凸、凹模圆角应随着工序的增加而逐渐减少,原则上最后一次拉深凸模的圆角半径应等于制件底部的圆角半径,拉深凹模的圆角半径等于制件的凸缘圆角半径。但一般首次拉深凸、凹模圆角半径按下式计算取得。以后各工序间的凸、凹模圆角半径应均匀递减,使其逐步接近制件圆角半径。......
2025-09-29
与凸模配合并直接对制件进行分离或成形的工作零件称为凹模。在冲压过程中,凹模和凸模一样,种类也很多,各种凹模工作部分的尺寸计算,见有关章节。这里主要介绍冲裁凹模结构尺寸的计算。
1.凹模强度计算
多工位级进模冲裁时,凹模下面的模座或垫板上的孔口要比凹模的孔口大,使凹模工作时受弯曲。若凹模厚度不够,会产生弯曲变形,故需校核凹模的抗弯强度。一般只核算其受弯曲应力时的最小厚度。
(1)圆形凹模圆形凹模 如图6-89所示,其强度可按以下公式计算:
抗弯能力(弯曲应力)
凹模板最小厚度
式中 F———冲裁力(N);
[σ弯]———凹模材料的许用弯曲应力(MPa),淬火钢为未淬火钢的1.5~3倍,T10A、Cr12MoV、GCr15等工具钢淬火硬度为58~62HRC时,[σ弯]=300~500MPa;
Hmin———凹模最小厚度;
d、d0———凹模刃口与支承口直径。
(2)矩形凹模
1)矩形凹模装在方形洞的板上。矩形凹模装在方形洞的板上如图6-90所示,其强度可按以下公式计算:
抗弯能力(弯曲应力)
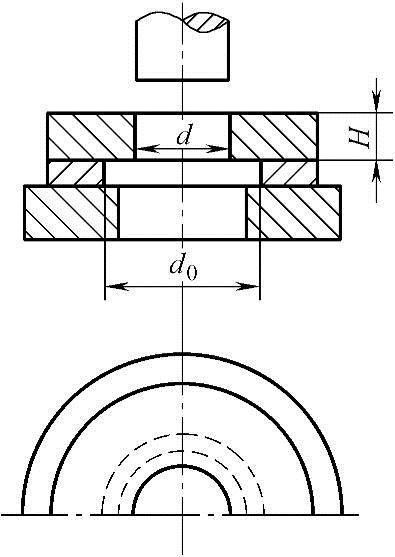
图6-89 圆形凹模
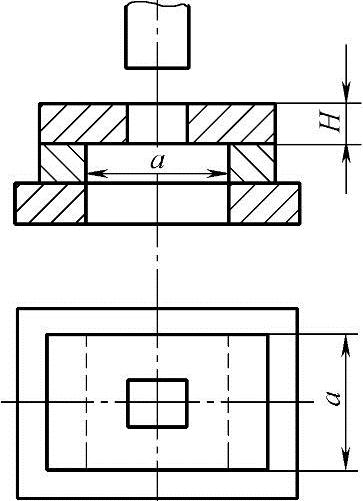
图6-90 矩形凹模装在方形洞的板上
凹模板最小厚度
2)矩形凹模装在矩形洞的板上。矩形凹模装在矩形洞的板上如图6-91所示,其强度可按以下公式计算:
抗弯能力(弯曲应力)
凹模板最小厚度
式中 a———垫板上矩形孔的宽度;
b———垫板上矩形孔的长度。
2.凹模壁厚计算
凹模壁厚是指凹模刃口与外缘的距离,如图6-92所示的b1、b2和b3。
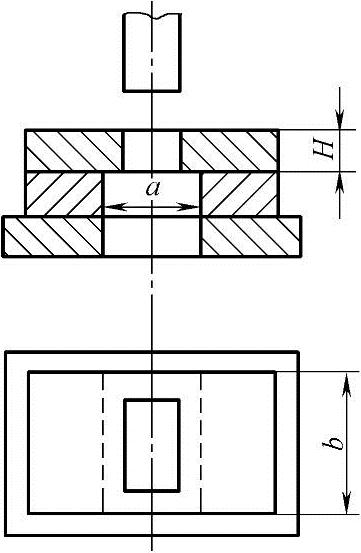
图6-91 矩形凹模装在矩形洞的板上
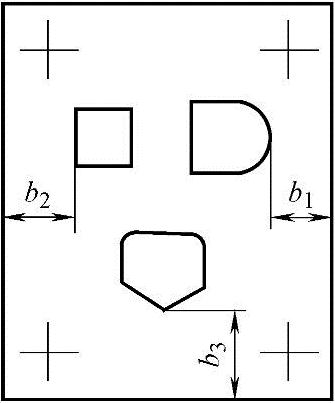
图6-92 凹模壁厚
凹模壁厚可按表6-85所列的选择。刃口与刃口之间的距离,其最小值和制件材料的强度与板料厚度有关。可参考表6-86所列的数据。
表6-85 凹模壁厚 (单位:mm)
注:从表中凹模壁厚范围选用具体数值时,制件料薄取小值,料厚取大值;距离b1(见图6-92)取小值,b2取中值,b3取大值。
表6-86 凹模刃口与刃口之间的最小壁厚 (单位:mm)

注:表中小的数值用于凸圆弧与凸圆弧之间或凸圆弧与直线之间的最小距离,大的数值用于凸圆弧与凹圆弧之间或平行直线之间的最小距离。
增大刃口之间的距离显然能提高凹模的强度和寿命。在多工位级进模的排样可以使制件上相距过近的孔在不同工位上冲出,从而扩大刃口之间的距离。
3.凹模刃口高度计算
垂直于凹模平面的刃口,其高度h除了相关资料上推荐的数值外,建议:
制件料厚t≤3mm,h=4mm;
制件料厚t>3mm,h=t。
当凹模需要更长寿命时,刃口高度h可以比上述增加,但应该带有斜度,以利于制件或废料漏下。
带有斜度的刃口,刃磨后凹模尺寸扩大。扩大值可按下式计算:

式中 Δl———双面凹模尺寸扩大值(mm);
h1———磨去的刃口高度(mm);
α———刃口每侧斜度。
4.凹模结构形式
(1)冲裁凹模的刃口结构形式 多工位级进模冲裁是应用最为广泛的一种冲压工序,而冲裁凹模在各类模具中最具有代表性,其刃口形式多样,常见的刃口形式如下:
1)如图6-93所示,该凹模工作刃口和漏料部分均为斜度结构,制件或废料不易滞留在刃孔内,因而减轻对刃口的磨损,一次刃磨量较少。刃口尺寸随刃磨而变化,但凹模工作部分强度高,图中的α见表6-87。该凹模适用于制件为任何形状、各种板厚的冲裁模(注:板料较薄的制件不宜采用)。
2)如图6-94所示,该凹模厚度即有效刃口的高度,刃口带有一定的斜度α,制件或废料都不会滞留在凹模里,所以刃口磨损小,α=5′~20′,多次刃磨后,工作部分尺寸仅有微量变化,如α=15′,刃磨掉0.1mm时,其间隙单边增大0.00044mm,故刃磨对刃口尺寸影响不大。该凹模较薄,比较适合制件较薄的材料、制件精度要求不十分高的情况下使用,其优点是出件通畅,减少对凹模的胀力。
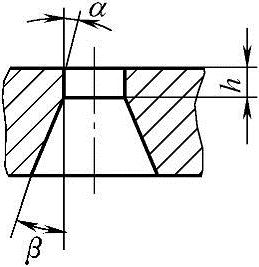
图6-93 凹模工作刃口和漏料部分均为斜度结构
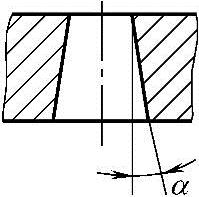
图6-94 凹模厚度等于有效刃口的高度结构
3)如图6-95所示,该凹模除了图6-94说明外,由于漏料孔有台肩过渡,因此凹模工作部分强度较差。一般适合制件板料厚度t<3mm。
4)图6-96所示为直刃口无斜度的凹模,刃口部分有一定的高度h,刃磨后刃口尺寸不变,但由于刃口后端漏料处扩大,因此凹模部分强度较差。凹模内容易聚集制件或废料,增大凹模壁的胀力和磨损。此凹模更适用于制件或废料顺冲压落下的模具,冲裁精度较高,制造方便,应用比较广。
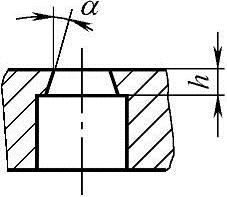
图6-95 漏料孔有台肩过渡的凹模结构
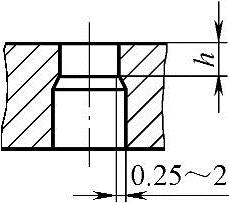
图6-96 漏料处扩大的直刃口凹模
5)图6-97所示为漏废料部分带有斜度的直刃口凹模,该结构刃口部分无斜度,有一定的高度h,刃磨后刃口尺寸不变,但刃口后端漏料部分设计成带有一定的斜度,此凹模工作部分强度较高。
6)如图6-98所示,该凹模厚度H的全部为有效刃口高度,刃壁无斜度,刃磨后刃口尺寸不会发生改变,制造方便。比较适用于冲下的制件或废料逆冲压方向推出的模具结构。
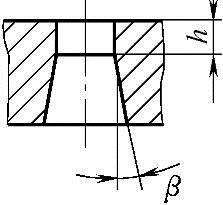
图6-97 漏废料部分带有斜度的直刃口凹模
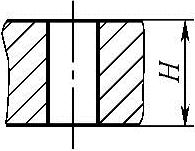
图6-98 刃口的刃壁无斜度凹模结构(直刃口)
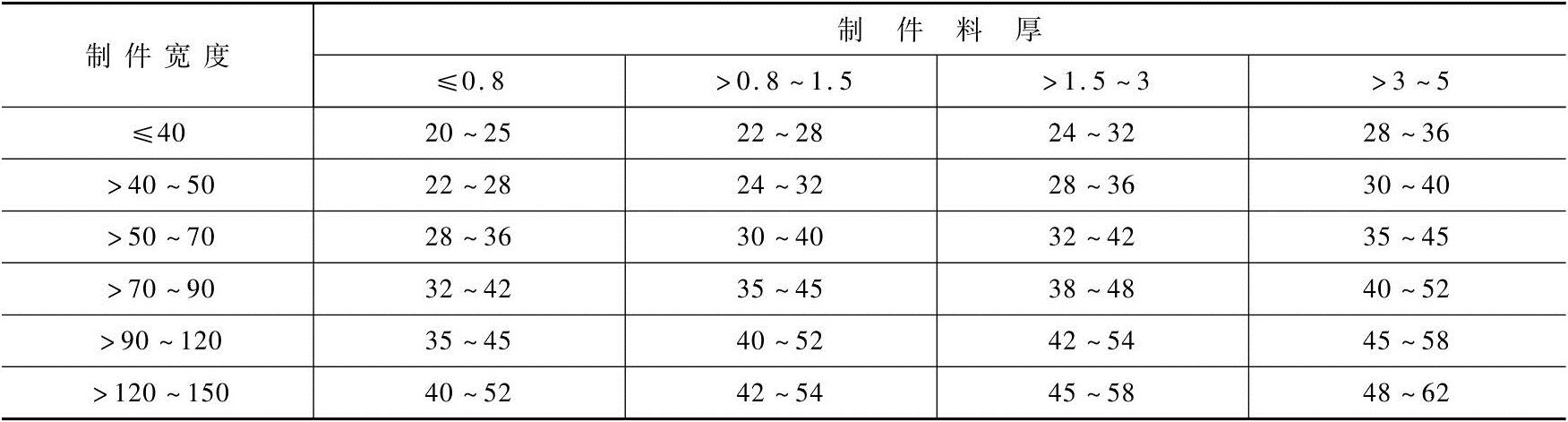
凹模刃口高度h和斜度α、β,根据制件的料厚而定,其相关参数可参考表6-87。
表6-87 凹模刃口相关参数

(2)圆形凹模的结构形式 小直径冲孔凹模外形用圆形可用于冲圆孔或冲异形孔。冲异形孔时,圆形凹模须有定位措施,以防止凹模转动。为便于加工,异形孔凹模也可以用两半拼成。
常见的圆形凹模结构形式如下:
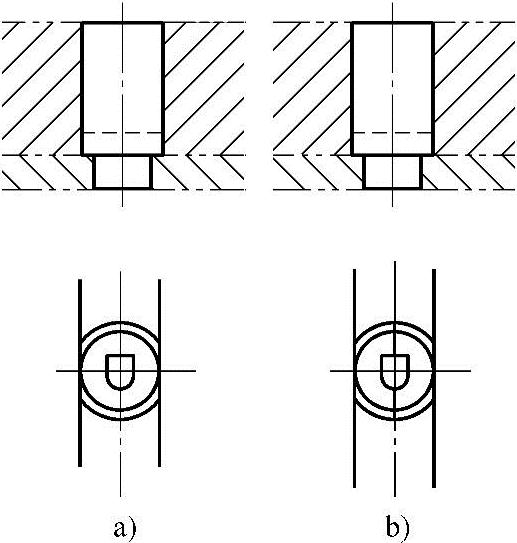
1)图6-99所示为压入式凹模。该凹模外形为无台肩的圆形,采用压配合dn4压入凹模固定板。为便于压入,在凹模下端长3mm左右的范围内加工出微带斜度(见图6-99a)或下端长3mm左右的d-0.013-0.025(见图6-99b)。此凹模外径通常在ф40mm以内,冲孔的直径在ф27mm以内。
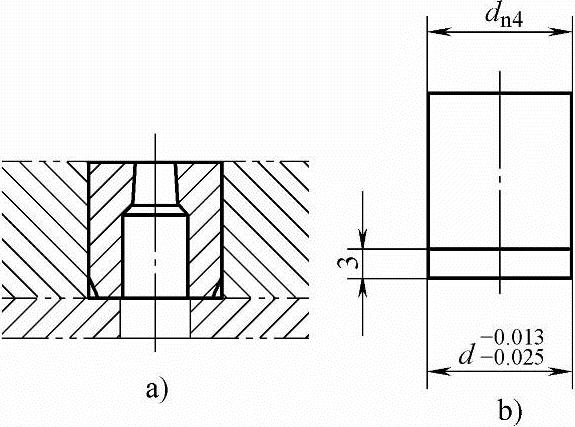
图6-99 压入式圆形凹模
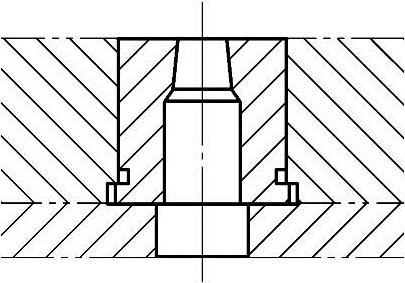
图6-100 带台肩圆形凹模
2)图6-100所示为带台肩圆形凹模,该凹模结构为底部带台肩,上段与凹模固定板压配合。为便于压入,凹模上端3mm范围内也微带斜度或加工出d-0.013-0.025(d———圆形凹模外径)。
3)图6-101所示为珠锁式快速更换圆凹模,在凹模的下方开有一环形V形槽,通过螺钉底部的锥面,将钢珠压入环形槽中固定。更换凹模或刃磨凹模刃口时,放松螺钉,钢珠从槽中滑出,凹模即可拔出。与图6-102相比,此结构更换凹模速度稍慢一点,但所冲的板料可以较厚。
4)图6-102所示为球锁式快速更换圆凹模结构,拆卸时,用细棒从孔A内伸入,压缩弹出的钢珠,即可取出待更换的凹模,此凹模多用于薄板冲孔。
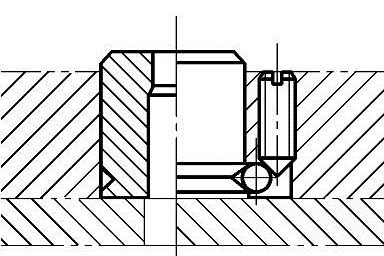
图6-101 珠锁式快速更换圆凹模
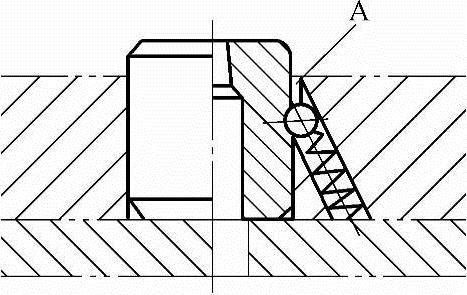
图6-102 球锁式快速更换圆凹模
5)图6-103所示为带台肩防转圆凹模。从图6-103中可以看出,该凹模所冲的型孔为异形孔,为防止凹模转动,此结构在台肩的两侧磨出平面,与凹模固定板的槽嵌合防转。图6-103a为整体结构,为了便于加工,图6-103b分为两半拼合而成。
6)图6-104所示为键防转圆凹模结构,从图6-104中可以看出,该凹模所冲的型孔全是异形孔,凹模采用平键定位防止转动。图6-104a为整体带台肩,键在下端防转结构;为了便于加工,图6-104b分为两半拼合带台肩,键在下端防转结构;图6-104c为整体无台肩,键在下端防转结构;图6-104d为分两半拼合无台肩,键在下端防转结构;图6-104e同图6-104c,但键在上端;图6-104f同图6-104d,但键在上端。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图6-103 带台肩防转圆凹模
7)如图6-105所示,该凹模采用圆销防转的圆凹模结构,在凹模与凹模固定板的接缝位置上,加工出骑缝圆孔,用圆销插入即可防止凹模转动。图6-105a为整体带台肩;图6-105b为拼合带台肩;图6-105c为整体无台肩;图6-105d为拼合无台肩。
8)图6-106所示为在型面上冲圆孔防转凹模结构,该凹模整体带台肩,以圆销防转。
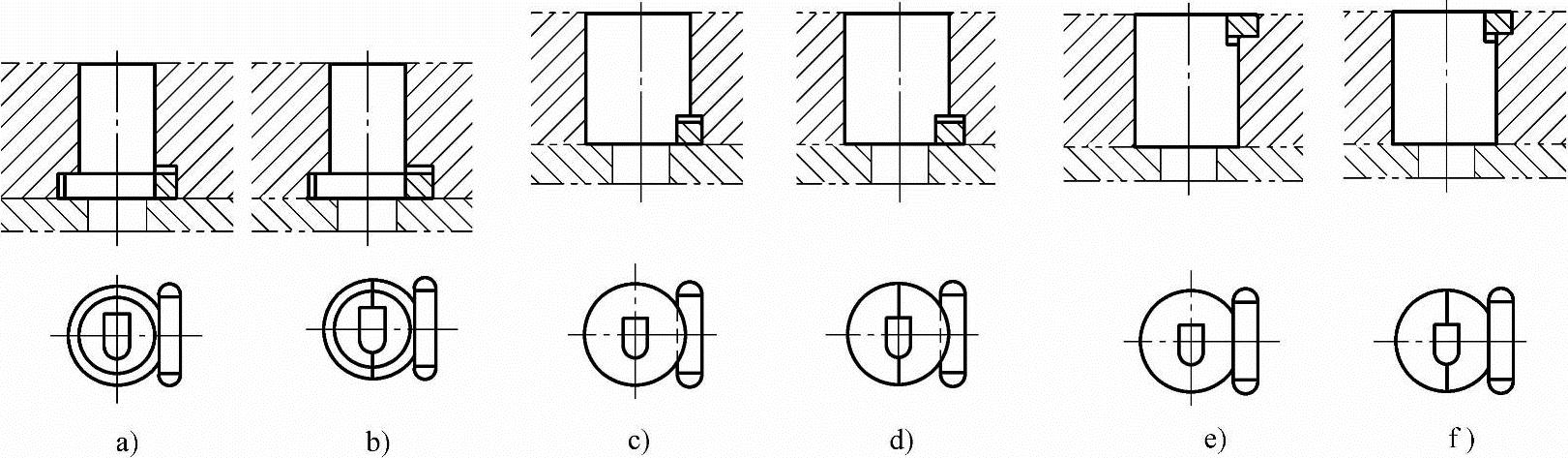
图6-104 键防转圆凹模
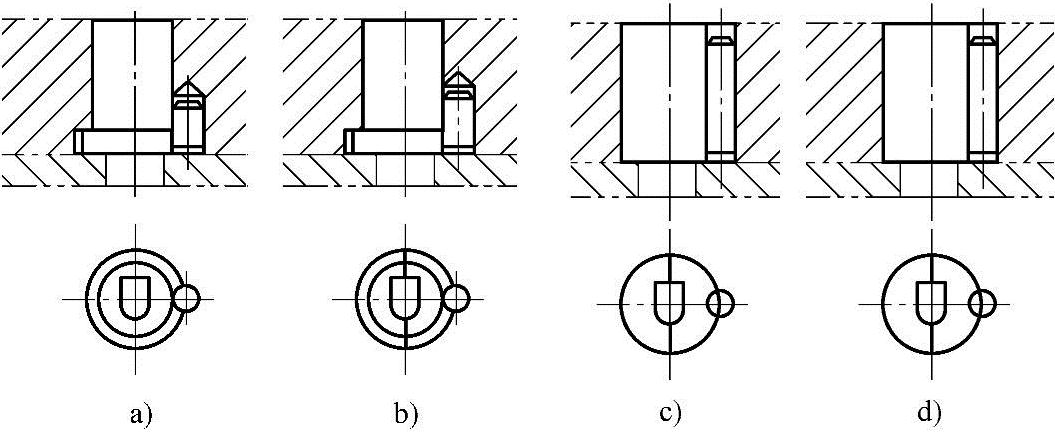
图6-105 用圆销防转的圆凹模结构
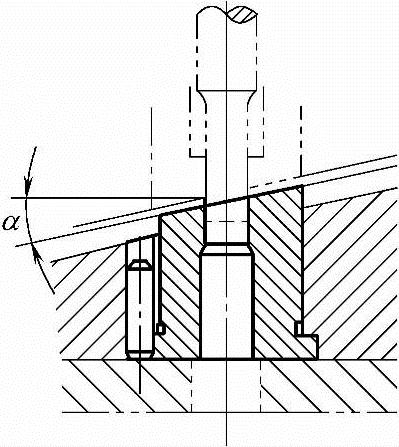
图6-106 在型面上冲圆孔 用圆销防转凹模结构
常用圆凹模外径一般在ф40mm以内(台肩ф43mm以内),高度在35mm以内,冲孔直径一般不超过ф27mm。也有把外径扩大至ф70mm(冲孔直径ф55mm)的。
(3)凹模的镶拼结构形式 镶拼凹模一般适用于较薄材料的冲压加工,它具有精度高、容易加工、更换方便等特点。
1)凹模的镶拼形式。镶拼形式应根据孔的形状、凹模工作时受力状态以及模具结构而合理地选用。常用的镶拼形式有:
①局部镶拼。对于凹模孔的个别易损部位或孔形复杂、加工较困难处可以采用局部镶拼形式。图6-107a所示的镶拼处为局部凹凸易损部位;图6-107b所示的镶拼处是悬臂较长受力危险的部位;图6-107c所示为由于孔间截面与其他部位截面显著不匀,为改善热处理应力状态而进行局部镶拼的例子。
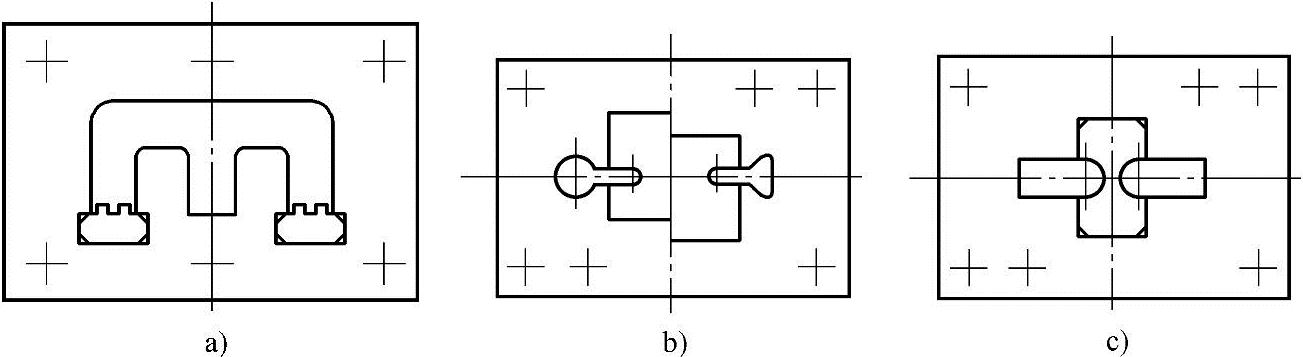
图6-107 凹模的局部镶拼形式
图6-108所示的a、b、c3个例子,先将较难加工的内孔通过局部镶拼的方法,使之成为较为简单的内孔加工和镶嵌件的外形加工。
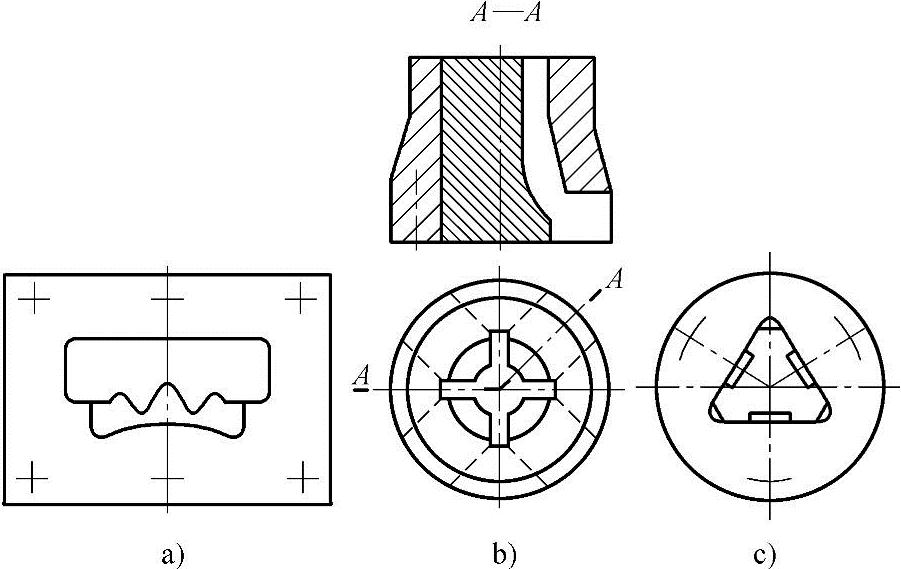
图6-108 变内形加工为外形加工
②径向拼合。对于具有放射形状的圆形类凹模孔,应按径向线(或近似径向)进行拼合,这样可以获得相同形状的拼块。
图6-109a所示为径向拼合的典型例子。图6-109b所示为近似径向拼合的凹模。
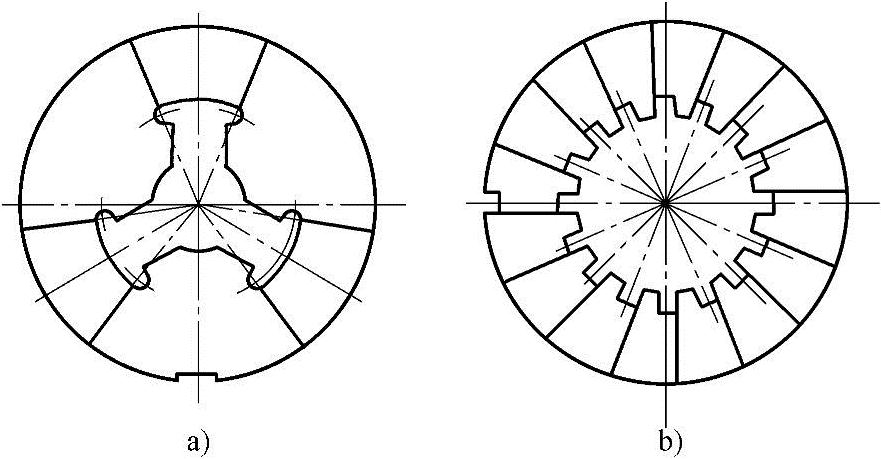
图6-109 凹模的径向拼合形式
③镶片叠合。适用于凹模具有较多小间距的窄孔。这类凹模可以采用多片形状相同或类似的镶片叠合而成。这种镶拼方法既精度高,又简化了制造工艺,如图6-110所示。
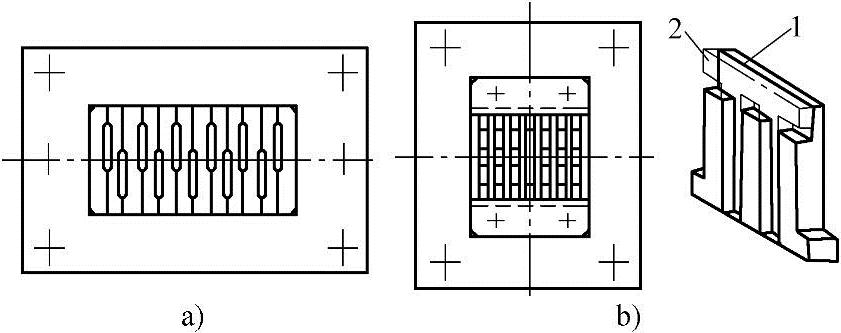
图6-110 凹模由镶片叠合组成
1—镶片 2—废料顶片
④单孔拼合。孔形对称且两端呈圆弧形的,一般应按对称中心线进行拼合,如图6-111所示。
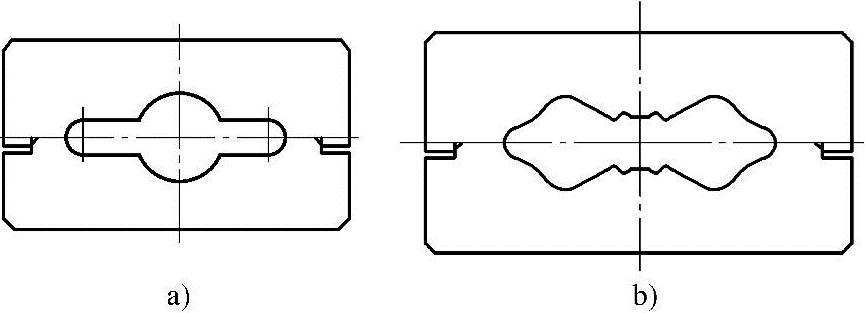
图6-111 两端呈圆弧形的对称凹模拼合
对于孔形虽对称,而两端不是圆弧形的,一般不宜按对称中心线分成两半,而应按孔的交角延长线采用多块拼合,如图6-112所示。
图6-113所示为单孔凹模,形状复杂,拼块既按孔形交角的延长线分割,也按圆弧径向分割。
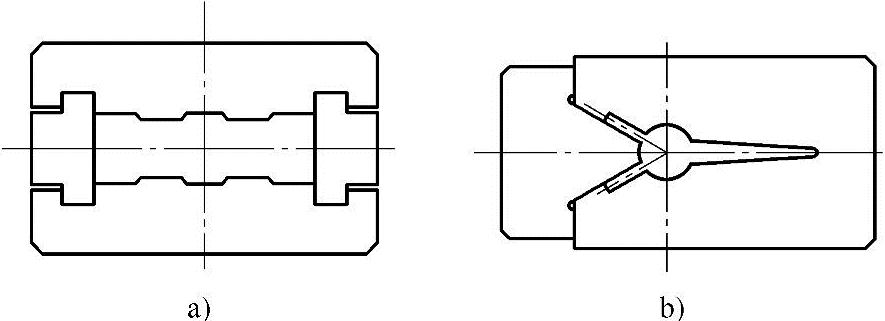
图6-112 端部无圆弧的对称凹模拼合
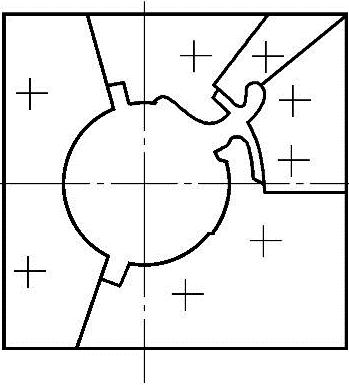
图6-113 复杂形状凹模孔的拼合
⑤多孔拼合。对一般较为复杂,而孔与孔之间的尺寸精度要求较高,用整体凹模很难保证要求的,应分成多块拼合,如图6-114所示。
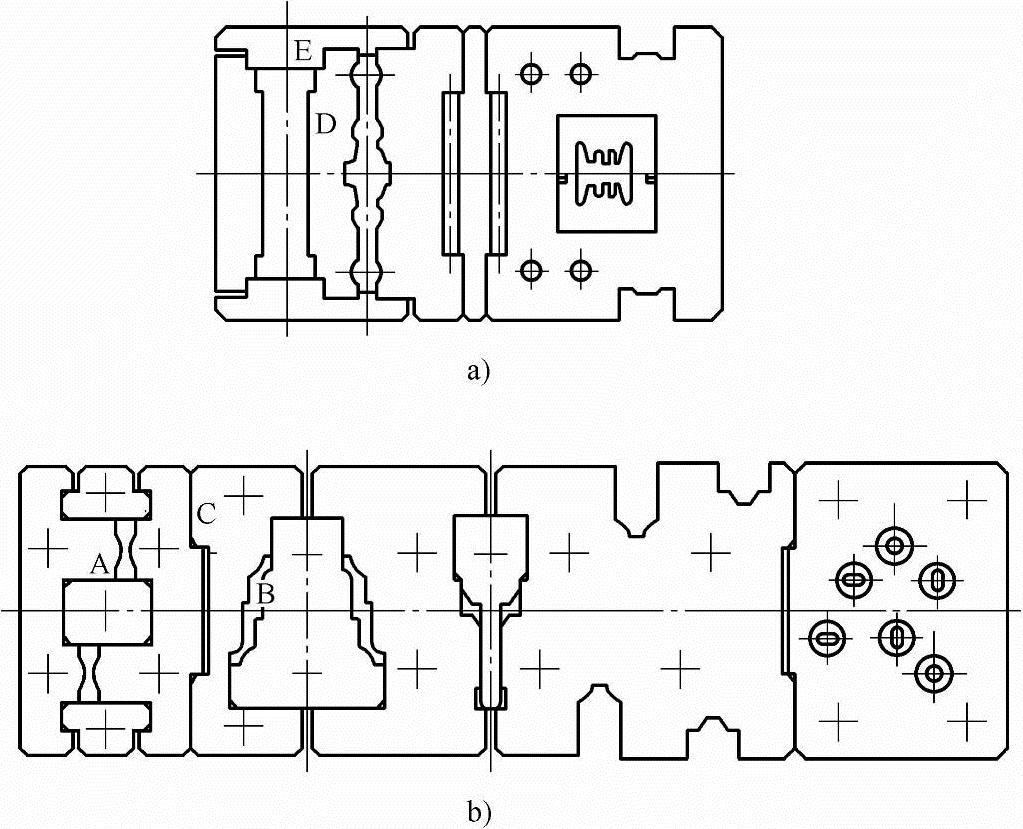
图6-114 多块拼合的凹模
2)拼合面的设计。
①如图6-115所示,直线与直线相交的拼合面应处于交角处。拼合面与孔边缘的尖角应避免设计成小于90°,而应设计成90°或大于90°的交角。图6-115中虚线的拼合位置为不正确的拼合位置。
②如图6-116所示,凹圆弧与直线相连处的拼合面不应取在圆弧与直线的接点上,而应尽可能选取在非接点处并移向直线处一段距离,一般为s=3~15mm。
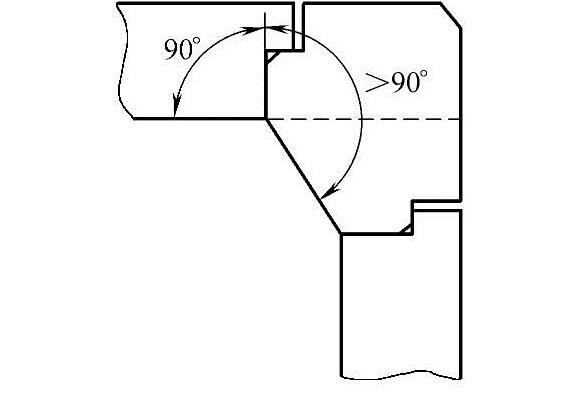
图6-115 直线与直线相交的拼合面
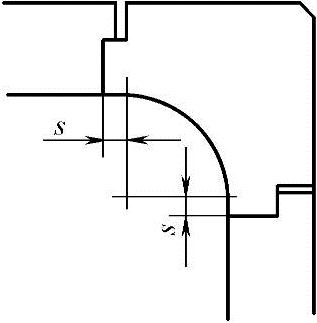
图6-116 直线与圆弧相交的拼合面
③图6-117所示为大圆弧线或曲率很大的曲线拼块的拼合面,一般为了加工和测量方便,可使两端拼合面平行。但当α<60°时,其拼合面方向应取接点的法线方向。
④如图6-118所示,拼块之间在可能的情况下,其拼合面应以凹、凸模或台肩相互配合,以增加拼块结构的稳固性。
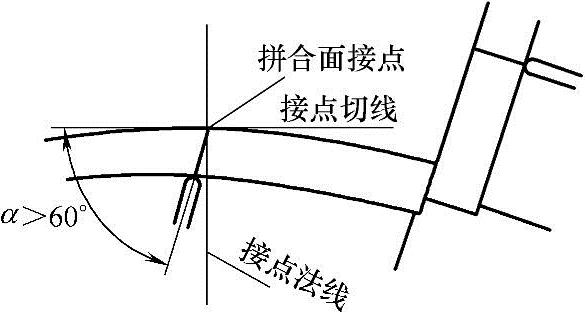
图6-117 大圆弧上的拼合面
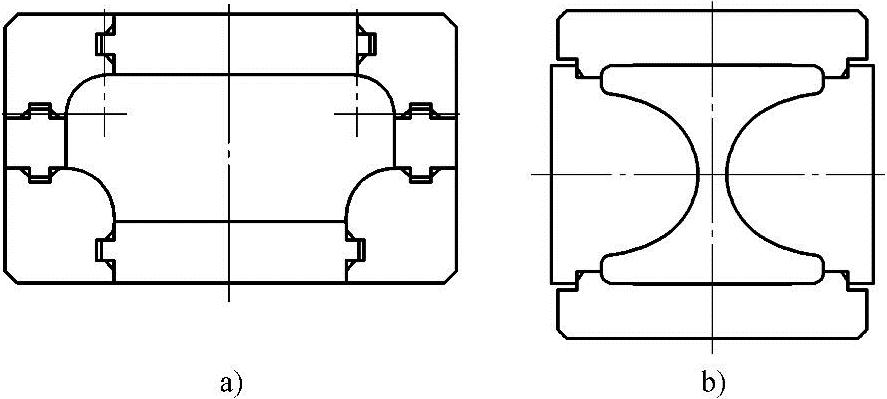
图6-118 拼合面的配合
⑤如图6-119所示,为避免制件产生毛刺和模具拼合面处过早磨损,凹模与凸模的拼合面不应在同一位置上,两者应该错开。另外,对于大型凹模分段拼块的拼合面,为了方便加工,可减少其拼合面的接触长度,一般接触长度可取12~20mm。
⑥如图6-120所示,孔的尖角处应力求避免“对角穿空”(见图6-120a),尽可能将另一角“堵塞”(见图6-120b)。
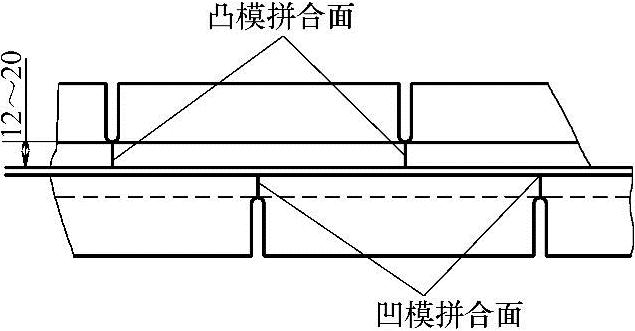
图6-119 凹、凸模拼合面错开示意图
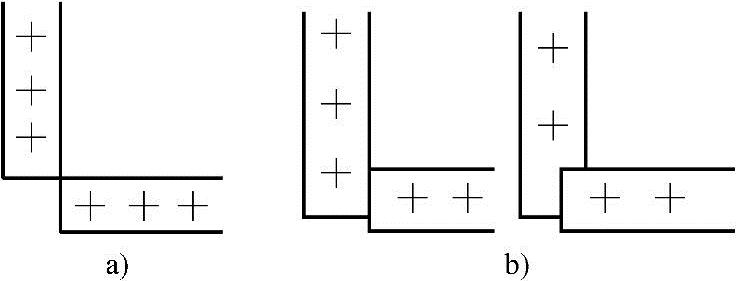
图6-120 拼合面的比较
a)不好 b)好
⑦对于具有成形型面的拼合凹模,当拼合面处于型面的非平直部分时,其拼合面应如图6-121所示进行设计。
⑧为了保证拼合的多孔凹模的孔形和孔距精度,拼合面位置的选择应考虑修磨和调整方便。尽量减少和避免修磨工作面,而仅修磨简单的拼合面,必要时以适当增加拼块分段来满足上述要求。如图6-114b中孔A与孔B的距离可通过拼合面C进行修正;又如图6-114a中的型孔D的尺寸可通过两端拼块E处进行修正。两者的调整均不需修磨其工作面(刃口面)。
3)镶拼凹模的固定方法。镶拼凹模的各个拼块及其整体必须牢靠地固定在正确的位置上。不同的拼合形式应合理地选用相适应的固定方法。常用的固定方法有:
①板式固定方法。板式固定方法是将镶拼凹模通过凹模固定板进行固定的方法,如图6-122所示。
图6-122a的固定沉坑是通过一般的CNC加工的,精度稍差,一般适用于要求不高的模具。若要求配合精度较高的模具,沉坑应于铣后立磨,对于较大的沉坑可以通过高速CNC加工,或改成图6-122b、c所示的形式,这两种形式的固定配合面均可平磨。
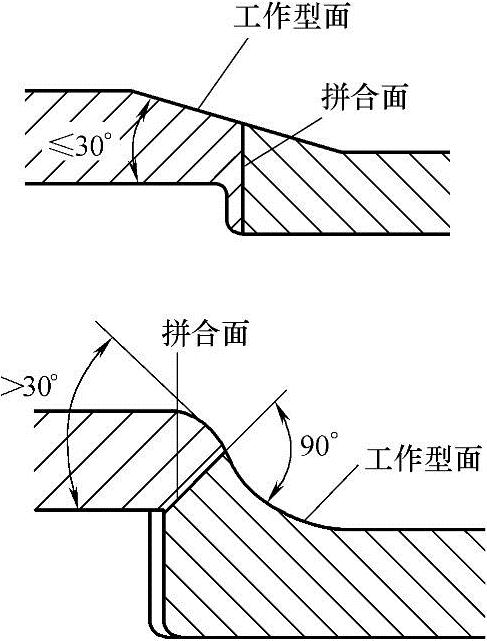
图6-121 成形型面的拼合
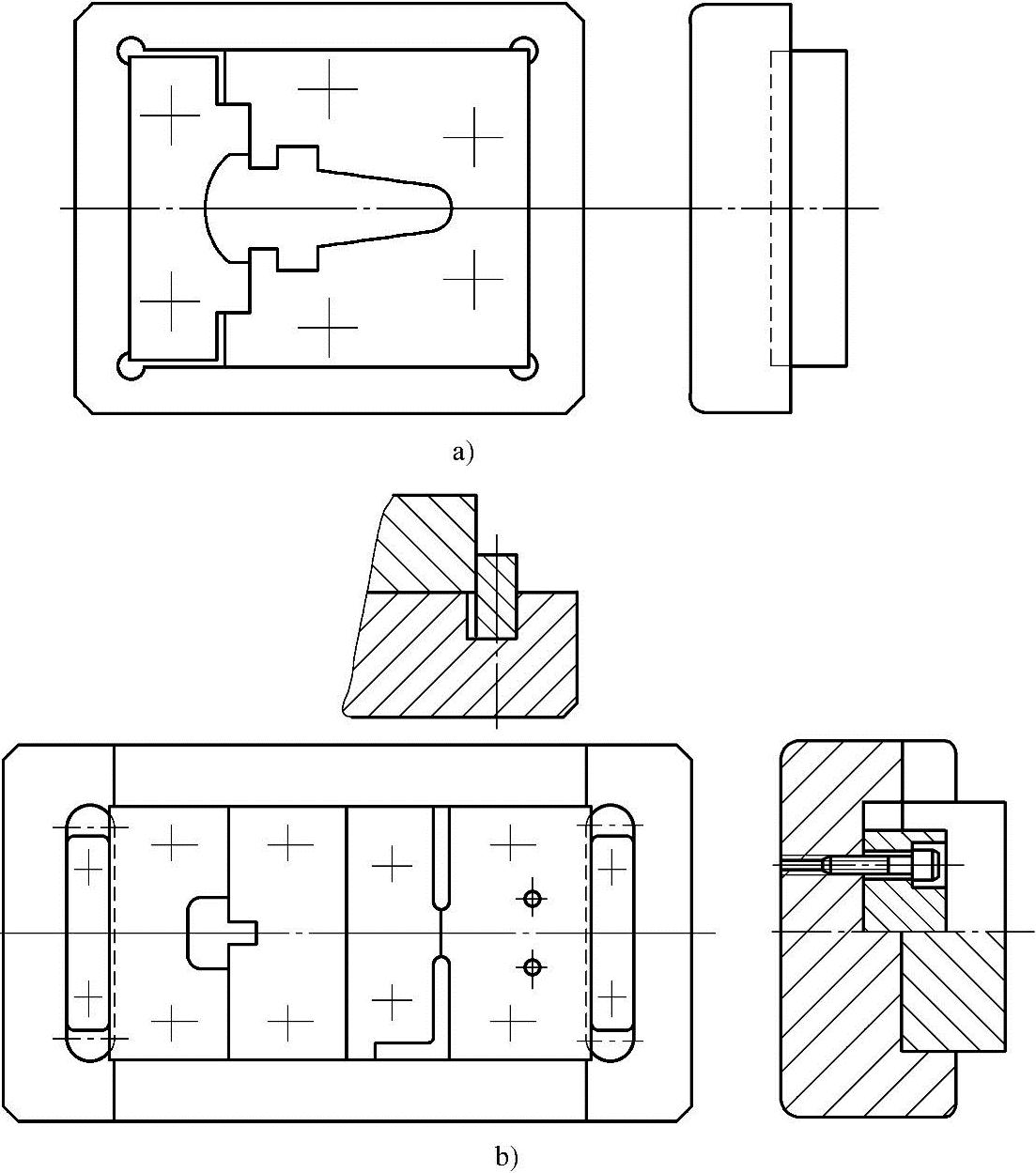
图6-122 用凹模固定板固定拼块
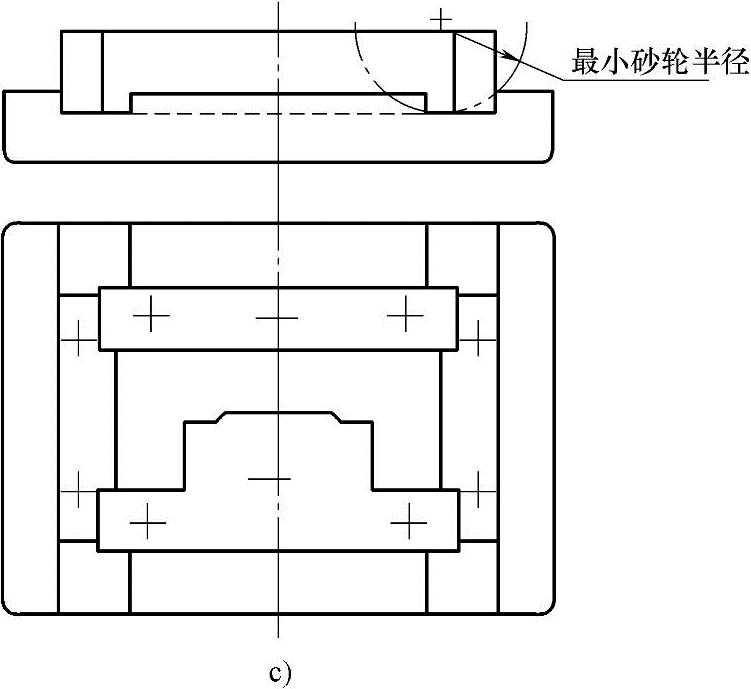
图6-122 用凹模固定板固定拼块(续)
上述各种固定形式的配合深度,应根据凹模所受冲压力及其水平分力大小而定,一般取凹模厚度的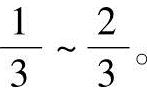 必要时应对这类固定板淬硬,以提高其强度和耐磨性。
必要时应对这类固定板淬硬,以提高其强度和耐磨性。
较大尺寸的拼合凹模,为避免大尺寸固定板的变形,可采用图6-123所示的固定方法,其特点是将镶拼凹模全部埋入下模座内,既保证了拼合精度,又提高了拼合的牢固性。
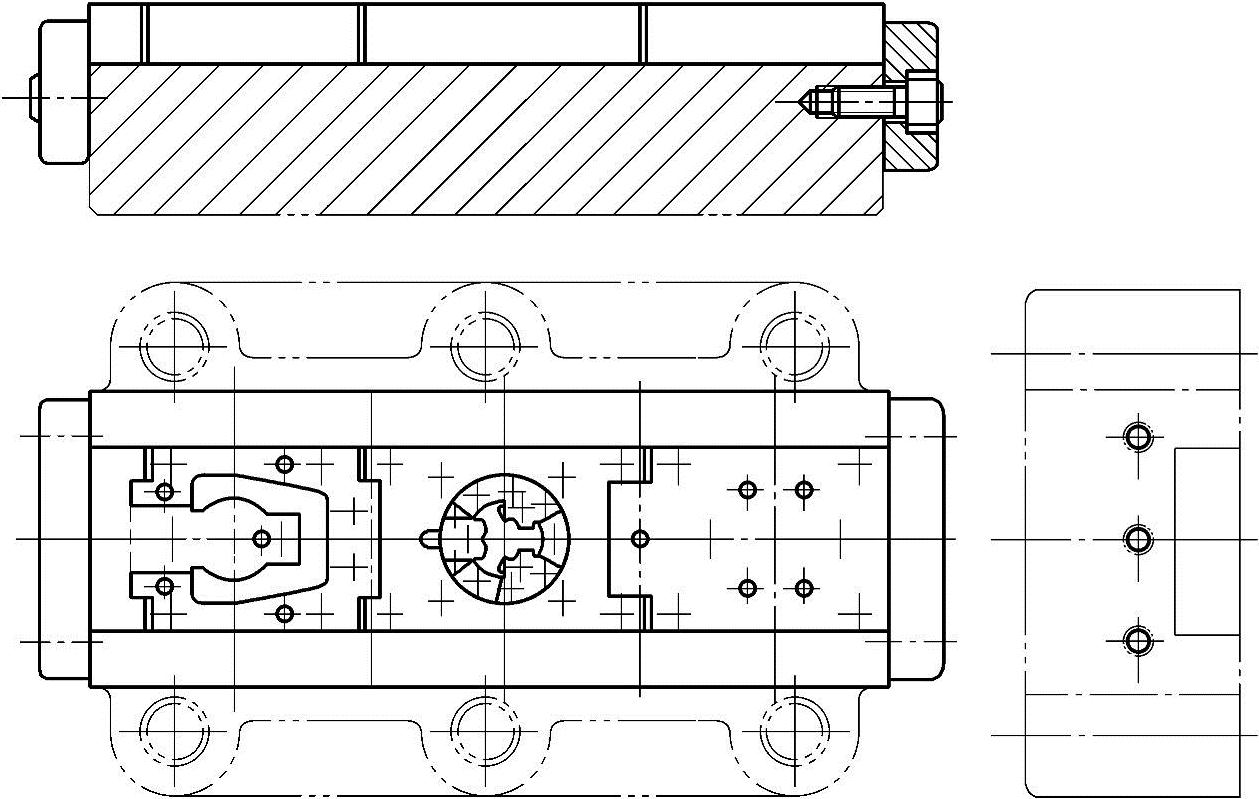
图6-123 拼块埋入下模座固定
②框式固定方法。径向拼合的凹模,当结构上无其他影响时,宜采用套圈进行固定,如图6-124所示。
对受较大水平分力的非圆形镶拼凹模,不适宜采用板式固定方法,而应采用框式固定方法,如图6-125所示。
这种固定方法的圈、框与镶拼凹模之间的配合应给予一定的过盈量,以保证拼合质量。
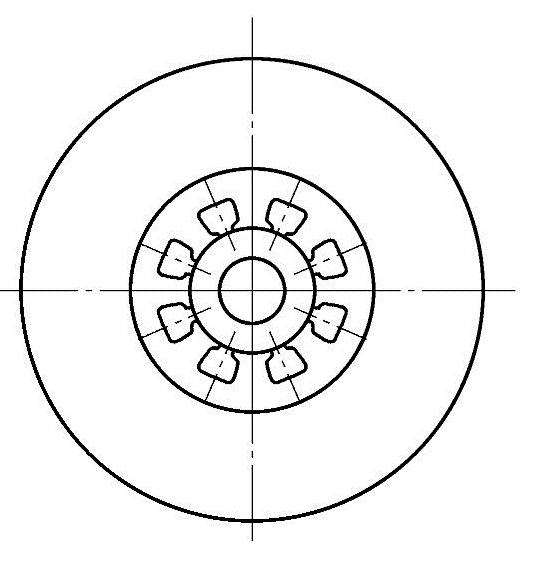
图6-124 径向镶拼凹模用套圈固定
图6-125 框式固定拼块凹模
③压板固定方法。图6-126所示为采用斜面压板固定镶拼凹模的两种不同方法。图6-126a所示为主要适用于拼块较少的通用快换方式;图6-126b所示用于多拼块模具。
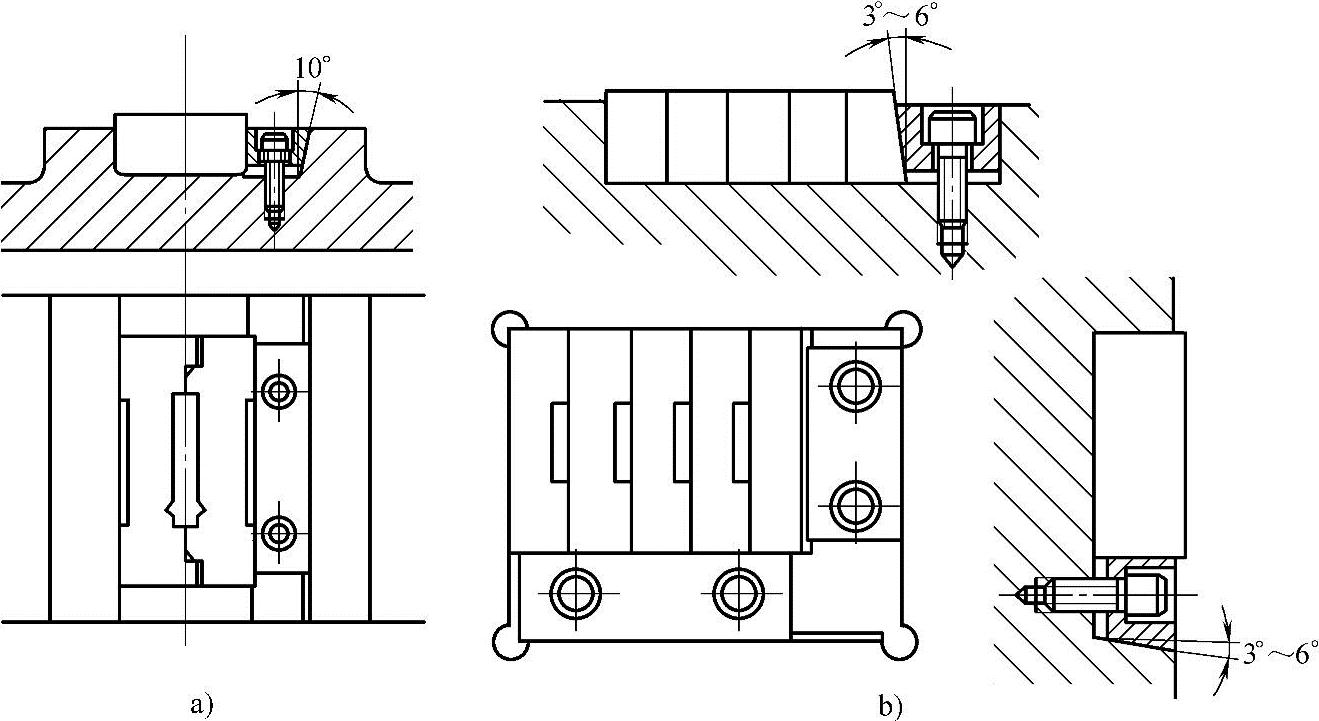
图6-126 镶拼凹模用斜面压板固定
④大型镶拼凹模分段固定方法。大型镶拼凹模的分段固定方法如图6-127所示。分段拼块通过螺钉、销钉进行固定。图6-127a所示的形式,适用于冲裁料厚小于1.5mm的工序件;图6-127b所示的形式,适用于冲裁料厚为1.5~3.5mm的工序件;图6-127c所示的形式,适用于冲裁料厚大于3.5mm的工序件。
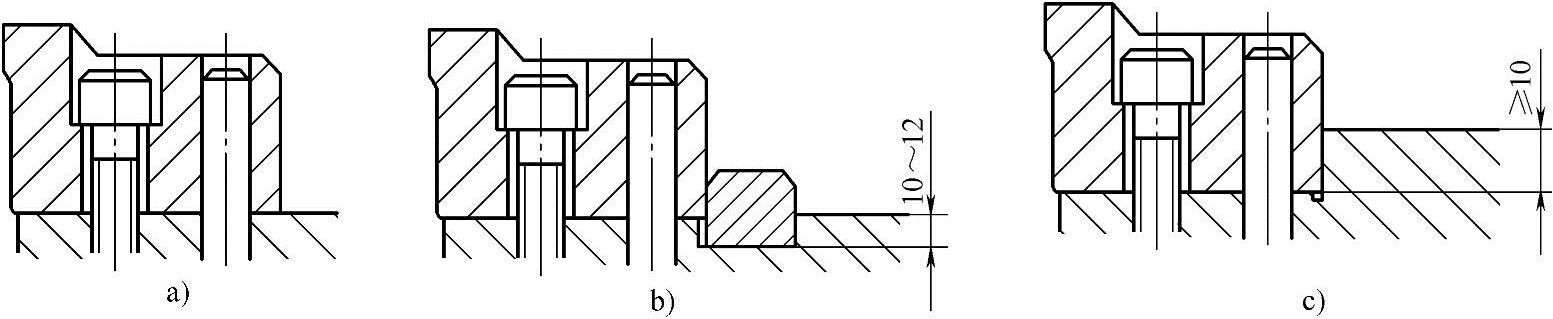
图6-127 大型镶拼凹模分段固定方法
相关文章

凸、凹模圆角应随着工序的增加而逐渐减少,原则上最后一次拉深凸模的圆角半径应等于制件底部的圆角半径,拉深凹模的圆角半径等于制件的凸缘圆角半径。但一般首次拉深凸、凹模圆角半径按下式计算取得。以后各工序间的凸、凹模圆角半径应均匀递减,使其逐步接近制件圆角半径。......
2025-09-29

滚动轴承振动按产生机理可分为以下三种类型:轴承结构的固有振动1)把外圈看作是弹性体引起的固有振动,如表5-1所示。表5-1 套圈弹性固有振动类型表5-2 套圈刚体固有振动类型表5-3 滚动体固有振动强迫振动1)滚动体通过振动 当轴承运转时滚动体周期通过载荷作用线引起的振动,如表5-4所示。表5-6 滚道表面缺陷引起的轴承振动频率滚动轴承的振动往往是以上各类振动共同作用的结果。......
2025-09-29

在设计多工位级进模时,凸、凹模一般凭经验确定或按经验公式计算结构尺寸。凸、凹模应设计成便于拆装,更换方便,固定可靠。凸、凹模要有统一的基准 对于形状复杂而型孔较多的多工位级进模,作为工作零件的凸、凹模,不但种类或形状不同,数量也较多。......
2025-09-29

人类活动对径流的影响,主要表现在水质和水量两个方面。从目前来看,人类虽然可以通过人工增雨技术来影响局部地区的降水量,缓解旱情。但是,就总体情况而言,人类还缺乏影响大气环流的能力,因此,可以认为人类活动对流域多年平均降水量的影响是十分微弱的。另一方面,人类活动还会对自身赖以生存的环境产生不利的影响。......
2025-09-29

多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2025-09-29
材料的特性日本日立金属DAC是特种铝热压模合金钢,DAC是一种有着很好的强度、韧性和耐热平衡性的热模具钢和热作模具钢。参考对应牌号中国GB标准牌号Cr12、德国DIN标准材料编号1.2080、德国DIN标准牌号X210Cr12、英国BS标准牌号BD3、法国AFNOR标准牌号Z200Cr12、意大利UNI标准牌号X210Cr13KU/X250Cr12KU、西班牙UNE标准牌号X210Cr12、日本JIS标准牌号SKD11、美国AISI/SAE标准牌号D3。回火温度150~200℃,空冷,回火两次,硬度≥61HRC。......
2025-09-29
这里主要介绍冲裁凸模的强度计算,包括失稳长度计算。图6-61所示为一个分段计算凸模强度的例子。6)如图6-71所示,该凸模用螺纹固定,前提是凸模与凸模固定板配合部分端面较大,此凸模固定安全可靠,但加工工艺复杂。9)如图6-74所示,此凸模是一种可受较重负荷的快换凸模结构,凸模上端开有环形滑槽,并与凸模固定板滑配。......
2025-09-29
相关推荐