-10所示。其结构特点如下:图7-10 连接板多工位级进模结构1—下模座 2—凹模 3—导料板 4—定位销 5—卸料板 6—卸料螺钉 7—凸模固定板 8—垫板 9—橡胶 10—落料凸模 11—大孔圆凸模 12—小孔圆凸模 13—活动导料销 14—弹簧 15—承料板1)该模具采用中间滑动导柱模架制造。......
2023-06-26

多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2023-06-26
导正销布置在带料不参与变形的中间连接桥部位。图7-40 排样图3.模具结构设计图7-41所示为电器插座多工位级进模结构图。首次带料送进粗定位是依靠自动送料机构,上模下行冲切制件周边废料和导正销孔。因此在②、③、④工位各设置一个导正销,既作带料的精定位,又可防止带料偏摆。......
2023-06-26
相关推荐