翻孔时孔的边缘不破裂所能达到的最小翻孔系数,称为极限翻孔系数。例4-2固定套翻孔件的工艺计算。由d0/t=32.3,查表4-56,若采用圆柱形凸模,得低碳钢极限翻孔系数为0.65,小于计算值,所以该制件能一次翻孔成形。图4-52 凹模入口圆角设计要点5.变薄翻孔当翻孔制件要求具有较高的竖边高度,而竖边又允许变薄时,可以采用变薄翻孔。图4-53所示为变薄翻孔的尺寸变化。变薄翻孔时,凸模与凹模之间应具有良好的导向,以保证间隙均匀。......
2025-09-29
导正销在多工位级进模中是应用最为普遍的定距方式。通常采用导正销与侧刃或自动送料机构混合使用,一般以侧刃或自动送料机构为粗定位,导正销为精定位。
带料(条料)导正定位时,一般是通过装在上模的导正销插入带料(条料)上的圆孔或其他孔的形状来校正带料(条料)或制件位置达到精确定位的。被插入的圆孔或其他形状的孔,一般是在带料(条料)的载体上冲出工艺孔,专供导正使用,也可以利用制件的结构孔作导正销孔。
1.导正销在排样图上的设计及应用
在带料(条料)排样图设计时,确定导正销孔的位置应遵循以下原则:
1)在带料(条料)排样图上的第一工位就应先冲出导正销孔,紧接第二工位要设置导正销定位。以后每隔2~3个工位的相应位置等间隔地设置导正销定位,并在容易窜动的工位优先设置导正销。
图6-39所示为电器插座簧片带料排样图。该排样图在工位①上首先冲切出导正销孔(见图6-39a处)及侧刃;工位②设置导正销定位(见图6-39b处);分别在工位⑤(见图6-39c处)、工位⑦(见图6-39d处)、工位⑨(见图6-39e处)、工位⑩(见图6-39f处)上设置导正销定位。
2)导正销孔的位置应设置在带料(条料)不参与变形的平面上,否则将起不到精确定位的作用,一般选在带料的载体、结构废料或工艺废料上。如图6-39所示,该导正销孔设置在带料的载体上。
3)对较厚的材料或精度不高的制件,可选择利用制件上的孔作为导正销孔,但在冲压过程中,该孔经过导正销导正后,精度会降低,甚至会变形。如对精度要求高的制件孔径,对制件孔径先冲出预冲孔,然后导正销在预冲孔上导正,最后的工位或最后第二工位上再精修孔径,从而达到制件要求的精度。

图6-39 带料(条料)排样图上设置导正销孔
图6-40所示为U形安装架带料排样图。该排样图在工位①上首先预冲切出2个ф6.03mm的导正销孔;分别在工位②、工位④及工位⑤上设置导正销定位;工位⑥在原导正销孔上精修一个ф12mm的圆孔和一个腰形孔。

图6-40 导正销孔设置在制件的孔径上
4)在重要的成形位置前后要设置导正销定位。如图6-39所示,工位⑦为弯曲;工位⑨为弯曲;这两个工位弯曲成形,带料容易窜动,分别设置有导正销定位。
5)圆筒形连续拉深时,有内外圈切口的,那么在首次拉深前(包括首次拉深)要设置导正销定位,其余拉深可利用拉深凸模进行导正,可不必设置导正销。最后一次落料时,利用圆筒形拉深件内孔径作导正定位,如图5-60所示。
6)在成形工位上必须要设置导正销定位的,而又与其他工序干涉时,可增加一个空工位,导正销设置在空工位上。
2.导正销直径与导正销孔之间的关系
常用的导正销分为凸模导正销和独立导正销两种。
(1)导正销与导正销孔之间的间隙
1)安装在凸模上的导正销与导正销孔之间的间隙。在多工位级进模中,如果制件在冲压过程中容易窜动,而同轴度或外形与中心的相对位置要求又较高时,只用带料(条料)在载体上设置的导正销或侧刃的定位是不够的,通常还应采用安装在凸模上的导正销来保证孔与外形的相对位置尺寸,因此安装在凸模上的导正销直径d1略小于导正销孔凸模直径d。
导正销直径d1可按下式计算,即

式中 d1———导正销工作部分直径;
d———冲导正销孔凸模直径;
c———导正销与导正销孔之间的单面间隙(mm),见表6-80。
表6-80插图导正销与导正销孔之间的单面间隙c (单位:mm)

注:表中的符号如图6-41所示。

图6-41 安装在凸模上的导正销与制件上的导正销孔结构
1—导正销孔凸模 2—安装在凸模上的导正销 3—带料(条料)上的制件
2)独立导正销与导正销孔之间的关系。在带料(条料)上的载体、工艺废料或结构废料上设置的导正销称独立导正销(简称导正销)。导正销插入带料(条料)上时,既要保证带料(条料)的定位精度,又要保证导正销能顺利地插入导正销孔。若导正销与导正销孔的配合间隙过大,则定位精度低;反之,配合间隙过小,导致带料(条料)上的导正销孔变形,而且使导正销加剧磨损,从而又影响定位精度。
导正销孔是由导正销孔凸模冲出来的,所以导正销与导正销孔间的关系实际上反映的是导正销直径d1与冲导正销孔凸模直径d之间的关系。两者直径根据制件精度和带料(条料)厚度的不同来定,常见的导正销直径d与冲导正销孔凸模直径d之间的间隙应符合以下规定:
当带料(条料)的厚度t≥0.5mm时,且对工位步距精度无严格要求时

当带料(条料)的厚度t≤0.5mm时,且对工位步距精度要求较高时

当带料(条料)的厚度t≥0.7mm时,且对工位步距精度要求较高时

式中 d———导正销直径;
d1———导正销孔凸模直径;
t———带料(条料)的厚度。
(2)导正销工作部分长度的确定
1)安装在凸模上的导正销工作部分长度的确定。如图6-41所示,安装在凸模上的导正销工作部分长度h值可参考表6-81。
表6-81 导正销工作部分长度h值 (单位:mm)

2)独立导正销工作部分长度的确定。独立导正销工作部分长度也就是导正销工作部分直径伸出卸料板底平面的有效定位长度h,长度h和带料(条料)的厚度t与料的软硬有关,材料越硬,导正销孔的剪切面越小,因此h值可适当减小,一般取h=(0.8~1.5)t,如图6-42和图6-43所示。

图6-42 固定在卸料板上的导正销结构图
1—卸料板垫板 2—螺钉 3—卸料板 4—导正销

图6-43 固定在固定板上的导正销结构图
1—上模座 2、6—螺钉 3—固定板垫板 4—固定板 5—导正销 7—卸料板 8—卸料板垫板 9—弹簧
如果导正销工作部分长度h=(1.5~2.5)t,内导料板凸肩又不带导正销卸料装置或不带导正销避让孔的浮动导料销。当上模上升时,引起带料(条料)的窜动,使之卡在导正销上,带料(条料)难以卸料或带料(条料)上的导正销孔拉变形,从而影响送料或导正定位精度。因此要在导正销的边缘上安装小顶杆顶出,以保证带料(条料)能顺利地从导正销上卸料,如图6-44和图6-45所示。

图6-44 固定在卸料板上而边缘带有顶杆顶出的导正销结构图
1—卸料板垫板 2—螺钉 3—卸料板 4—弹簧 5—导正销 6—螺塞 7—顶杆

图6-45 固定在固定板上而边缘带有顶杆顶出的导正销结构图
1—上模座 2、9—螺钉 3—固定板垫板 4—固定板 5—螺塞 6、12—弹簧 7—导正销 8—顶杆 10—卸料板 11—卸料板垫板(https://www.chuimin.cn)
(3)导正销孔直径的确定 导正销孔的直径与导正销校正能力有关。导正销孔直径过小,会导致导正销易弯曲变形,导正精度差;反之,导正销孔直径过大,则会降低材料利用率和载体的强度。
一般当带料(条料)板厚在0.5mm以下,导正销孔的直径应大于或等于ф1.5mm;当带料(条料)板厚在0.5mm以上,导正销孔的直径大于或等于带料(条料)板厚的2倍以上。导正销孔的经验值见表6-82。
表6-82 导正销孔直径的确定 (单位:mm)

3.导正销直径与导正销避让孔之间的关系
导正销在工作时,首先要经过带料(条料),还要伸出较长的一段长度,对应凹模或套式顶料杆(见图6-24件号3)或带导正销避让孔的异形浮动导料销(见图6-19件号5)等的避让孔需加工成通孔。避让孔直径ds与导正销孔直径d之间要保证足够的间隙,如图6-46所示。
当带料(条料)的厚度t≤1mm时,一般取c=(0.05~0.1)t,即

当带料(条料)的厚度t>1mm时,一般取c=(0.2~1)t,即

4.导正销直径伸出长度与凸模之间的关系
导正销是要伸出卸料板底平面一定长度的,而凸模是缩进卸料板底平面的。这样可以保证带料(条料)在冲裁、成形之前,已被导正销完全定位后,上模继续下行,卸料板在压紧带料(条料)后开始冲裁、成形,从而获得良好的制件质量,如图6-47所示。

图6-46 导正销与凹模避让孔之间的间隙
1—卸料板垫板 2—螺钉 3—导正销 4—卸料板 5—带料 6—凹模板

图6-47 导正销直径伸出长度与凸模之间的关系
1—螺钉 2—固定板垫板 3—冲孔凸模 4—弯曲凸模 5—上模座 6—固定板 7—卸料螺钉 8—卸料板垫板 9—卸料板 10—导正销 11—顶杆
5.导正销端部的形状
导正销端部的形状可分为弧形和锥形两大类。
如图6-48所示,其导正销头部的形状为弧形,能保证良好的导正精度,对于导正销孔大小都适用,所以应用较为广泛。图6-48a一般用于大直径的导正销;图6-48b一般用于中、小直径的导正销;图6-48c一般用于中、大直径的导正销。
如图6-49所示,其导正销头部的形状为锥形,在锥度与工作直径相交处和锥尖部分,应有圆弧过渡,一般r=r1=0.25d。图6-49a一般用于中、大直径的导正销;图6-49b一般用于中、小直径的导正销。
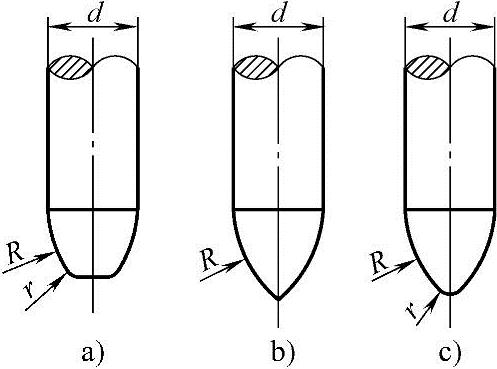
图6-48 弧形导正销头部形状

图6-49 锥形导正销头部形状
6.导正销的种类与结构形式
(1)安装在凸模上的导正销种类与结构形式图6-50所示为台肩式导正销固定在凸模上,适用于导正销直径d≤5mm,导正销与凸模靠导正销的台肩挂住。
图6-51所示为台肩式导正销固定在凸模上,导正销的后面用圆柱销顶住。适用于细小的导正销直径。对于细小的导正销,若采用如图6-50的结构形式,导正销整体容易变形。为提高导正销的加工精度,应减短导正销的整体长度,其后面用圆柱销顶住即可。

图6-50 安装在凸模上的导正销结构形式(一)
1—凸模 2—导正销
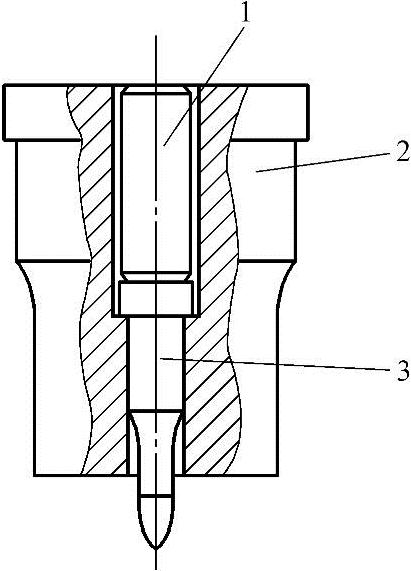
图6-51 安装在凸模上的导正销结构形式(二)
1—圆柱销 2—凸模 3—导正销
图6-52所示为用螺母固定的导正销结构,该结构在导正销的后端制成螺纹。安装方式:首先把带螺纹的导正销3安装在凸模2上,再用螺母1锁紧,与凸模连为一体即可。
图6-53所示为用螺钉锁住导正销的结构形式。该结构在导正销的后端加工有螺纹孔。安装方式:首先把导正销2安装在凸模1上,再用螺钉3固定即可。
图6-54所示为用螺钉固定在凸模上的导正销结构。该结构在凸模上加工出螺纹孔。首先把导正销2安装在凸模1上,再用螺钉3锁紧即可。此结构刃磨凸模时拆装较为方便。

图6-52 安装在凸模上的导正销结构形式(三)
1—螺母 2—凸模 3—带螺纹的导正销

图6-53 安装在凸模上的导正销结构形式(四)
1—凸模 2—导正销 3—螺钉

图6-54 安装在凸模上的导正销结构形式(五)
1—凸模 2—导正销 3—螺钉
(2)安装在固定板或卸料板上的独立导正销种类与结构形式 安装在固定板或卸料板上的常用导正销种类与结构形式如图6-55所示。图6-55a所示为直杆式导正销固定在固定板上,导正销的固定部分和工作直径可以制作成相同的直径,便于加工,凸模固定板可按H7/js6过渡配合。
图6-55b所示为台肩式导正销固定在固定板上,一般用于导正销工作部分直径d<8mm。其导正销端部的形状为弧形,其余部分和冲孔凸模的结构完全相同,它与凸模固定板按H7/m6配合固定。
图6-55c、d所示为快卸式固定的导正销结构。图6-55c导正销11安装完毕后直接用两个螺塞固定;而图6-55d导正销10安装在固定板上,考虑到导正销的肩部离模座还有一段距离,不能用螺塞直接固定,所以中间用圆柱销2连接。这两种结构方式拆卸、固定都较为方便。
图6-55e、f所示为活动式导正销。导正部分与固定板可动部分直径相差较大。图6-55e所示结构因卸料板较厚,导正部分的直径较小,要在卸料板的反面加工避让孔。活动式导正销的优点是可避免送料错位时损坏导正销。
图6-55g所示为安装在卸料板上的导正销。导正销是靠挂台挂住固定,应用较为广泛。可适用于凸模进入凹模深度较深,冲压行程较大的多工位级进模。
图6-55h所示为安装在卸料板上的活动式导正销。它直接与卸料板成动配合,螺塞安装在卸料板垫板上可调节弹簧的压力。
图6-55i所示为安装在卸料板上的活动式导正销。它的功能与图6-55h相同,也是与卸料板成动配合,但弹簧直接固定在上模座上,可以用于较大的弹簧压缩量,一般用于中、大直径的导正销且导正的工作部分较长。
图6-55j所示为带有弹压卸料套导正销结构。一般用于薄料的大型制件,在导正销未插入导正销孔之前,先由弹压卸料套将带料(条料)压住,再由导正销进行导正。它能防止导正销与导正销孔之间因间隙小容易把带料(条料)被导正销带变形的问题。

图6-55 安装在固定板或卸料板上的导正销结构形式
1—螺塞 2—圆柱销 3—弹簧 4—上模座 5—固定板垫板 6—固定板 7—卸料板垫板 8—卸料板 9~17、19—导正销 18—卸料套
相关文章

翻孔时孔的边缘不破裂所能达到的最小翻孔系数,称为极限翻孔系数。例4-2固定套翻孔件的工艺计算。由d0/t=32.3,查表4-56,若采用圆柱形凸模,得低碳钢极限翻孔系数为0.65,小于计算值,所以该制件能一次翻孔成形。图4-52 凹模入口圆角设计要点5.变薄翻孔当翻孔制件要求具有较高的竖边高度,而竖边又允许变薄时,可以采用变薄翻孔。图4-53所示为变薄翻孔的尺寸变化。变薄翻孔时,凸模与凹模之间应具有良好的导向,以保证间隙均匀。......
2025-09-29
注意:前面的3.2节中已详细讲述了CFX设置,且本书主要是针对泵设置的。故本节以及后面提及CFX设置的章节,对于设置的描述不再很详细。图4.1-33 基本设置图4.1-34 流体模型设置5)其他水体也按照上述1)~4)步骤设置,不同的是基本设置中的“Domain Motion”设置为静止“Stationary”的,其他默认,如图4.1-35所示。其他栏均保持默认设置。......
2025-09-29

步骤和注意事项参见单向流固耦合的操作步骤。2)设置材料属性。由于双向流固耦合结构上采用瞬态,流体上采用非定常设置。前面已经说过,双向流固耦合的时间步长的设置至关重要,结构与流体的时间步长的设置要完全吻合起来。单击打开详细菜单栏,如图5.3-3设置。图5.3-3 设置时间步长图5.3-4 添加圆柱约束3)重力加载同单向耦合一样。图5.3-5 添加角速5)创建耦合面。......
2025-09-29
AutoCAD绘图使用的默认线型为连续线型Continuous,其他线型则应加载后才能使用。用户可根据自己的需要为图层设置不同的线型。选择“CENTER”线型,然后,单击按钮,完成图层线型设置。图1-8对话框在作图过程中临时设置当前线型有以下三种方式:● 在工具栏的下拉列表框中选择已加载的线型,或选择选项,调出对话框,如图1-9所示,以加载所需线型。图1-9对话框下面对对话框加以必要的说明::确定在线型列表中显示哪些线型。只能删除未使用的线型。......
2025-09-29
如全国服装院校“新人奖”赛事,要求提交的设计方案包括新一年或新一季服装流行趋势分析、设计效果图、款式结构图和面料小样等,而其他多数赛事提交的设计方案通常具有设计效果图、款式结构图和面料小样即可。各赛事的设计方案要求虽不尽相同,但有了前面的创新设计综合训练的实践作为基础,对于赛事设计方案的制作就能做到从容应对。图5-1所示为参加“新人奖”赛事的设计方案实例。......
2025-09-29

如CNC参数PRM13118.2设定为“1”,则只能显示传统主轴设定参数输入显示页面。在主轴调整页面显示后,便可实施主轴设定引导操作,完成主轴驱动系统的快速、自动调整。图9.1-14 主轴监控显示......
2025-09-29

图3-23 打击杆1/2轴截面模型1—绿色虚线 2—红色虚线结构优化后,轴销的有限元模型如图3-24所示。图3-24 结构优化后轴销的有限元模型轴销结构优化后,合分闸过程中其应力应变最大的前10个节点信息如图3-25所示,可见16242号节点在0.0272s时刻,受到的最大冲击应力为645.79MPa,材料的最大应变为0.004。图3-27 结构优化后,轴销的寿命分布云图a)A3钢 b)调质45钢 c)调质40Cr图3-28 结构优化前后的轴销寿命对比......
2025-09-29

在加工和测量工件时,应尽量使定位基准和测量基准与工序基准重合,以便消除因基准不重合而带来的误差。直接选用设计基准为定位基准,这称为基准重合原则。定位基准应有足够大的接触和分布面积,以使其能承受较大的切削力和定位稳定可靠。......
2025-09-29
相关推荐