钎缝的成分和组织在整个接头区内是不均匀的。扩散区是由钎料组分向母材中扩散所形成的。图3-1-21 钎缝区组织示意图图3-1-22 Ni-Cr-B-Si钎料钎焊小间隙钎缝时的显微组织大量的试验结果表明,影响钎焊接头性能的区域主要在界面区。而对于接触反应钎焊,完全是通过原子的扩散得到液态的共晶组织,因此接触反应钎焊的钎缝组织,凝固后基本上是完全的共晶组织。固溶体组织一般具有良好的力学性能,对接头性能是有利的。......
2025-09-29
1.废料回跳的原因
废料回跳主要与下列因素有关:
(1)废料受凸模真空吸附的作用 在多工位级进模冲压时,凸模冲切下的废料,因受到弯矩的作用,中心部位发生弯曲,四周却与凸模紧密贴合,冲切下的废料受到一个大气压向上的力,废料的上表面与凸模之间是真空负压,从而产生一个压力差吸附在凸模上。随着模具的开启,而跳出模面。另外在高速冲压中,为了给模具散热以及润滑凸凹模,往往会在带料(条料)送入模具前,给它涂上切削油,这会产生类似吸附剂的作用。如果切削油的挥发性差、黏度高、加的量过大,废料与凸模的真空吸附现象会更加明显。
(2)电磁力的效应 在多工位级进模上的很多零部件是通过研磨加工出来的。一般的磨床都是利用电磁平台的磁力装夹零部件。如果加工结束后,没有对零部件的残余磁性进行消磁处理,对于黑色金属材料就会因为磁力随着凸模吸附上升,发生废料回跳的现象。
(3)凸模活塞效应以及加速度的影响 当模具闭合到下死点时,模具内部卸料板和材料紧密地包在凸模周围,紧紧地压死在凹模刃口上,形成一个相对真空负压,此时上模回升,凸模先从凹模中抽出,由于冲切下的废料受到下面一个大气压力与上面真空之间的压力差,而随着凸模一起上升,就像活塞在气缸里运动,称为活塞效应。由于速度以及惯性作用的影响,凸模上升得越快,就越容易发生活塞效应。在生产现场常遇到模具在高速正常生产时频繁地废料回跳,此时将模具的运行速度降下来就不会出现废料回跳,这就是活塞效应引起的。
(4)凸模磨损的影响 模具在长时间使用后,凸模的有效刃口部分都会磨损。废料被切下后,毛刺会变大,毛刺会按照磨损后的凸模刃口形状形成根部很厚的大毛刺,在凹模的挤压作用下,会紧紧黏附包裹在凸模刃口部位,随着凸模一起上升而吸附跳出模面。
(5)冲裁间隙的影响 按理论上说,冲切后的废料与凹模相接触的部分是光亮带,当冲裁间隙合适时,光亮带通常占料厚的1/3~1/2;高精密多工位级进模冲压的光亮带所占的比例会更高,比如采用反切法可以做到接近100%的光亮带。当废料的光亮带所占断面的比例越大,与刃口的接触面积越大,两者之间的咬合力也越大。当冲裁间隙过大时,材料所受的拉伸作用增大,接近于胀形破裂,光亮带所占的比例减小,因材料弹性回复,废料尺寸向实体方向收缩,冲下的废料尺寸比凹模尺寸偏小,这样,废料对刃口的咬合力会变弱,废料容易从刃口中随凸模上升跳出。但冲裁间隙大有利于减小冲裁力,提高刃口使用寿命。
(6)冲切下废料的形状简单 当冲切下的废料形状过于简单时,如圆形、方形、三角形等。其整个外形的切断线相对而言简单且短,其内部应力变化与材料的应变也简单,都是集中指向实体同一个中心,废料外形向中心均匀收缩,与凹模刃口之间有均匀间隙,这就减小了废料与凹模侧壁的接触面积,降低了咬合力,导致冲切下的废料容易跳出模面。
对于形状复杂的废料,由于切断线长,有多个实体中心,其内部应力与应变复杂,外形各处收缩不一致,导致其可以与凹模刃口紧密咬合在一起,增加了摩擦力,有效减少了废料回跳的概率。
(7)凹模刃口的表面粗糙度 为了保证刃口的锋利性及容易漏料,现在的模具厂家加工凹模刃口,通常采用慢走丝线切割、光学曲线磨床等高精密机床来加工,尺寸可控制在±0.002mm以内,表面粗糙度也达到Ra0.2μm以下。因此凹模刃口的侧壁非常光洁,摩擦因数很小,冲切下的废料与刃口侧壁的摩擦力会减小,导致废料容易回跳。
(8)制件材料力学性能的影响 制件材料的硬度高,则脆性大,被剪切的有效深度就小,材料基本上是在被剪切不久就被拉裂,整个剪切面的大部分是断裂带,光亮带所占的比例很小,材料径向收缩大,因而咬合力弱,导致废料容易回跳。制件塑性好的材料,容易被剪切,光亮带所占的比例大,材料径向收缩小,与凹模咬合好,相对而言,废料不容易回跳。
(9)模具过量刃磨与刃口磨损的影响 为了便于废料容易从凹模漏料孔落出,通常在凹模刃口下面设计有带锥度或台阶孔让位,如图6-132所示,经常研磨刃口上表面后,如果把刃口有效段已经完全磨掉,则造成冲裁间隙变大,引起废料回跳。对于凸模刃磨后总长度变短,切入凹模深度过浅,废料在凹模里接近模面,容易被凸模吸附带出。模具凸凹模侧面磨损后,造成冲裁间隙过大,废料与凹模侧壁的咬合力小而引起废料回跳。
(10)废料的变形弹出 对于一些非封闭切断的废料而言,由于缺少一个或几个凹模侧壁的相互咬合,冲切时会产生向下的弯曲,由于受压力机振动和凸模回升的影响,弯曲有时会产生向上反转,从而跳出模面。图6-133所示为简单形状侧刃,冲切侧刃后的废料留在凹模内,同凹模刃口只有一小部分接触,导致废料容易被带出模面。
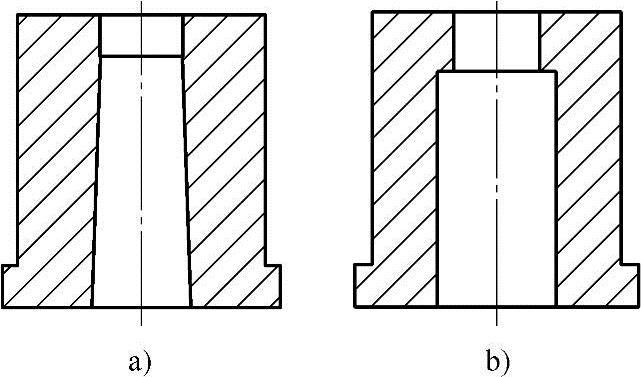
图6-132 凹模刃口下面设计有带锥度或台阶孔
a)刃口下面带锥度凹模 b)刃口下面带台阶孔凹模
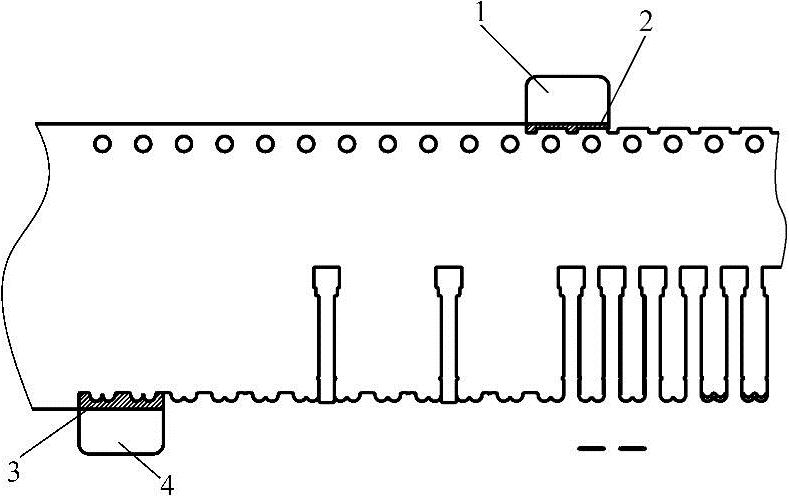
图6-133 简单形状侧刃示意图
1、4—侧刃凸模 2、3—废料
(11)凸、凹模刃口锋利情况 锋利的刃口,尤其是新磨的刃口,由于冲裁阻力小,冲下的废料很平整。当凸模上升时,容易黏在凸模端面被带上。
2.防止废料回跳的解决对策
从理论上讲,废料是否跳出凹模的模面,取决于其所受向上的吸附力和凹模侧壁对废料向下的咬合力之间的差值。只要提高咬合力,减小吸附力,即可达到废料回跳的改善与防止的目的。
1)设计合理的冲裁间隙。对于不同的材料选用不同的合理冲裁间隙,很多资料都有研究。一般来说,单面冲裁间隙大于料厚的5%以上时,大部分的材料冲切下来的废料会小于凹模刃口的尺寸,这样咬合力会偏小,冲切下的废料容易跳出模面。当单面冲裁间隙小于料厚的3%以下时,冲切下的废料与凹模刃口的咬合力会很强。从防止废料回跳的角度来说,冲裁间隙越小越好,但间隙小,会加剧凸、凹模的磨损,影响模具的寿命。
2)冲切废料刃口的形状。在设计冲切废料刃口的形状时,尽量避免外形过于简单,应将形状复杂化,包括增加一些卡料槽。图6-134所示为复杂形状侧刃,该侧刃形状在图6-133侧刃的基础上改善后,侧刃形状变得复杂化,也就是说在侧刃凸、凹模上加有卡料槽,当侧刃废料被冲切后,在卡料槽的作用下废料被卡住,可以解决废料回跳的难题。
3)为了有效切断废料与防止废料跳出,凸模必须完全切入凹模,根据理论经验,普通多工位级进模的切入量应在3~5mm,而高速多工位级进模考虑提升模具的运行速度,可控制在1~2mm,凹模的刃口有效端长度应保证凸模完全切入凹模后,残留废料不超过3片,下面再设计成锥度或者台阶孔让位,有利于废料下落,防止回跳,如图6-135所示。
4)凸模内加工通气孔。如图6-136所示,在凸模中间加工通气孔。利用压缩空气把废料吹下,此结构通常用于细小凸模无法安装顶杆时采用,气孔的直径一般控制在1mm以下。但此种方法有其局限性,如果废料受力不均,发生翻转反翘,容易叠加在一起,出现堵料。
5)借鉴真空发生器原理吹落废料。如图6-137所示,在凹模垫板3通入压缩空气,使凹模刃口里的废料下方形成负压,从而将废料吸下去,可以防止废料回跳或堵料。
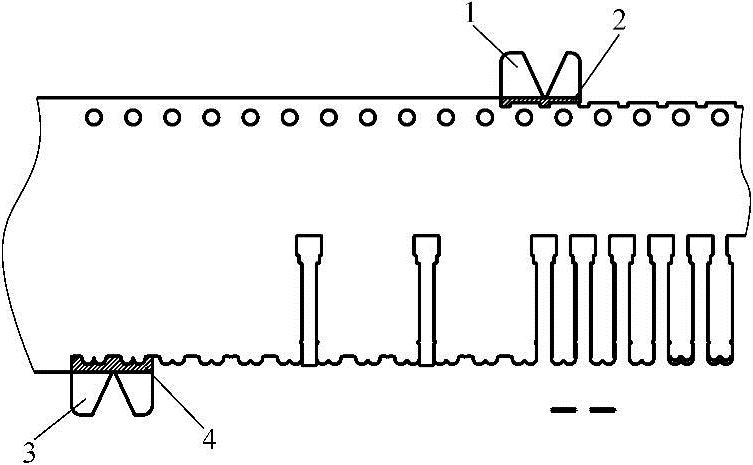
图6-134 复杂形状侧刃示意图
1、3—侧刃凸模 2、4—废料
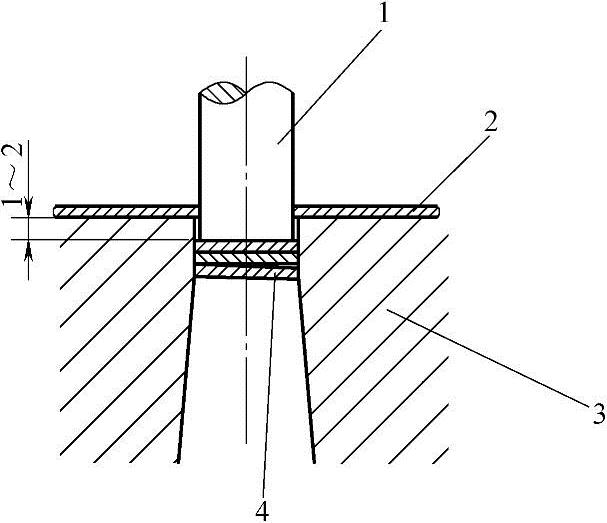
图6-135高速冲压凸模切入量与凹模刃口的有效端长度
1—凸模 2—制件 3—凹模 4—废料
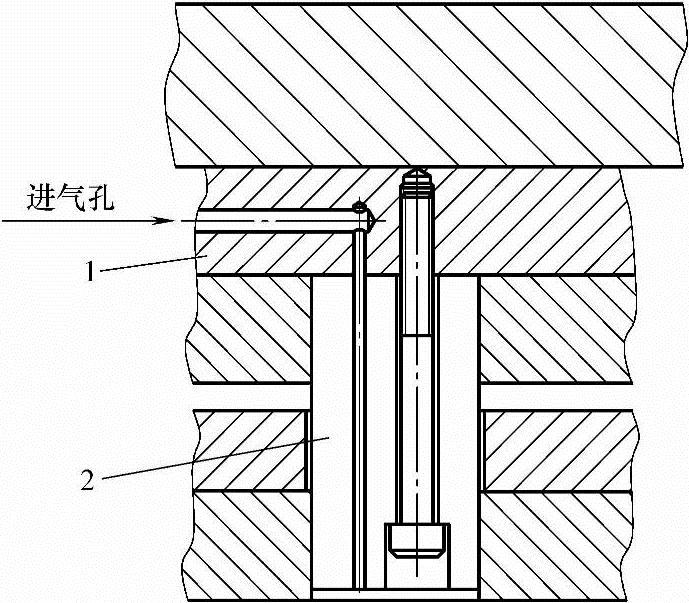
图6-136 凸模内设有通气孔
1—固定板垫板 2—凸模(https://www.chuimin.cn)
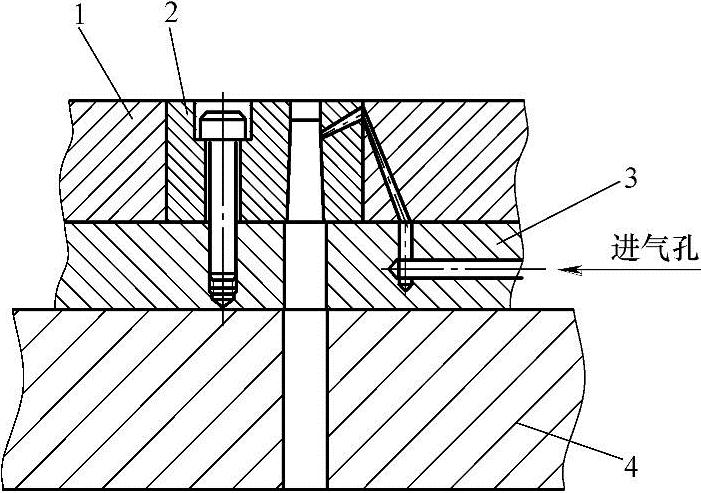
图6-137 借鉴真空发生器原理吹落废料
1—凹模固定板 2—凹模 3—凹模垫板 4—下模座
6)凸模前端加小顶杆。如图6-138所示,在凸模上加装有小顶杆,顶杆的直径按凸模外形大小和制件料厚不同而定,通常顶杆的直径d=1~3mm,顶杆伸出的高度h为料厚的3~5倍。此结构对于防止废料回跳很有效果,但应注意的是顶杆的位置偏离中心过多,会使废料发生翻转跳出,或叠加堵料。正确的方法是将顶杆设计在凸模中心,端部做成半球形,防止吸附废料回跳。当冲切外形废料较大时,可采用两个或两个以上的顶杆,如图6-138b所示。
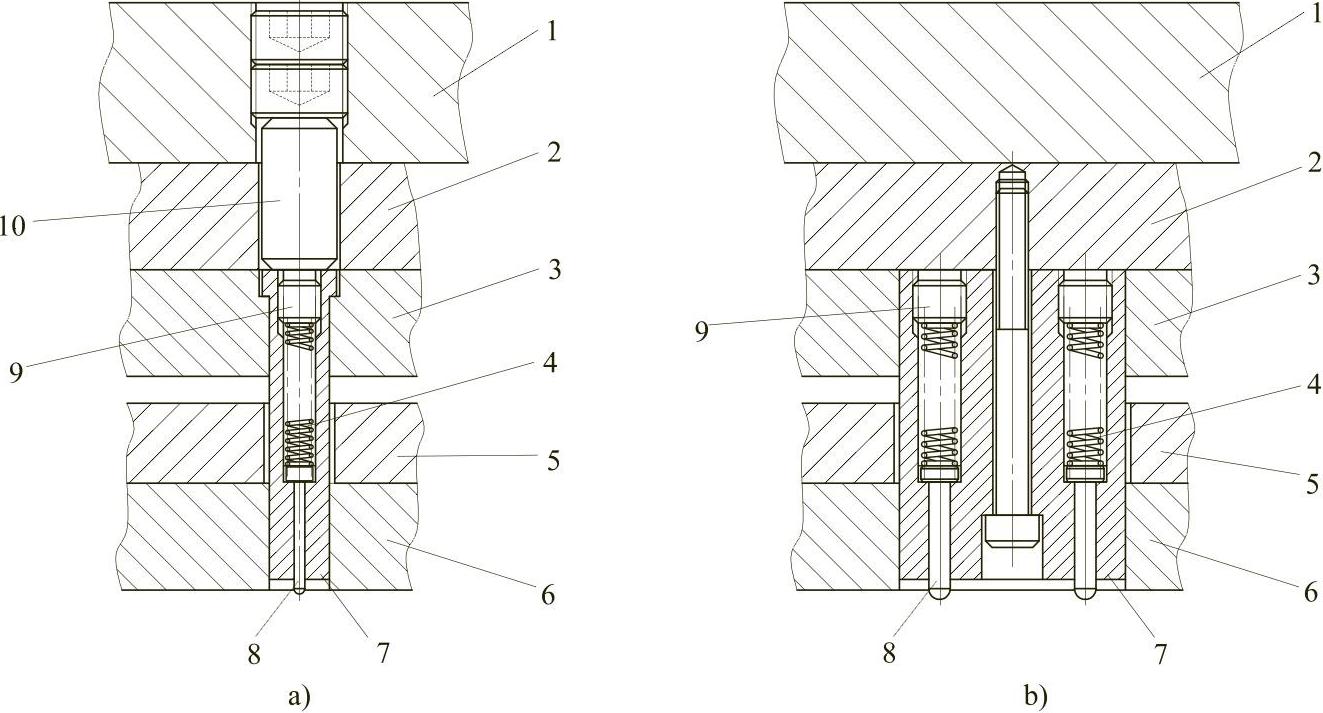
图6-138 凸模内设置小顶杆
1—上模座 2—固定板垫板 3—固定板 4—弹簧 5—卸料板垫板 6—卸料板 7—凸模 8—顶杆 9—螺塞 10—圆柱销
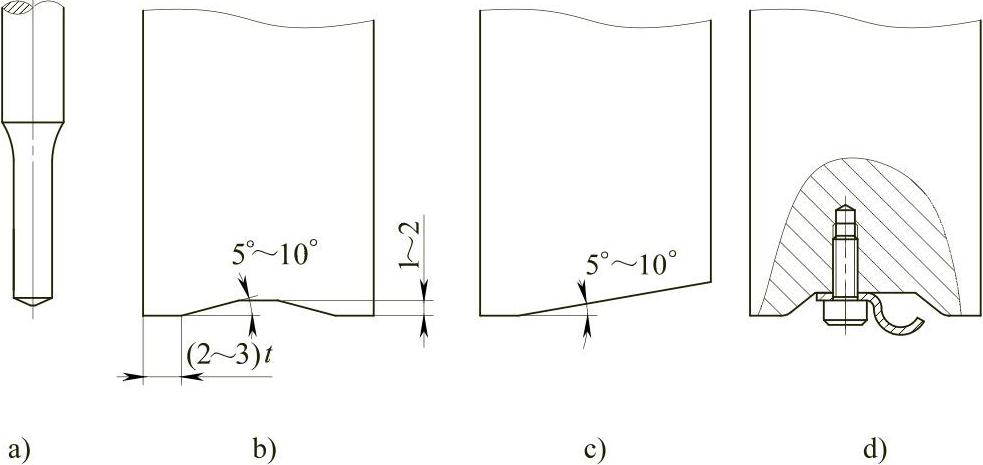
图6-139 修整凸模的端面防止废料跳出
7)增加凹模刃口的表面粗糙度。对于有些容易跳出废料的凹模,拆下凹模镶件在显微镜下仔细观察,如果发现刃口侧壁的粗糙度值非常高,应该考虑使用放电被覆机把侧壁面修整粗糙,被覆上一些金属颗粒,增大摩擦因数,提高对废料的咬合力。注意被覆时应尽量让开凸模所切入的1mm深度,防止凸、凹模剪切时咬伤凸模。或者在凹模的刃口部位用锉刀进行倒角,修钝刃口的锋利度,深度不要超过0.05mm,修整后,凹模上表面的切削部位会比下面大,因此废料被凸模挤入下面后,会与比它尺寸小的凹模紧紧咬合,使废料难以跳出模面。
8)修整凸模的端面。如果在冲压中发生废料回跳,除了观察凹模之外,凸模的作用也应充分考虑到。很多的废料跳出模面,是因为吸附作用造成的。对于外形全部为钝角的废料,特别要考虑凸模的吸附作用。在模具装配阶段,可以在凸模前端焊接一些小凸起物,或者直接将凸模的刃口进行倒角,以降低吸附产生的风险,如图6-139所示。
图6-139a所示为圆形小凸模,在其端面修磨成斜角或尖角,可以防止废料回跳;图6-139b、c将凸模制作成斜刃,冲裁时使废料变形留在凹模内,用此方法可以减小冲裁力及冲压时发出的噪声;图6-139d所示为凸模加工成凹坑,并在凹坑内加装弹簧片,利用弹簧片的作用力防止废料回跳。
9)降低模具冲压速度。对于活塞效应或者因空气压缩而发生的废料回跳,除了上述方法之外,可以在低速冲压运转时,大大减少废料回跳的机会。
10)加装真空泵或吸尘器吸附废料。对于比较细小的凸模,因凸模细小不能安装任何防止废料回跳的措施,如冲压速度高,可在模具的下方安装废料收集箱,在废料收集箱上加装真空泵或吸尘器,如图6-140所示。由于在真空泵或吸尘器的作用下,废料下方产生一个负压,可以抵消上方的负压,使废料易于从凹模中脱落,被真空泵或吸尘器吸附下来。此结构可参考米思米(中国)精密机械贸易有限公司标准规格选用。
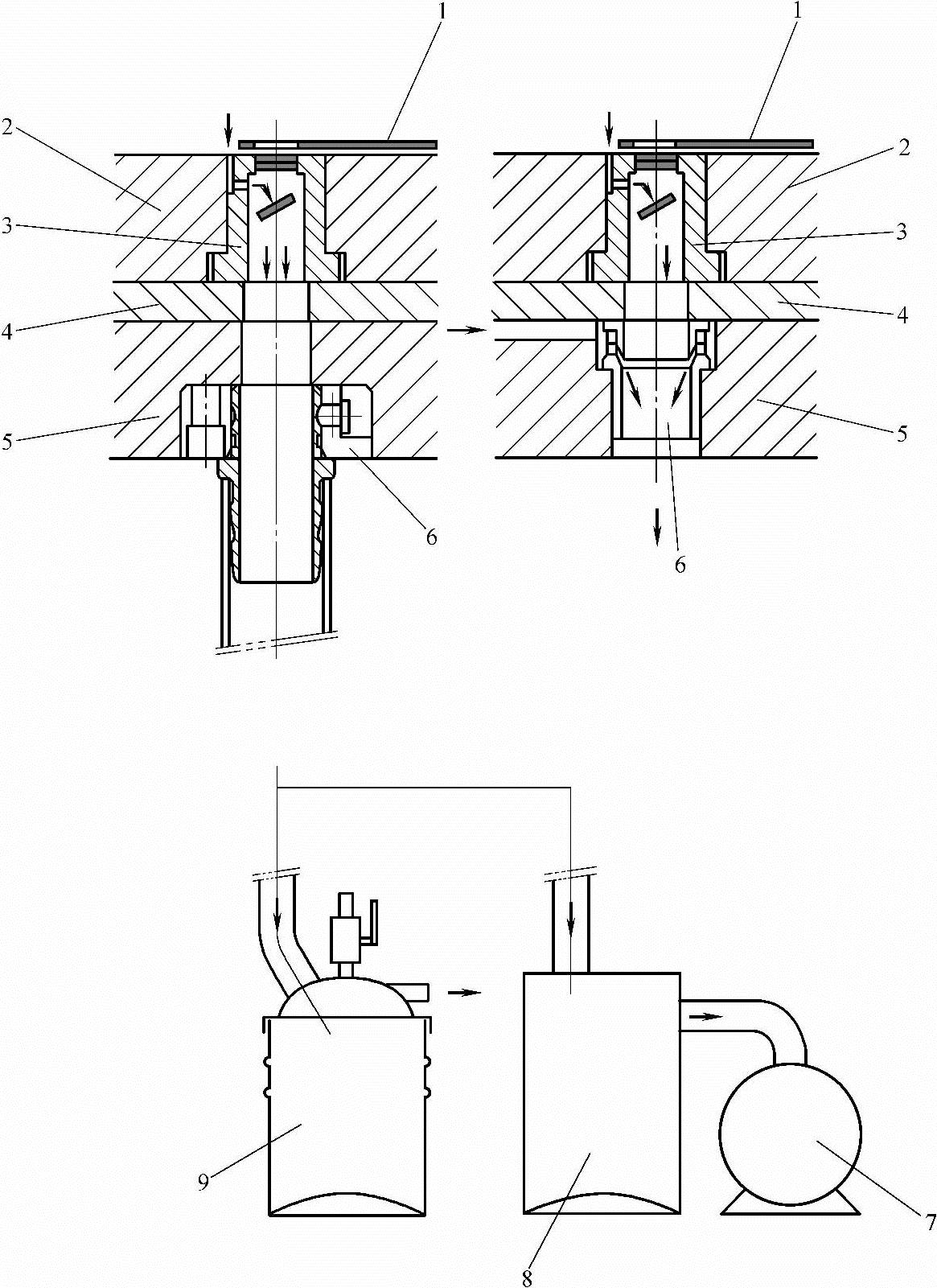
图6-140 采用真空泵或吸尘器吸附废料
1—带料 2—凹模固定板 3—凹模 4—凹模垫板 5—下模座 6—废料吸出部件 7—真空泵 8—废料收集箱 9—吸尘器
11)利用凹模防止废料回跳。直接选用防止废料回跳的凹模。它有带肩、无肩和带落料锥孔等之分,如图6-141所示。盘起工业(大连)有限公司有标准规格可参考使用。图示A、E、R、D、G表示不同型孔,型孔中小而浅的半圆形斜沟槽用于防止废料回跳。其工作原理特点如下:
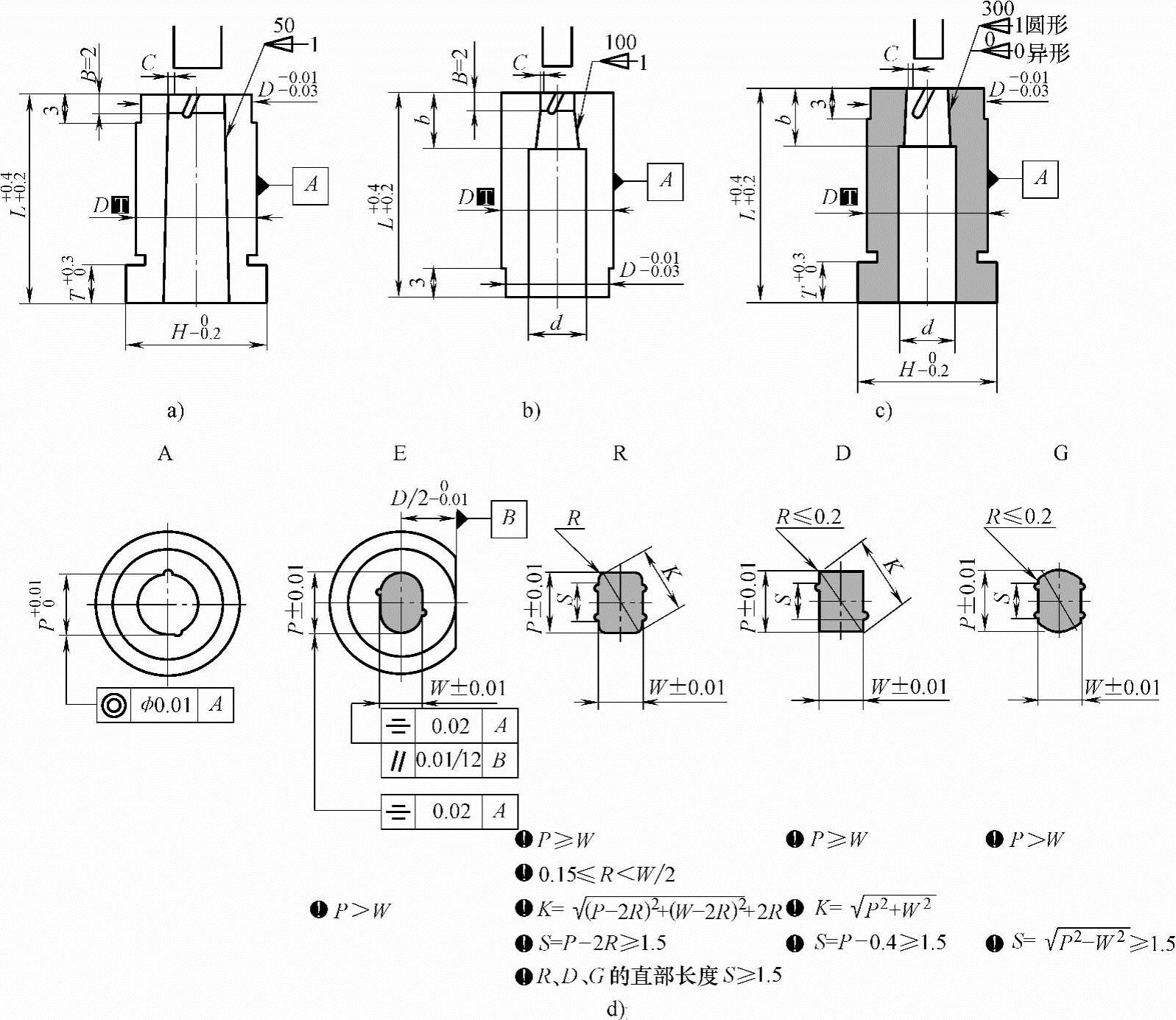
图6-141 防止废料回跳的冲裁凹模
a)带落料锥度的带肩型凹模 b)无肩经济型凹模 c)带肩经济型凹模 d)型孔形式
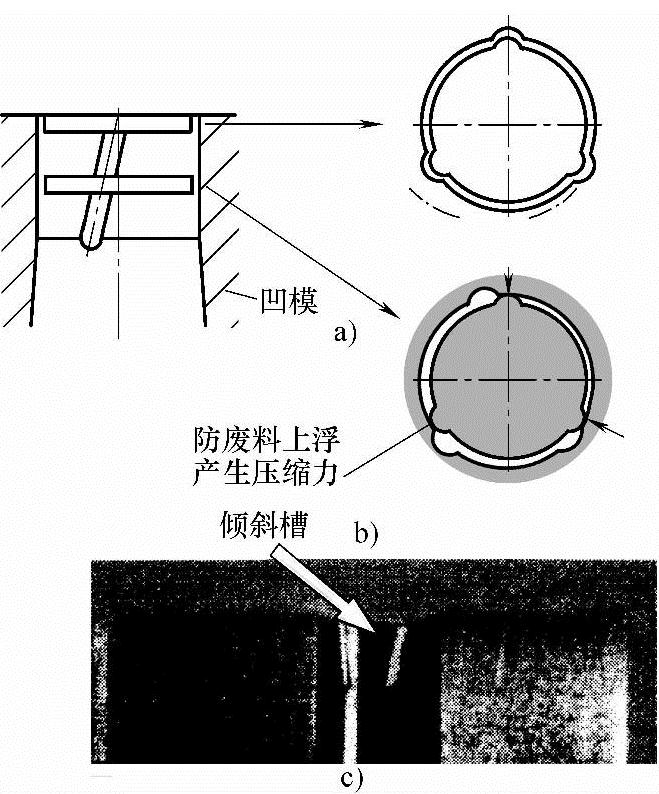
图6-142 防止废料回跳原理图
a)切断后的废料 b)凸模将废料压入 c)剖切后凹模孔
①凹模孔内表面加工斜沟槽,使废料形成凸起,凸起处的凹模内废料被破坏时会产生压缩力,防止废料回跳。
②斜沟槽有多个,但槽的倾斜方向不是同一个方向,因此废料不会旋转,凸起处脱离斜沟槽产生压缩力,如图6-142所示。
③防止废料回跳加工(斜沟槽的数量、深度、宽度)按图6-143为基准,若防止废料回跳效果不好,可以通过追加工斜沟槽、增加压缩力来提高效果。
④此类凹模适用于冲压料厚t≥0.1mm;冲裁单面间隙c≥0.01mm;凹模内孔径可以在4.0mm以上,被冲材料拉伸强度120kgf/mm2(1177N/mm2)。
⑤用线切割加工非标准凹模工作孔侧壁斜拉2~4条浅槽,槽深通常在0.05mm左右,以增加废料与型孔之间的摩擦力,从而防止废料回跳,如图6-144所示。
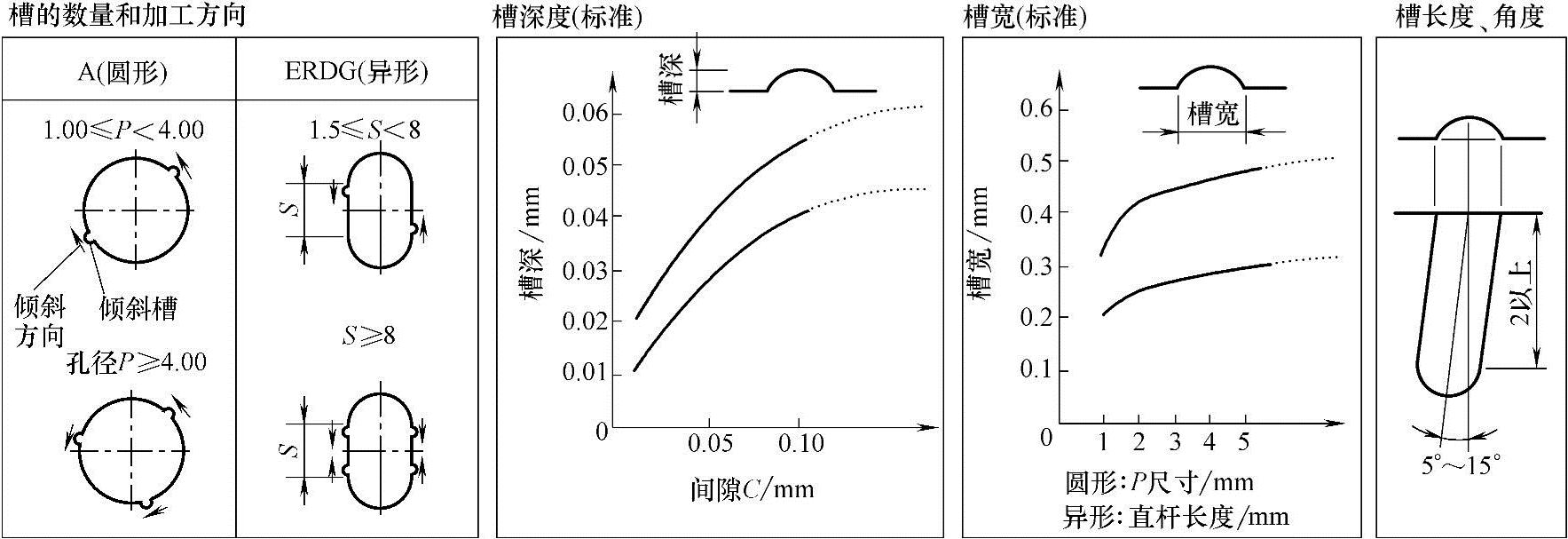
图6-143 斜沟槽加工基准

图6-144 用线切割加工非标准凹模工作孔侧壁的浅槽
1—凹模 2—凹模固定板 3—凹模垫板 4—下模座
⑥采用短直壁后面有台阶孔的凹模,如图6-145所示。直壁刃口有效部分长度一般为2~3mm,对冲薄料而言,此值较适合。冲压时,冲裁间隙较小,一般凸模进入凹模较深,废料进入台阶孔后因有一定的膨胀不易回跳。
相关文章

钎缝的成分和组织在整个接头区内是不均匀的。扩散区是由钎料组分向母材中扩散所形成的。图3-1-21 钎缝区组织示意图图3-1-22 Ni-Cr-B-Si钎料钎焊小间隙钎缝时的显微组织大量的试验结果表明,影响钎焊接头性能的区域主要在界面区。而对于接触反应钎焊,完全是通过原子的扩散得到液态的共晶组织,因此接触反应钎焊的钎缝组织,凝固后基本上是完全的共晶组织。固溶体组织一般具有良好的力学性能,对接头性能是有利的。......
2025-09-29

密封失效是液压系统泄漏的主要原因。油内污染物、金属过高的表面粗糙度、装得太紧等因素会加速这种磨损。加工装配质量差 这类问题主要表现在由于密封件尺寸精度超差及表面粗糙度超大,从而引起密封部位偏心、拉伤、压不紧或压得过紧,造成安装孔口没有倒角与去毛刺的密封件在安装时被剪切与划伤,零件机械加工质量差,引起砂眼、裂纹、表面不平、油路串通等。......
2025-09-29
图1-22 液压冲击现象示意图当液压冲击波第一波刚结束时,阀门处压力达最大值,此值即为我们所要求的最大压力升高值。液压冲击的危害是很大的。微小气泡聚合长大,使原来充满油液的管道变为混有许多气泡的不连续状态,这种现象称为空穴现象。空穴现象会引起系统的振动,产生冲击、噪声、气蚀,使工作状态恶化。......
2025-09-29

孔是套筒零件起支承或导向作用最主要的表面。长套筒零件的加工比较复杂,下面以图3-31所示液压缸的加工工艺过程为例进行叙述和分析。套筒零件孔壁较薄,加工中常因夹紧力、切削力、残余应力和切削热等因素的影响而产生变形。......
2025-09-29

目前常见的测量仪表很多,下面仅介绍几种常见的仪表。读数误差是由动铁的磁饱和以及谐波对线圈内的电感的影响所引起的,仪表的精度一般是0.5级。市场上可买到的该种仪表基本是用于测量正弦电流的,而正弦电流的波形系数是。典型的仪表精度是1.0级。可测量电压、电流、功率等基波值和谐波值,并显示其曲线。目前,特别适于变频器的测量谐波分析仪有FLUKE公司的F43和F41B。......
2025-09-29

表9-1短路类型在三相系统中,可能发生的短路有:三相短路、两相短路、单相短路接地和两相短路接地。三相短路也称为对称短路,系统各相与正常运行时一样仍处于对称状态。三相短路虽然很少发生,但情况较严重,应给以足够的重视。在电流急剧增加的同时,系统中的电压将大幅度下降,例如系统发生三相短路时,短路点的电压将降到零,短路点附近各点的电压也将明显降低。......
2025-09-29

若在高温溶解的氢处于饱和状态,温度降低时,氢就会从金属液中析出。要了解氢气等气体从金属液中析出的速度和最终结果,必须弄清金属液析氢等气体的动力学过程。......
2025-09-29

现将减压阀阀后压力不稳定原因及排除方法提示如下。电液换向阀控制油路的回油路与减压阀的外泄油路合流后返回油箱。图5-10 减压阀出口压力不稳定系统示例图1—定量泵 2—溢流阀 3—减压阀 4—二位四通电磁换向阀 5、6—二位四通电液换向阀 7、8、9—液压缸 10—压力表为了排除这一故障,应将减压阀的外泄油路单独接回油箱,这样就不会受到电液换向阀控制油路的影响。......
2025-09-29
相关推荐