居民区和水田中的接地装置,宜围绕杆塔基础敷设成闭合环形。表1-3-5杆塔放射形接地极每根的最大长度在高土壤电阻率地区采用放射形接地装置时,当在杆塔基础的放射形接地极每根长度的1.5倍范围内有土壤电阻率较低的地带时,可部分采用引外接地或其他措施。表1-3-7不同土壤电阻率地区的线路典型接地装置......
2023-07-01
导料装置主要是引导带料(条料)沿着一定的方向送进。导料装置的种类很多,主要分为外导料装置和内导料装置两种。外导料装置通常由外导料板与承料板固定在一起。内导料装置又可分为内导料板和浮动导料销两种。通常内导料板与凹模板固定在一起,而浮动导料销是在凹模的型孔内进行上下浮动。
外导料板、内导料板和浮动导料销,既可以在一副模具中单独使用,也可以在一副模具中混合使用。总之,在不同的工位上或不同的成形方式上,使用的导料方式也不同。
图6-4所示为常用导料装置的三种结构形式。图6-4a所示为带料(条料)在模具中采用两侧内导料板的结构形式。图6-4b所示为带料(条料)在模具中一侧采用内导料板导向,而另一侧采用浮动导料销导向的结构形式。带料(条料)在送进过程中,一侧为线接触,另一侧为点接触。图6-4c所示为带料(条料)在模具中采用两侧均为浮动导料销导料的结构形式。

图6-4 常用导料装置的三种结构形式
1、7、8—内导料板 2、3、5、6、9、11、17、18—顶料杆 4、10、16—下模板 12、13、19—浮动导料销 14—翻孔压料块 15—翻孔凸模
1.外导料板
在多工位级进模中,外导料板比较常用,它安装在模具的入口处。图6-5所示为外导料板组件,它紧靠凹模板的侧面。首先把外导料板5、6紧固在承料板2上,用圆柱销作定位,再把承料板2通过承料板垫块3固定在下模座4上使用,此结构的安装对模具内部布局无任何影响。
图6-6所示为外导料板与内导料板为一体的结构形式。从图6-6可以看出,导料板部分在模具的外部,还有部分进入模具的内部。它的固定方式为首先把进入凹模部分的导料板5、6用圆柱销与凹模板1连接,再用螺钉固定在凹模板1上;然后把在模具外部的导料板5、6用圆柱销与承料板3连接,再用螺钉固定在承料板3上即可。此结构对模具内部相对应干涉处,应作让位处理。
图6-7所示为带轴承的外导料板结构。该图与图6-5相比,比图6-5多了3件轴承,其他的安装及固定方式与图6-5相同。该导料板的特点是:当带料(条料)宽度公差较大时,用其他的导料板形式难以保证其导料精度;比如,当带料(条料)宽度偏窄时,带料(条料)与导料板的晃动较大,影响带料(条料)的导正精度或制件的冲压精度。反之,带料(条料)宽度偏大,会被导料板卡住,难以从导料板内通过。而采用图6-7的导料板进行导料,既保证了制件的冲压精度,又使送料更稳定。其滚轮的安装方式为:首先将轴承8、9的滚轮外形与导料套10的外形调整成一条直线并固定在承料板上,作带料(条料)送进的基准侧;而另一侧为轴承3,此轴承3固定在滑块4上,通常放在侧刃的一面,随着带料(条料)的宽与窄作前后滑动,在簧片2的压力下,轴承3的滚轮始终顶住带料(条料)的侧面,使带料(条料)一直贴紧轴承8、9的滚轮外形的一面。

图6-5 外导料板结构形式(一)
1—带料(条料) 2—承料板 3—承料板垫块 4—下模座 5、6—外导料板
外导料板的有效高度是根据带料(条料)的浮升高度或内导料板的高度来定的。
2.内导料板
内导料板是多工位级进模中最为常用的带料(条料)送进导向结构之一,它一般安装在凹模上平面的两侧,其导向面与凹模中心线相平行。内导料板种类很多,一般常用的有平直式、台肩固定式和浮动式三种结构形式。
(1)平直式 图6-8所示为平直式内导料板,一般固定在下模板(凹模)的两侧。多用于手工低速送料,且为平面冲裁的多工位级进模。图6-8a所示为条料进口处斜角与R角过渡形式,图6-8b所示为条料进口处采用R角过渡形式。
(2)台肩固定式 图6-9所示为台肩固定式内导料板,一般固定在下模板(凹模)的两侧。多用于带弯曲、成形立体冲压的高速、自动送料的中小型多工位级进模。图6-9a所示为条料进口处采用斜角与R角过渡形式,图6-9b所示为条料进口处采用R角过渡形式。

图6-6 外导料板结构形式(二)
1—凹模板 2—带料(条料) 3—承料板 4—下模座 5、6—内、外导料板为一体共用

图6-7 带轴承的外导料板结构
1—外导料板 2—簧片 3、8、9—轴承 4—滑块 5—定位键 6、10—导料套 7—凹模板
采用台肩固定式内导料板在模具工作时,上模上行,凹模上的带料(条料)在浮料块或浮料销的作用下,将带料(条料)顶出到一定的高度,在台肩固定式内导料板凸台的阻挡下,带料(条料)不会被顶出而脱离台肩固定式内导料板,以保证带料(条料)在连续冲压中能顺畅送进。

图6-8 平直式内导料板
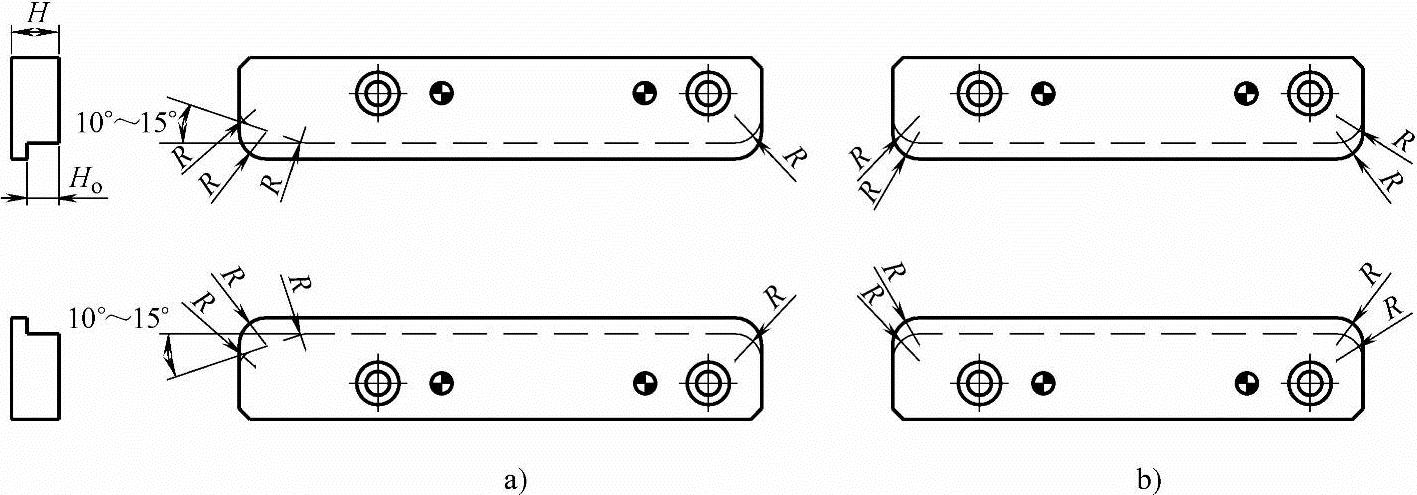
图6-9 台肩固定式内导料板
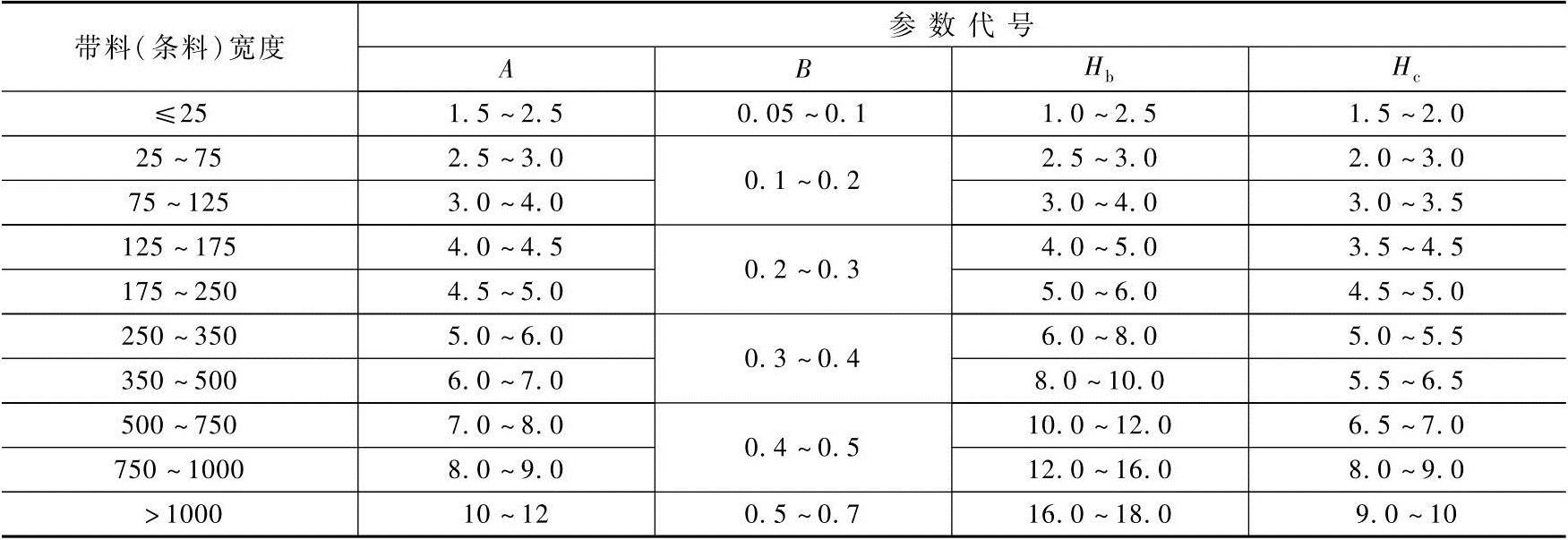
台肩固定式内导料板的高度H由带料(条料)的板厚t或制件[带料(条料)上工序件]的成形高度Hd来决定的。但要在带料(条料)浮顶的状态下,上下都要留一定的间隙,其合理的位置状态和相互关系如图6-10所示。图6-10中相应的尺寸见表6-69。那么
台肩固定式内导料板工作部分的高度Ho为

台肩固定式内导料板的高度H为

式中 Hd———制件或带料(条料)上工序件的成形高度;
Ha———带料(条料)与内导料板上台肩下平面的空隙,其取值为:当带料(条料)宽度≤350mm时,Ha取(0.5~1.5)t,当带料(条料)宽度为350~1000mm时,Ha取(2~2.5)t,当带料(条料)宽度>1000mm时,Ha取(2.5~3.5)t;
Hb———制件或带料(条料)上工序件的成形高度最低部分与下模板(凹模)上平面之间的间隙,见表6-69;
Hc———台肩高度,见表6-69。
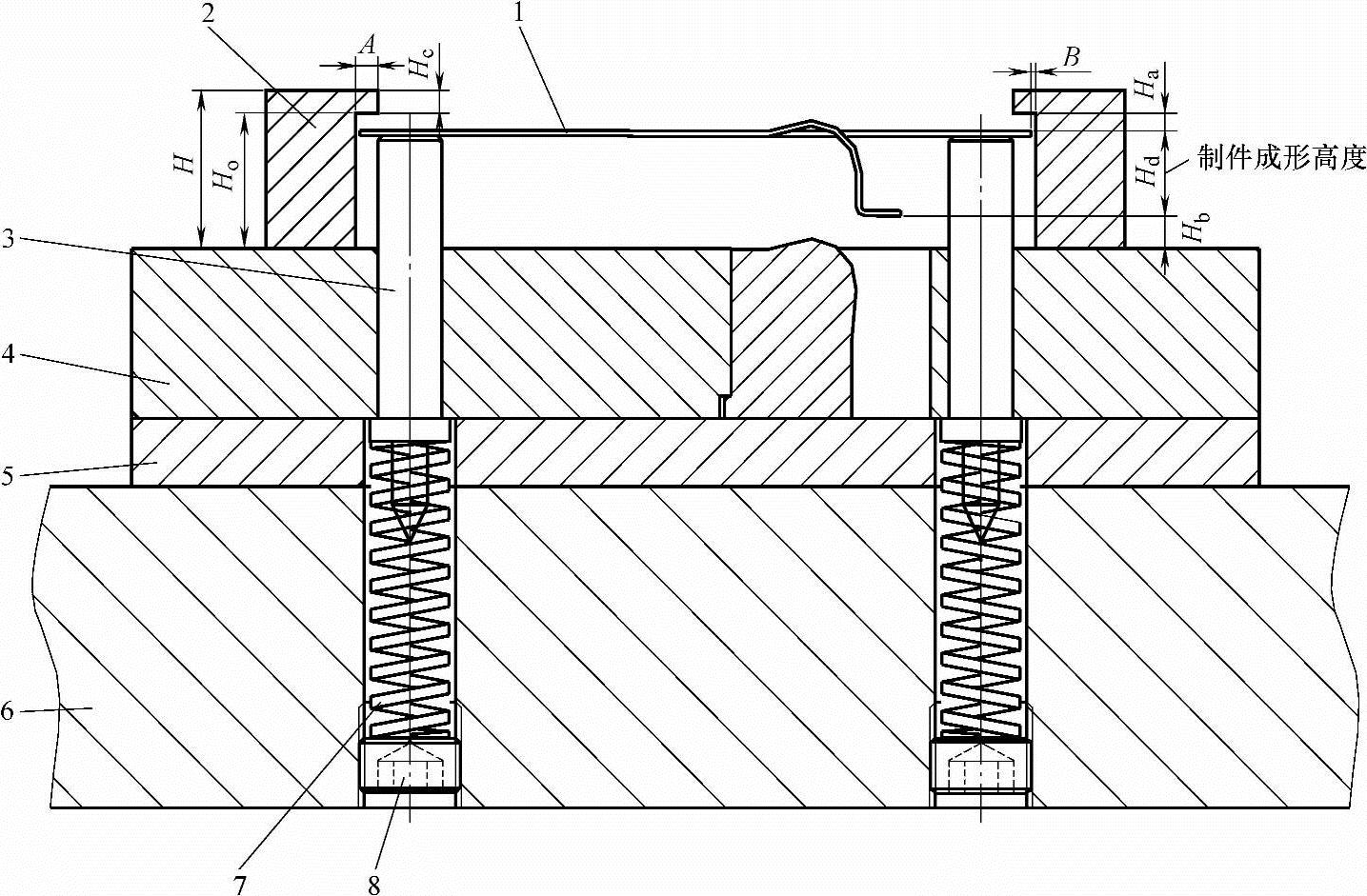
图6-10 带料(条料)浮顶高度示意图
1—带料(条料) 2—内导料板 3—浮料销 4—下模板 5—下模板垫板 6—下模座 7—弹簧 8—螺塞
表6-69 台肩固定式内导料板相关数据与带料(条料)相应的数值 (单位:mm)
多工位级进模的等宽双侧载体排样时,导正销孔大多设置在带料(条料)的载体上,因此导正销的安装位置一般都在内导料板的附近。在设计台肩固定式内导料板时,应当在导料板的台肩部位及相应的位置避让缺口,以保证导正销的正常工作,如图6-11所示。图6-11中a部为台肩固定式内导料板的端部侧面,该端部侧面还起侧刃挡料的作用,不但对此端部侧面加工相应尺寸精度及垂直度要求较高,而且对此台肩固定式内导料板的材质要求也较高,一般选用Cr12MoV材料,热处理硬度为53~55HRC。
(3)浮动式 图6-12、图6-13所示均为浮动式内导料板结构,浮动式内导料板在中、大型的多工位级进模中比较常用,特别在汽车零部件的大型多工位级进模中应用比较广泛。大型的多工位级进模的带料(条料)上下浮动量一般较大,采用浮动式内导料板,不但可以设置较大的上下行程浮动量,而且可以在内导料板下面安装较多的弹簧或氮气弹簧,能承载较重的带料(条料),拆装维修也较方便。
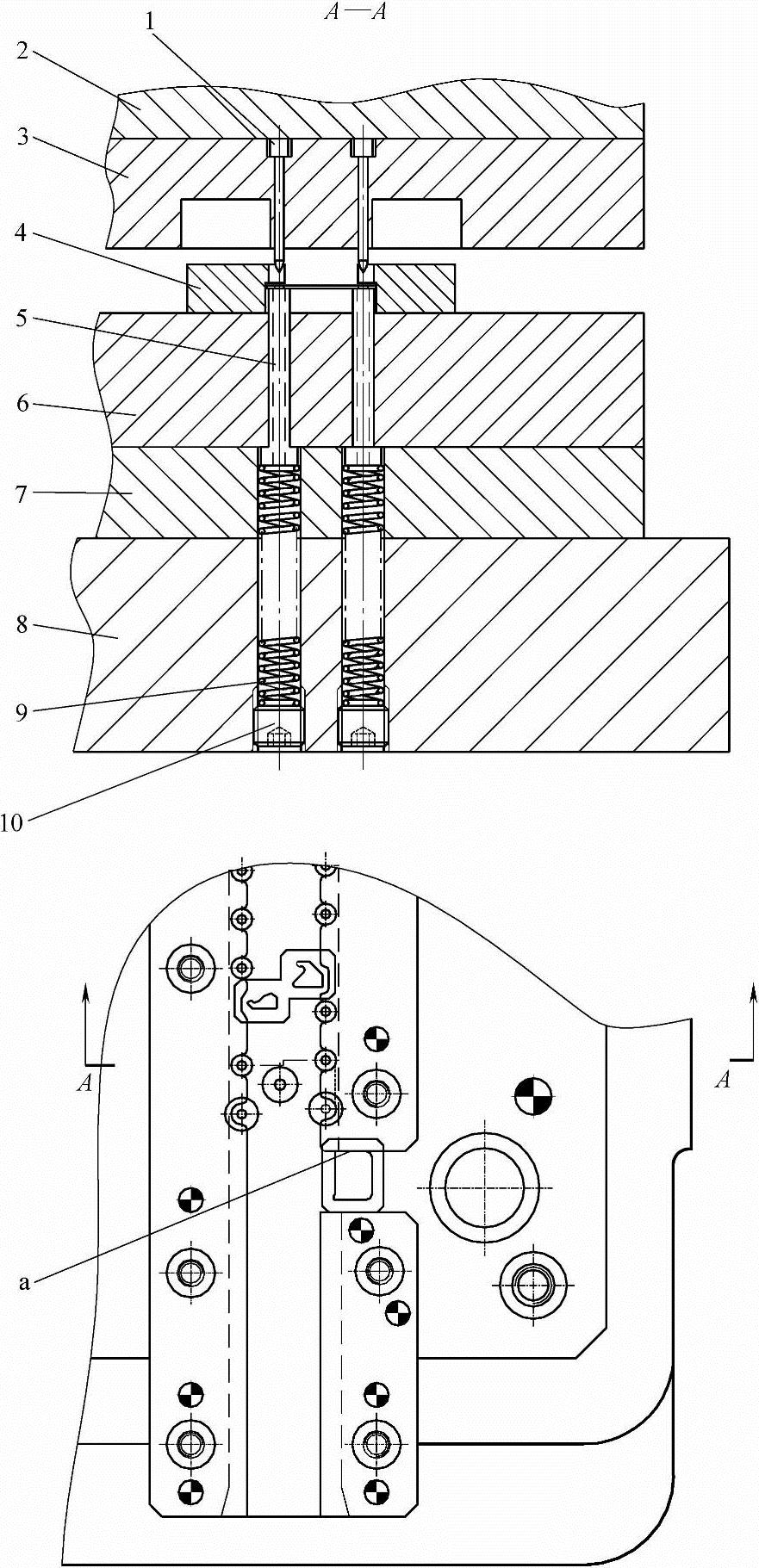
图6-11 台肩固定式内导料板与对应设置的套式顶料杆避让缺口示意图
1—导正销 2—卸料板垫板 3—卸料板 4—内导料板 5—套式顶料杆 6—下模板 7—下模板垫板 8—下模座 9—弹簧 10—螺塞
图6-12所示为台肩浮动式内导料板结构。其安装方式:首先把小导柱14用压板13固定在固定座12上(固定座12上镶有小导套11),再把承料板15用螺钉固定在小导柱14上,最后用圆柱销把台肩浮动式内导料板16与承料板15定位,并用螺钉固定即可。
图6-13所示为带槽浮动式内导料板结构。其安装方式:首先把小导柱5用压板6固定在固定座8上(固定座8上镶有小导套7),再把带槽浮动式内导料板3用螺钉4固定在小导柱5上即可。
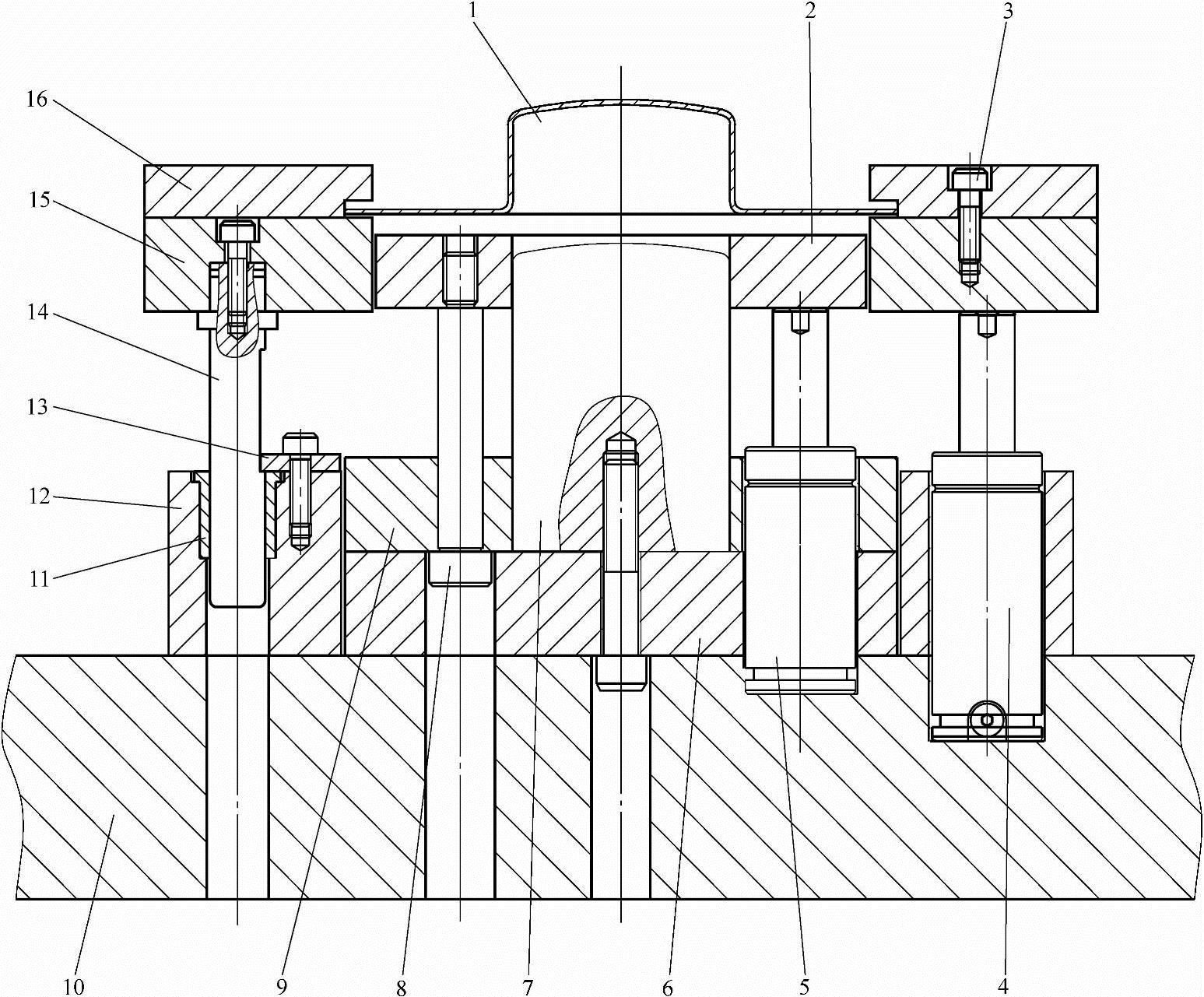
图6-12 台肩浮动式内导料板结构
1—带料(条料)中的工序件 2—卸料板 3—螺钉 4、5—氮气弹簧 6—固定板垫板 7—拉深凸模 8—卸料螺钉 9—固定板 10—下模座 11—小导套 12—固定座 13—压板 14—小导柱 15—承料板 16—台肩浮动式内导料板
3.浮动导料销
浮动导料销又称导向顶杆。它在多工位级进模的应用中比较广泛,如有弯曲、拉深等成形工序,为保证带料(条料)连续稳定送进,必须设置能让冲压成形后的带料浮离凹模平面,浮动导料销也是常见的带料导料形式之一。
在多工位级进模中浮动导料销设置的间距通常应小于或等于排样设计的步距,以使带料送进和带料浮离下模板(凹模)平面,避免带料在送进中产生变形。使用两侧为浮动导料销对带料(条料)进行导向,能很好地保证各模板的强度。常用的浮动导料销主要分为圆形浮动导料销和异形浮动导料销两种。
(1)圆形浮动导料销 圆形浮动导料销对带料(条料)导向属点接触的间断性导向,其特点是导向性好,摩擦阻力小,适用于高速冲压生产,但对带料(条料)的宽度尺寸和带料(条料)两侧的平直度有严格要求,以保证带料的导向精度,导向槽的深度应与带料的宽度尺寸公差相对应。
图6-14所示为常用普通圆形浮动导料销,应用较为广泛。其安装方式:先把圆形浮动导料销1头部从下模座4的弹簧孔内穿过,直到圆形浮动导料销1的尾部台肩的端面接触到下模板2的下平面,再在下模座4上安装弹簧5及螺塞6即可。
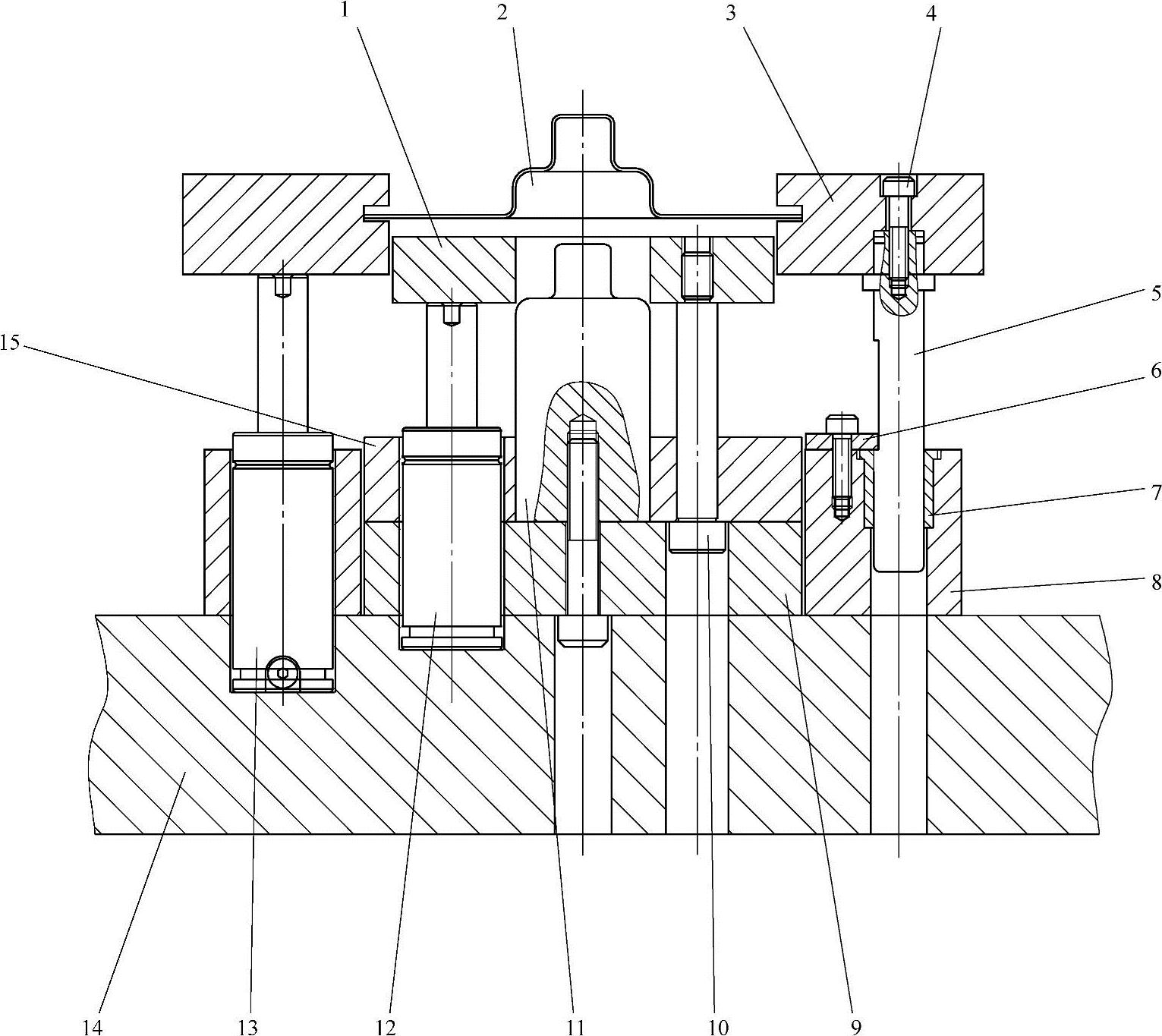
图6-13 带槽浮动式内导料板结构
1—卸料板 2—带料(条料)中的工序件 3—带槽浮动式内导料板 4—螺钉 5—小导柱 6—压板 7—小导套 8—固定座 9—固定板垫板 10—卸料螺钉 11—拉深凸模 12、13—氮气弹簧 14—下模座 15—固定板
图6-15所示为尾部带导向的圆形浮动导料销。该浮动导料销一般用于带料(条料)上的工序件或制件成形高度较高的多工位级进模上。由于尾部带导向,弹簧在大行程的压缩下不会发生变形,可以增加弹簧的使用寿命。其安装方式:首先把尾部带导向的圆形浮动导料销1头部从下模座4的弹簧孔内穿过,直到尾部台肩的端面接触到下模板2的下平面时,再把弹簧5安装在下模座4上,在弹簧的头部放入带导向的弹簧垫圈7(带导向的弹簧垫圈7头部同弹簧导向,尾部同下托板8导向),最后把下托板8固定在下垫脚6上即可。
图6-16所示为尾部下平面带有弹簧孔的圆形浮动导料销。该浮动导料销一般用于带料(条料)上的工序件或制件成形高度较高,而模具整体闭合高度小的多工位级进模上。它利用圆形浮动导料销1尾部带有弹簧孔,可把弹簧安装在圆形浮动导料销1的尾部圆孔内,增加弹簧的长度,从而保证弹簧的压缩量。其安装方式:首先把带有弹簧孔的圆形浮动导料销1头部从下模座5的弹簧孔内穿过,直到带有弹簧孔的圆形浮动导料销1的尾部台肩的端面接触到下模板2的下平面,再把弹簧安装在圆形浮动导料销1尾部的弹簧孔内,最后在下模座5上拧紧螺塞6即可。
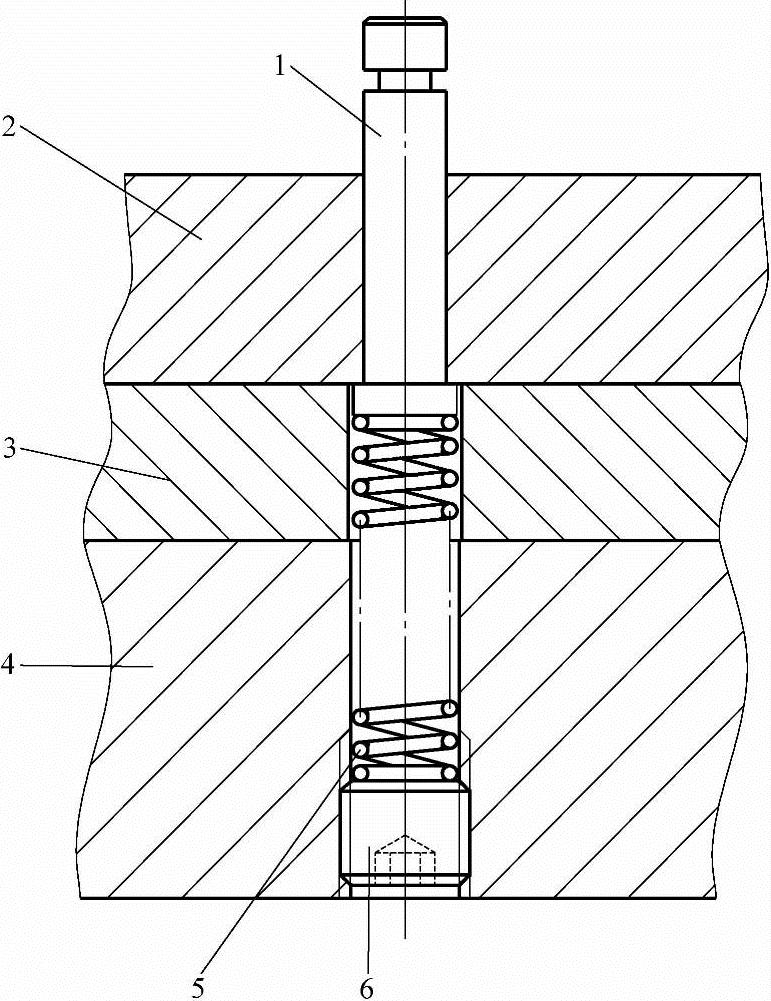
图6-14 圆形浮动导料销
1—圆形浮动导料销 2—下模板 3—下模板垫板 4—下模座 5—弹簧 6—螺塞
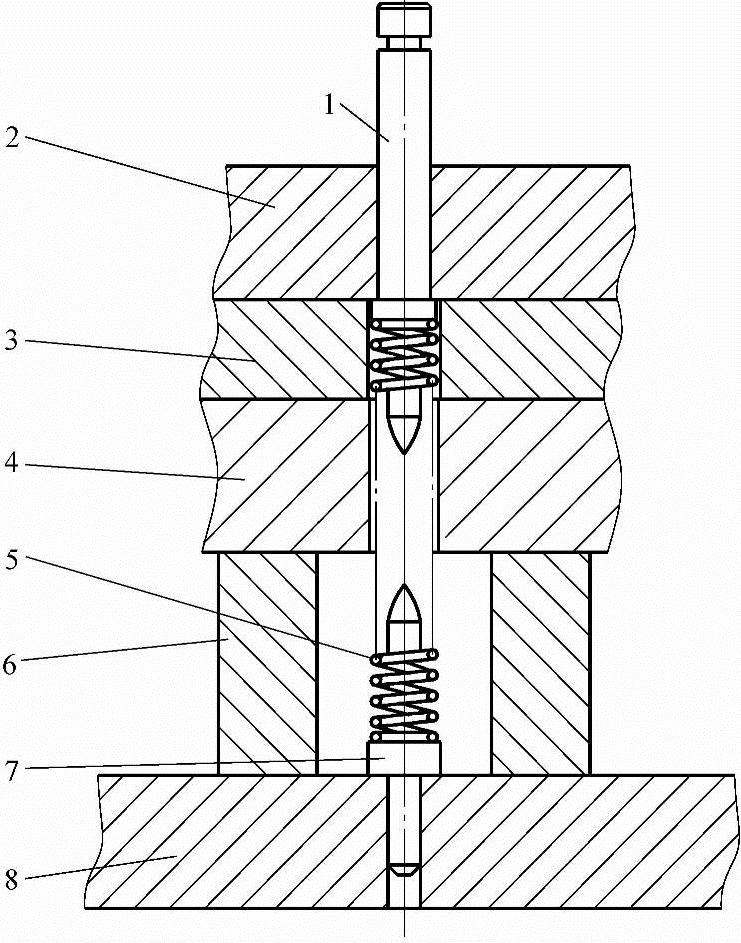
图6-15 尾部带导向的圆形浮动导料销
1—尾部带导向的圆形浮动导料销 2—下模板 3—下模板垫板 4—下模座 5—弹簧 6—下垫脚 7—弹簧垫圈 8—下托板
图6-17所示为尾部用压板固定的圆形浮动导料销。该浮动导料销加工、更换及拆卸都较为方便。它由圆形浮动导料销的主体1与压板3组合在一起并用螺钉固定。其安装方式与图6-14相同。

图6-16 带有弹簧孔的圆形浮动导料销结构示意图
1—带有弹簧孔的圆形浮动导料销 2—下模板 3—下模板垫板 4—弹簧 5—下模座 6—螺塞

图6-17 尾部用压板固定的圆形浮动导料销
1—圆形浮动导料销主体 2—下模板 3—压板 4—螺钉 5—下模板垫板 6—弹簧 7—下模座 8—螺塞
(2)异形浮动导料销 异形浮动导料销对带料(条料)导向属间断线接触的间断性导向,其特点是导向的接触面比圆形浮动导料销的接触面多,但比整条内导料板的导向接触面要小得多。它也适用于高速冲压生产,对带料(条料)的宽度尺寸和带料(条料)两侧的平直度等要求与圆形浮动导料销相同。
图6-18所示为普通的异形浮动导料销。其功能及安装方式与图6-14圆形浮动导料销相同。
图6-19所示为带导正销避让孔的异形浮动导料销。与图6-18相比,不同的是异形浮动导料销中间设置有一个导正销避让孔,其缺点是减小异形浮动导料销的强度。
该异形浮动导料销在多工位级进模中必须设置在导正销相对应的位置上。大多用于薄料小型精密高速冲压的多工位级进模中,以简化模具结构设计。其安装方式与图6-18相同。
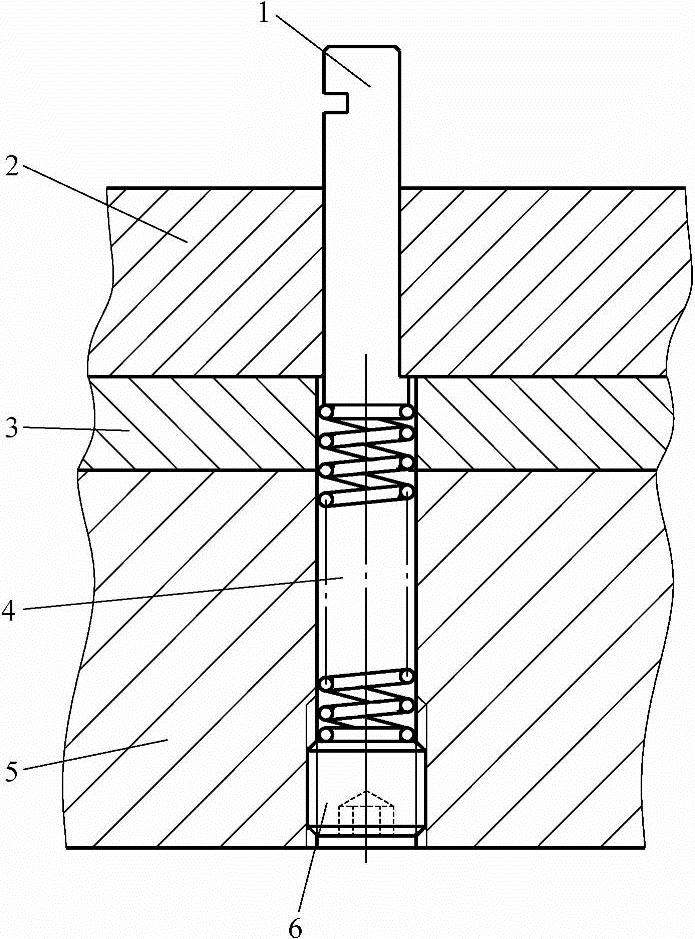
图6-18 异形浮动导料销
1—异形浮动导料销 2—下模板 3—下模板垫板 4—弹簧 5—下模座 6—螺塞
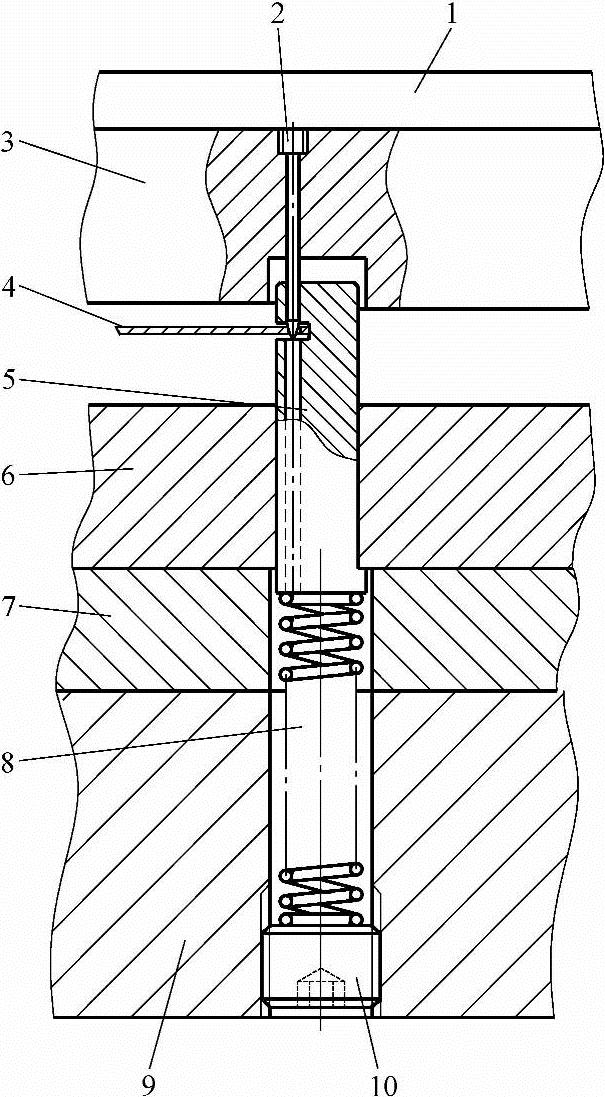
图6-19 带导正销避让孔的异形浮动导料销
1—卸料板垫板 2—导正销 3—卸料板 4—带料(条料) 5—带导正销避让孔的异形浮动导料销 6—下模板 7—下模板垫板 8—弹簧 9—下模座 10—螺塞
模具工作过程:上模下行,固定在卸料板3上的导正销2先通过异形浮动导料销5的避让孔内,再对带料(条料)进行导正。上模继续下行,带导正销避让孔的异形浮动导料销5的顶部在卸料板3内异形浮动导料销的避让孔的顶部受压下,异形浮动导料销5带动着带料(条料)4一起下行开始进行冲裁、成形等工作。上模上行,带料(条料)4在异形浮动导料销5的带动下一起上浮下模面。上模继续上行,导正销2开始在带料(条料)4的导正销孔内逐渐退出。在异形浮动导料销5头部台肩的作用下,使导正销2在带料(条料)4退出时保证平直、不变形。
图6-20所示为尾部用压板固定的异形浮动导料销,该使用功能及安装方式与图6-17相同。
图6-21所示为中部用压板止动的异形浮动导料销。该异形浮动导料销的功能与以上介绍的相同。安装方式与以上介绍的有所不同,该异形浮动导料销可以直接从下模面上安装。其安装方式:弹簧6及螺塞8可先在下模座7内安装,异形浮动导料销3直接从下模板4的模面上安装,安装结束时,用螺钉1固定压板2即可。当维修或更换异形浮动导料销3时,模具不必从压力机上卸下,直接从模具上卸下螺钉1,取出压板2,就可以取出异形浮动导料销3。使用该浮动导料销对拆装、维修都较为方便。
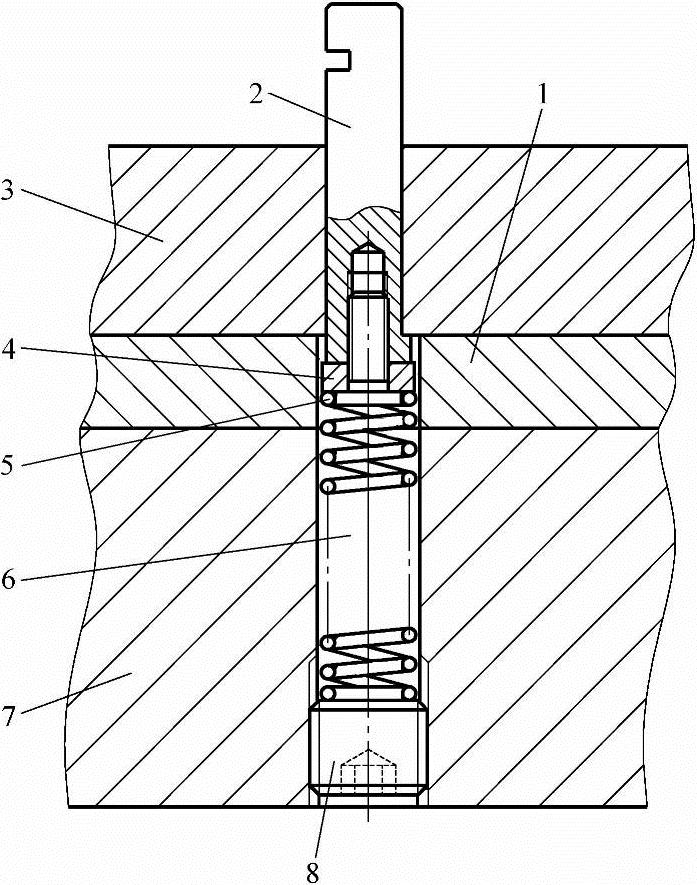
图6-20 尾部用压板固定的异形浮动导料销
1—下模板垫板 2—异形浮动导料销主体 3—下模板4—压板 5—螺钉 6—弹簧 7—下模座 8—螺塞
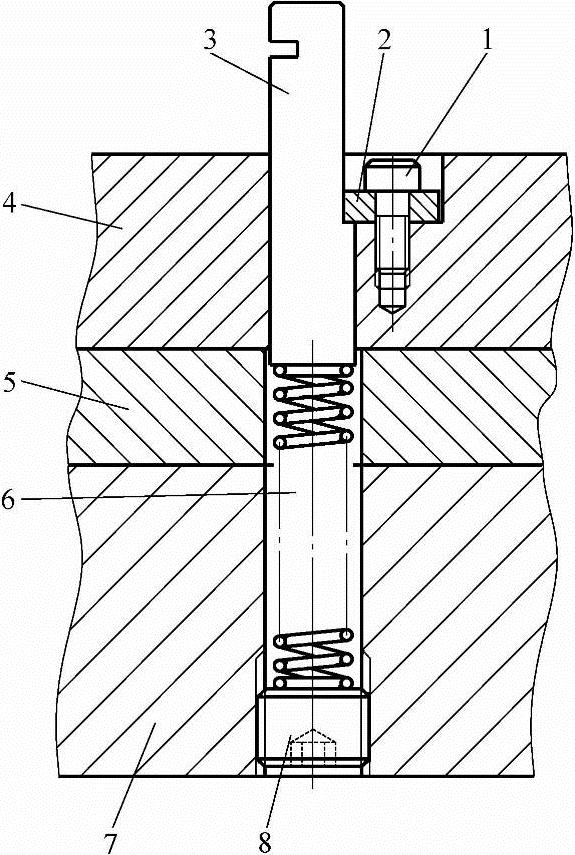
图6-21 中部用压板止动的异形浮动导料销
1—螺钉 2—压板 3—异形浮动导料销 4—下模板 5—下模板垫板 6—弹簧 7—下模座 8—螺塞
(3)浮动导料销的相关尺寸计算 浮动导料销头部有关尺寸与卸料板上对应避让沉孔深度要相适应,具体如图6-22所示。其中图6-22a为正常工作位置及相关符号;图6-22b表示卸料板避让沉孔过浅,将带料(条料)的边缘向下弯曲或切断;图6-22c表示卸料板沉孔过深,导致带料(条料)的边缘向上弯曲变形。
浮动导料销的相关尺寸可按以下经验公式计算得到:
1)浮动导料销的槽宽:

2)浮动导料销的槽深(mm):

3)浮动导料销的头部高度(mm):

4)卸料板沉孔深度:

5)浮动导料销的滑动量:

式中 Hb———从表6-69可以查得。
6)浮动导料销的d和D可根据带料(条料)的宽度、厚度和模具结构来确定。
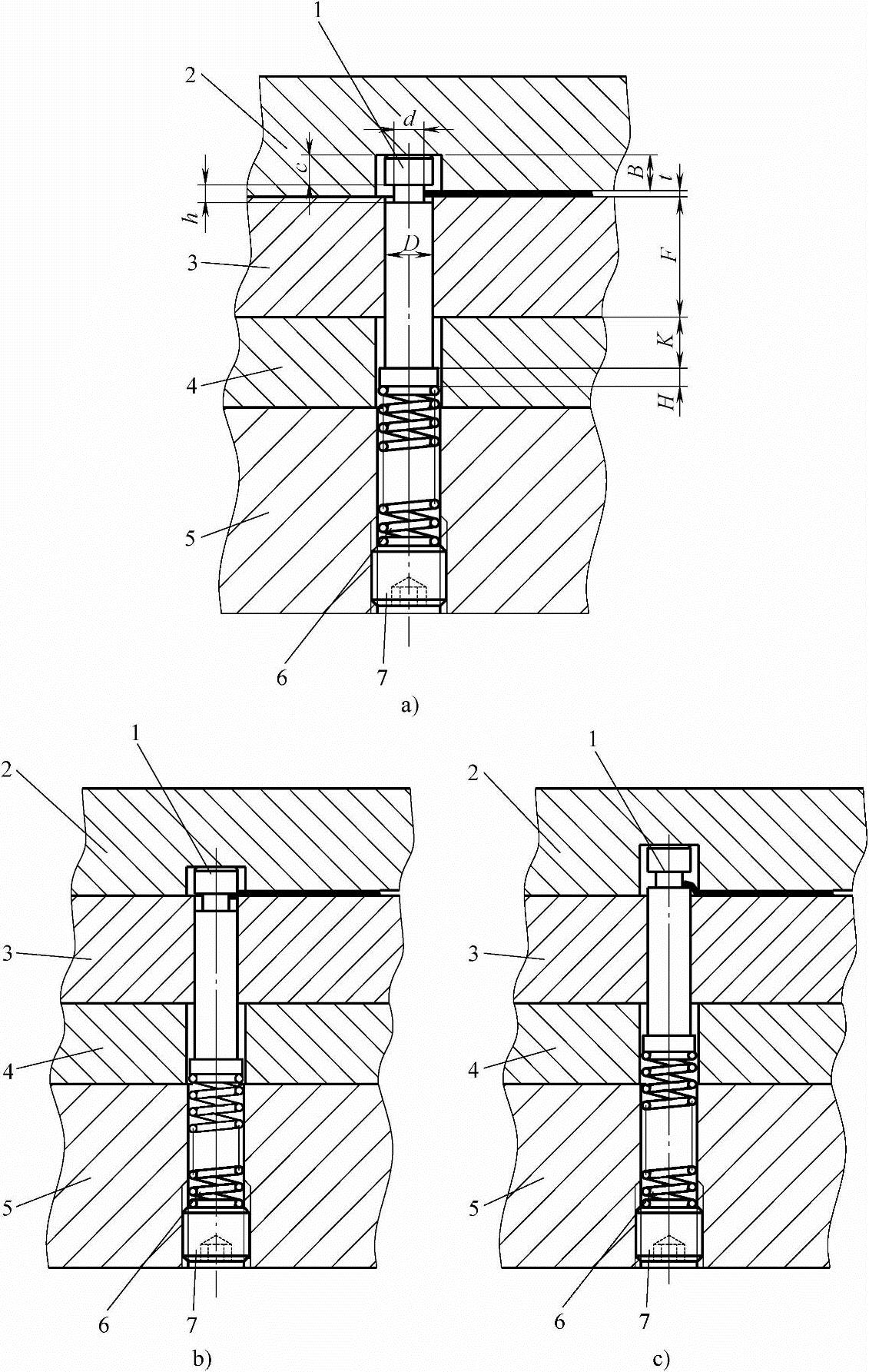
图6-22 浮动导料销的头部与卸料板沉孔深度之间的关系
B—卸料板沉孔(指避让浮动导料销头部)深度 c—浮动导料销头部的高度 K—浮动导料销的滑动量 F—下模板厚度H—浮动导料销尾部台肩 h—浮动导料销的槽宽
1—浮动导料销2—卸料板3—下模板4—下模板垫板5—下模座6—弹簧7—螺塞
(4)常用浮动导料销组件的种类及规格
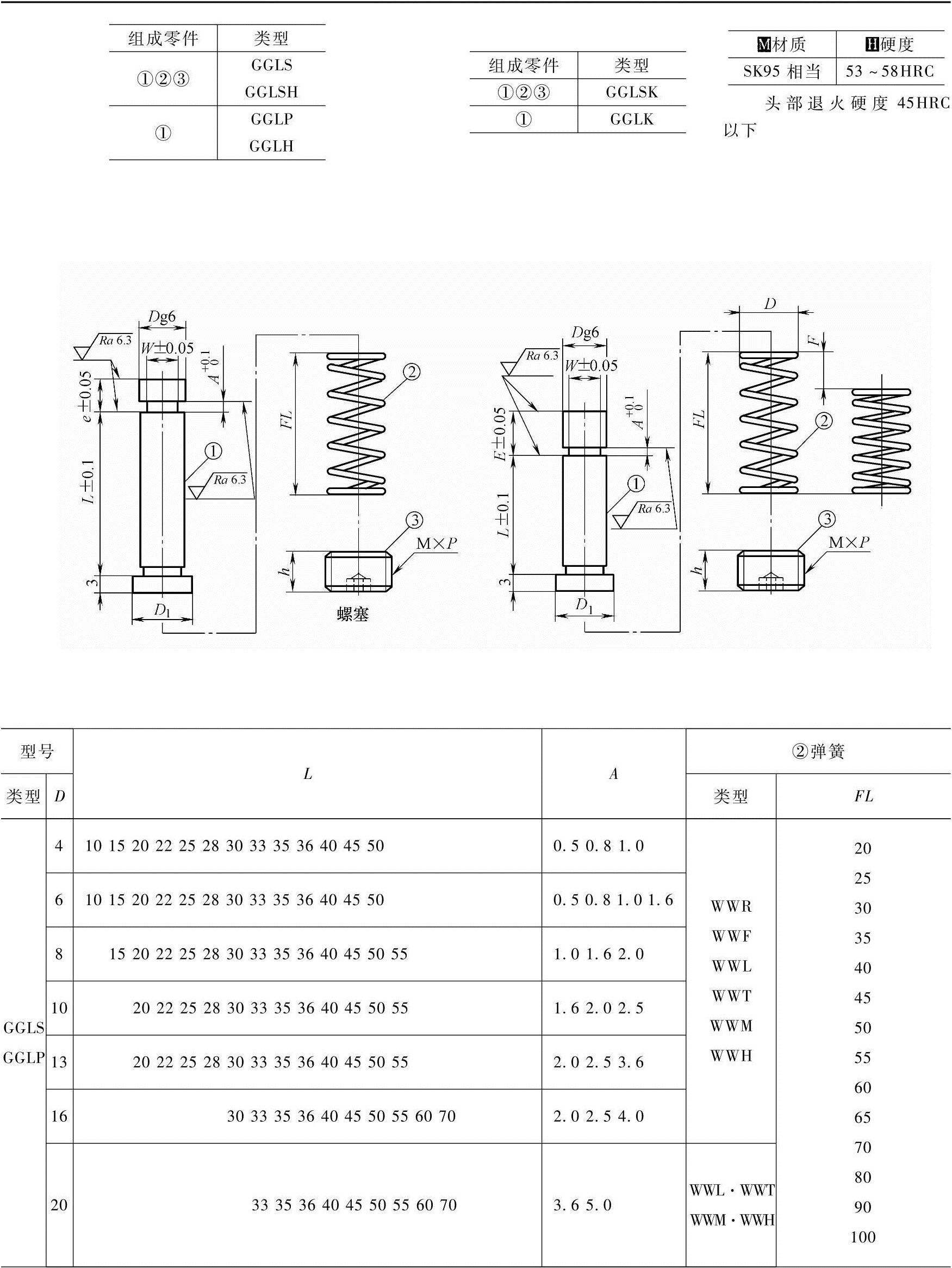
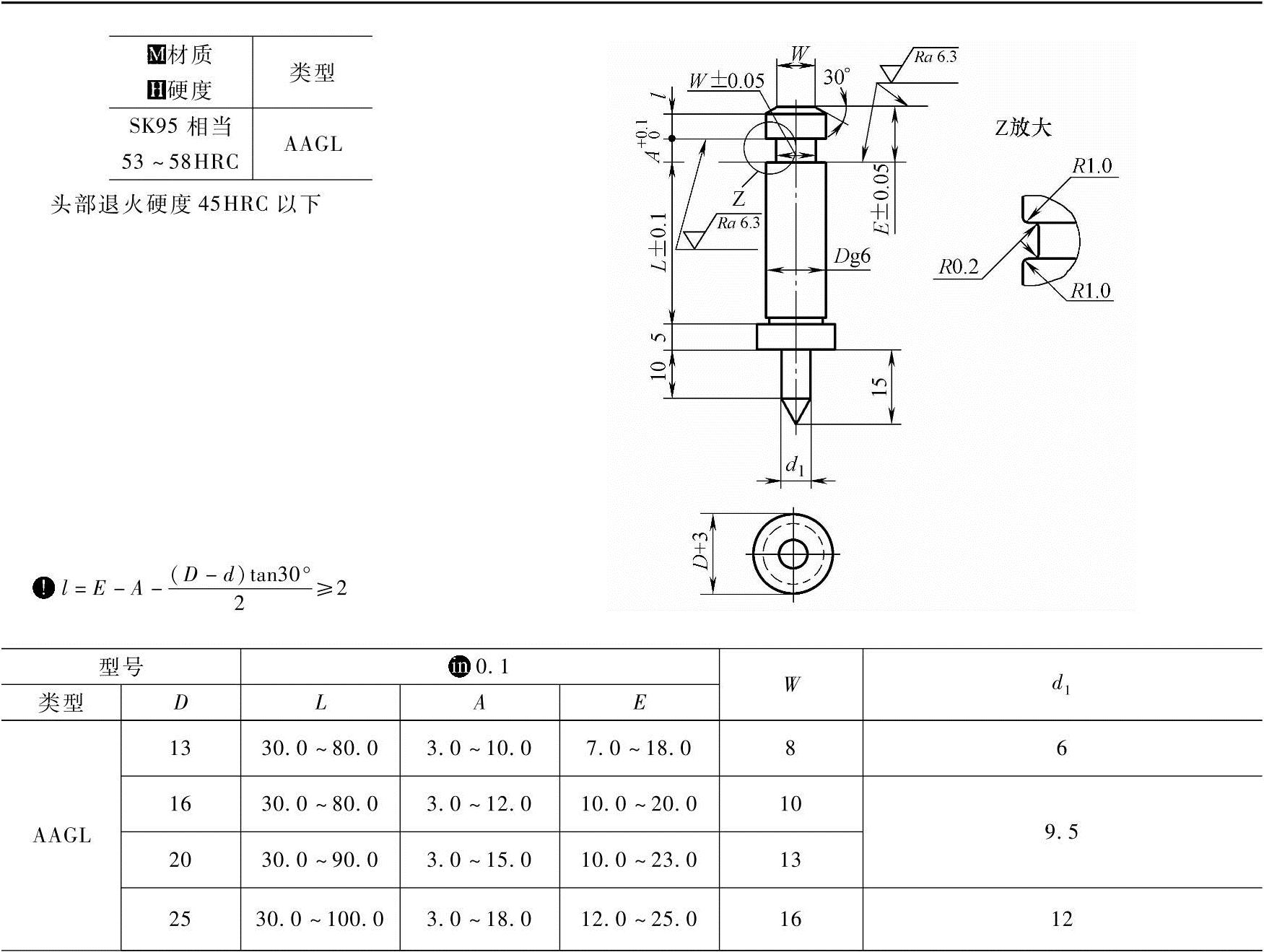
1)常用圆形浮动导料销组件的种类及规格。普通圆形浮动导料销组件的种类及规格见表6-70;尾部用压板固定的圆形浮动导料销组件的种类及规格见表6-71;尾部带导向的圆形浮动导料销的种类及规格见表6-72。
表6-70~表6-77摘自盘起工业(大连)有限公司的《冲压模具零件》样本。
表6-70 普通圆形浮动导料销组件的种类及规格 (单位:mm)
(续)

表6-71 尾部用压板固定的圆形浮动导料销组件的种类及规格 (单位:mm)
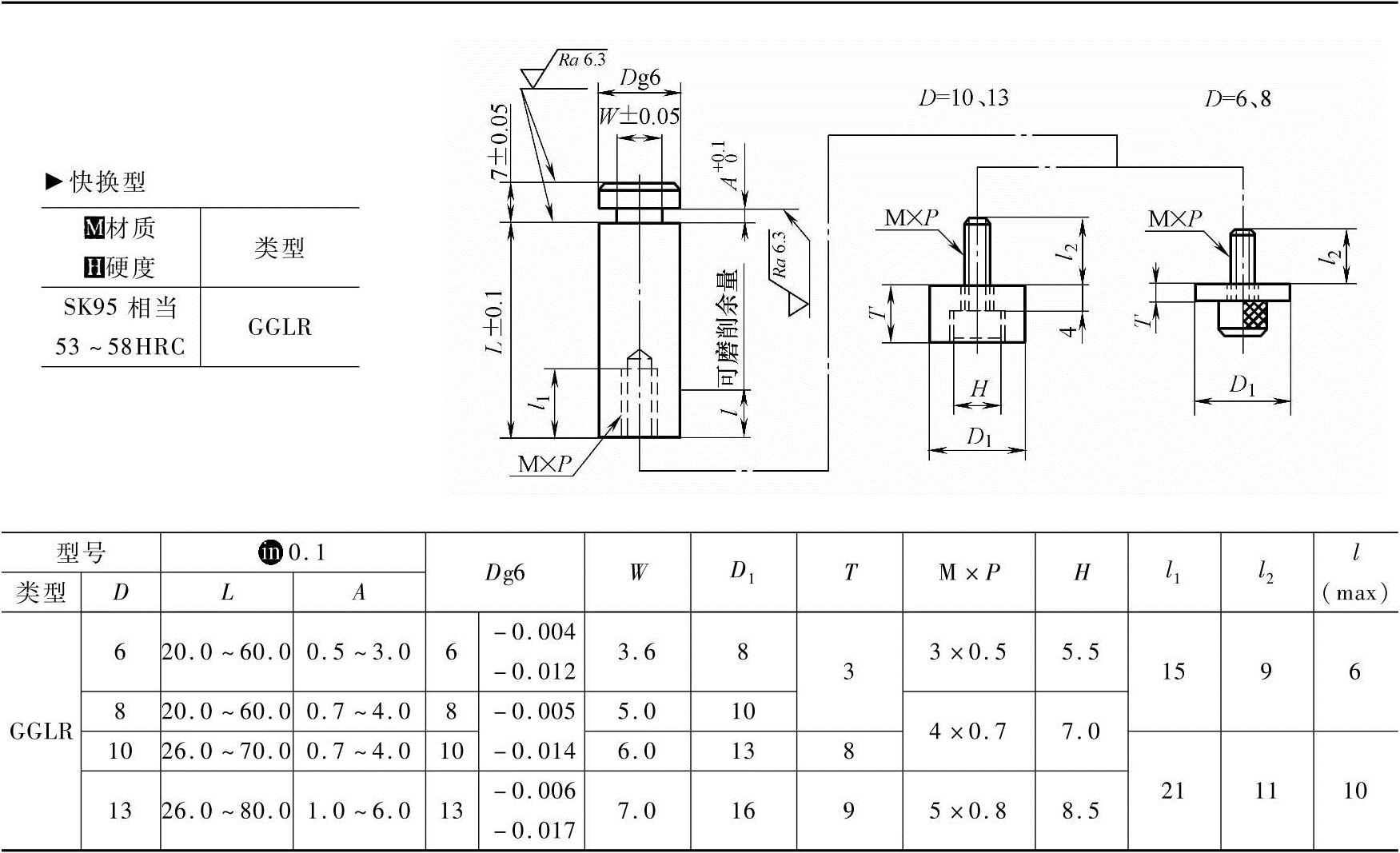
表6-72 尾部带导向的圆形浮动导料销的种类及规格 (单位:mm)
(续)

2)常用方形浮动导料销组件的种类及规格。尾部用压板固定的方形浮动导料销组件的种类及规格见表6-73;中部用压板止动的异形浮动导料销的种类及规格见表6-74。
表6-73 尾部用压板固定的方形浮动导料销组件的种类及规格 (单位:mm)

表6-74 中部用压板止动的异形浮动导料销的种类及规格 (单位:mm)
有关多工位级进模设计实用手册的文章

居民区和水田中的接地装置,宜围绕杆塔基础敷设成闭合环形。表1-3-5杆塔放射形接地极每根的最大长度在高土壤电阻率地区采用放射形接地装置时,当在杆塔基础的放射形接地极每根长度的1.5倍范围内有土壤电阻率较低的地带时,可部分采用引外接地或其他措施。表1-3-7不同土壤电阻率地区的线路典型接地装置......
2023-07-01
超载保护装置也称起重量限制器,常见的有机械式和电子式。超载保护装置主要是由传感器和控制器两部分组成,它将简易升降机的载重情况转换成信号传递给控制器,控制器对数据进行分析处理。(一)吊钩式超载保护装置吊钩式超载保护装置的安装形式的有直接显示式、调频发射式和分离式三种。......
2023-07-01

在巴特看来,时尚是一个由图像服装、书写服装和真实服装构成的系统。于是和其他所有的物体一样,巴特将这三种不同的服装结构形式归纳为:技术的、肖像的和文字上的。巴特还将图像服装和书写服装分别称为“图像展示的服装”和“文字描述的服装”,并将两者统称为“虚拟的服装”。......
2023-06-18

沥青混合料主要是由粗集料、细集料、矿粉、沥青以及外加剂组成的一种复合材料,材料与级配的不同使得沥青混合料具有不同的组成结构,主要包括三种结构,即悬浮密实结构、骨架空隙结构、骨架密实结构,见图8.7。我国用量最大的AC型沥青混合料就是按照连续型密级配原理设计的、典型的悬浮密实结构。......
2023-09-01

前两种回路也称为定压式节流调速回路,后一种由于回路的供油压力随负载的变化而变化,又称为变压式节流调速回路。图6-21 进油节流调速回路由式(6-4)可得进口节流调速回路的负载特性曲线,如图6-21b所示。旁路节流调速回路 图6-23a所示为采用节流阀的旁路节流调速回路。......
2023-06-15

建模素养有多种不同的表现形式,厘清建模素养不同的表现形式,有助于教师对学生所处建模水平进行界定与划分,以更有效的方式实施建模教学.(一)精简提纯:把生活问题转化为数学问题数学课程很多内容可以在学生的生活实际中找到背景或原型,真正的数学知识是关于抽象对象的研究,数学学习只有深入到抽象的层面,才是一种真正的数学学习.面对信息纷繁复杂、形态各异的生活问题,能否把它抽象转化为数学问题,是考量学习者建模素养......
2023-08-17
在实际操作中,博物馆委托授权一般可以分为代理授权、中介授权、平台授权三种形式。例如,古根海姆博物馆指定360ep公司为其代理授权商,代理古根海姆的品牌授权业务。该公司于2002年被意大利文化部指定为境内博物馆授权中介商。Scala Archive公司首先和博物馆签订委托授权协议和定向合同,取得藏品影像资料并置于网站平台上统一管理,向被授权的厂商提供高清晰度的图像供下载使用。该平台是法国各博物馆统一的授权平台。......
2023-08-09

图910所示为凹模的简单冷却形式。当型芯特别小时,如图917所示,可采用铍铜合金作型芯材料加强冷却的方式。图915 导热杆式冷却方式6.冷却系统的零件对不同冷却系统,冷却装置有不同的零件,主要有以下几种。主要作用是连接并构造模外冷却回路。图916 导热杆局部冷却方式1—铍铜管 2—导管图917 导热型芯式冷却方式1—铍铜型芯 2—导管7)隔片。用在导热式冷却系统上,主要由铍铜制成。......
2023-06-30
相关推荐