带料连续拉深排样设计应遵循以下几个步骤:1)计算出毛坯直径。3)确定连续拉深类型,主要确定带料是采用无工艺切口连续拉深,还是采用有工艺切口连续拉深,可以从表5-6查得。7)根据首次拉深直径d1计算出首次拉深凸、凹模圆角半径和高度h1,并核对h1/d1是否满足表4-35所列的数值,如果h1/d1小于表4-35所列的数值,d1就可以作为首次拉深的直径。......
2023-06-26
1.冲切载体留制件
当采用自动送料装置时,级进模最后工位条料(带料)排样上的残留载体,成为多余的废料,处理不好,将影响正常操作。设置专用废料卷绕装置,将废料卷绕成一定大小后卸除,也是可行的一种方法,但使用较麻烦。有一种比较简便、经济、实用的方法,即采用切载体留制件的方法。最后工位切除载体,制件留在凹模表面后,由压缩空气吹出,如图5-26所示。此法多应用于中间载体排样的级进模上。
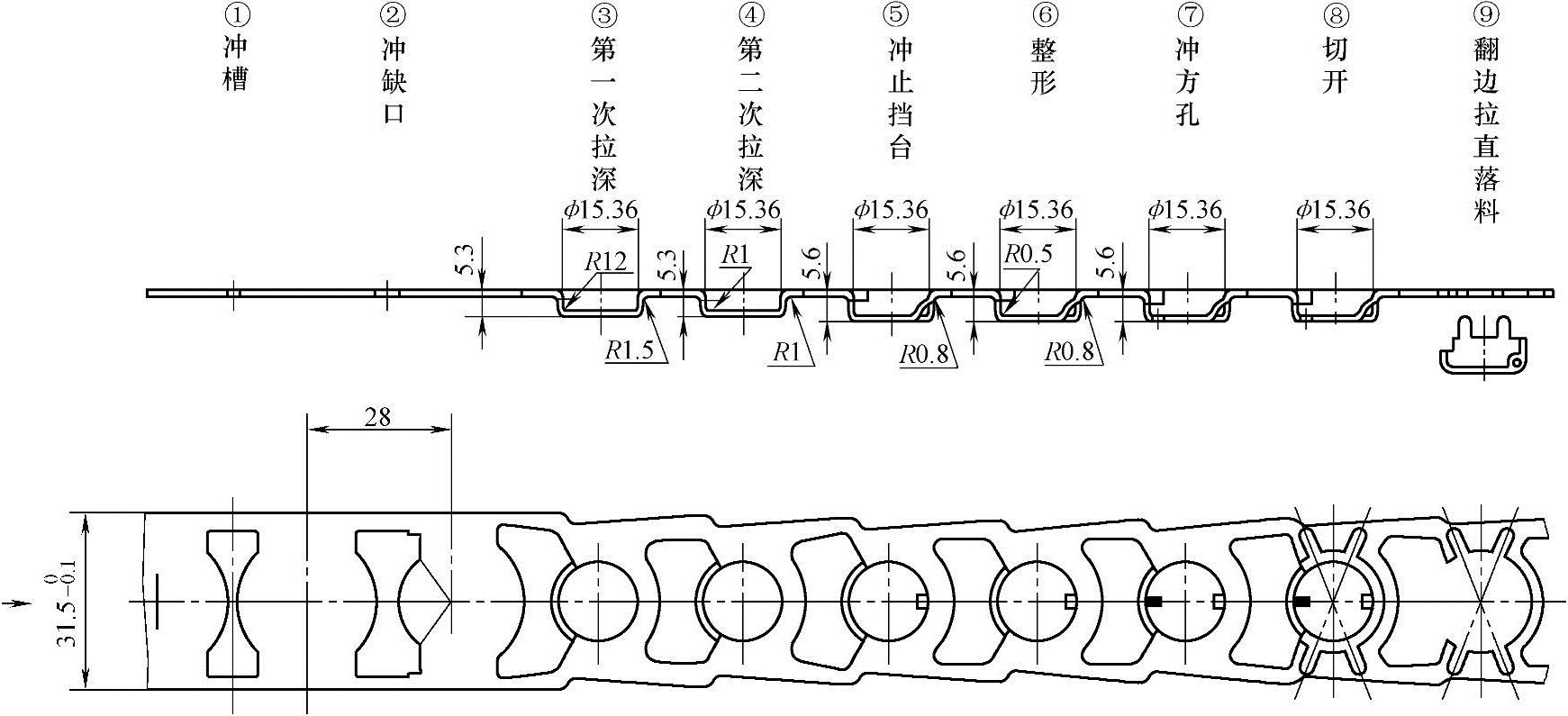
图5-25 工序件落料后又被压回到原带料内
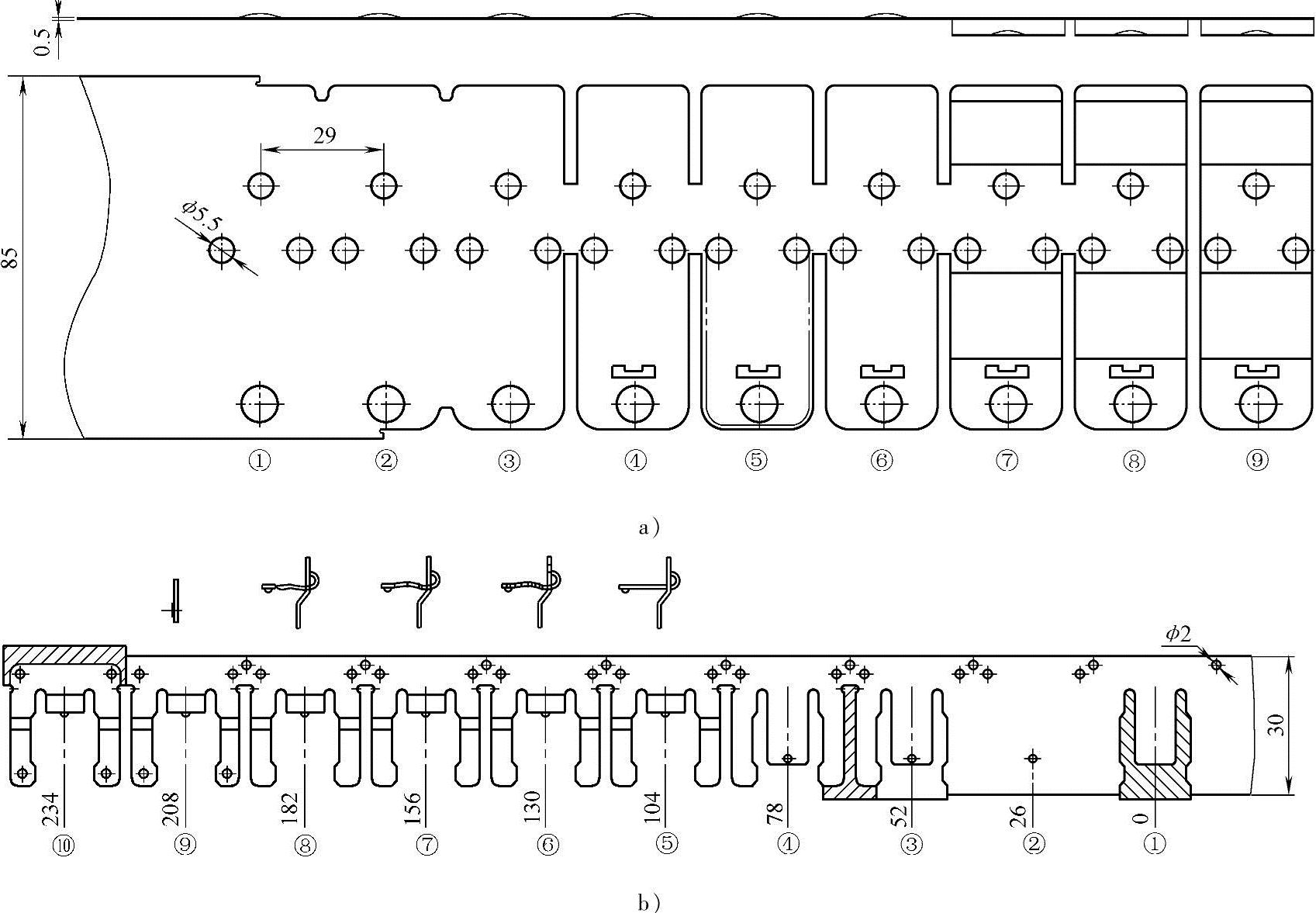
图5-26 切载体留制件
2.冲切制件留载体
带料(条料)经模具上一个工位接一个工位冲压以后,成品制件在最后工位,从载体上冲落下来,载体仍保持原样(见图5-27)。此种情况,常发生在没有自动送料装置的压力机上,一般采用手工送料,送料导向主要靠载体,所以必须保留完整载体,以便冲压加工时操作。冲切制件留载体,在材料相对厚而短、批量不很大的情况下常用。
图5-27 冲切制件留载体
3.留载体也留制件
留载体也留制件这种方式常常用于满足后步工序(指本模具之外的加工)的需要,带料(条料)上的制件虽经多工位级进模冲压结束了,但仍留在载体上,如小电流接线端子。要求每十个或几十个制件为一个单元,冲切成一长条,如图5-28所示为晶体管金属引线脚。
对于需要镀金或镀银的端子,也经常使用留载体也留制件的方式来冲压,因金或银在冲压前电镀价格比较昂贵,为降低制件的成本,先用多工位级进模冲压后,制件留在载体上,把局部接触的位置进行电镀,再进入下一工序加工。
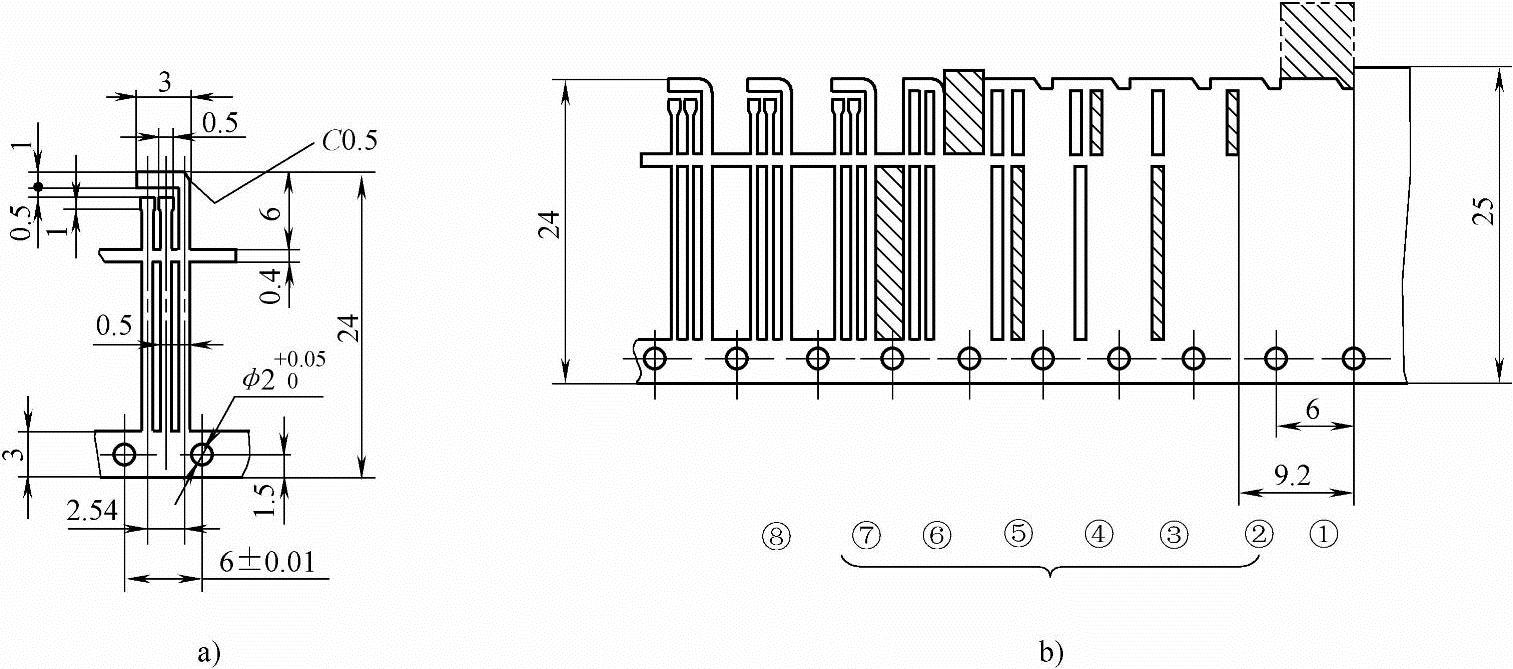
图5-28 留载体也留制件
4.切制件也切载体
这种方式使制件和载体冲切后均采用漏料方法下落,为了避免制件与废料下落时混淆,在下模座里要设有制件料斗或漏料通道,将它们分别排出。如图5-29所示为连接器外壳,该排样在工位(15)冲切制件,工位(16)再冲切载体。此方法在大批量、自动冲压生产中应用较为普遍。
有关多工位级进模设计实用手册的文章

带料连续拉深排样设计应遵循以下几个步骤:1)计算出毛坯直径。3)确定连续拉深类型,主要确定带料是采用无工艺切口连续拉深,还是采用有工艺切口连续拉深,可以从表5-6查得。7)根据首次拉深直径d1计算出首次拉深凸、凹模圆角半径和高度h1,并核对h1/d1是否满足表4-35所列的数值,如果h1/d1小于表4-35所列的数值,d1就可以作为首次拉深的直径。......
2023-06-26

如此循环,达到自动间歇送进的目的。模内送料装置的送料运动,一般是在上模下行时进行,因此送料过程必须在凸模接触带料前送料结束,保证冲压的带料定位在正确的冲压位置上。......
2023-06-26

图5-57 管壳连接拉深排样图例5-4 图5-58所示为窄凸缘筒形件,材料为08F钢,料厚为0.5mm,年产量较大,经分析采用带料连续拉深冲压较为合理。......
2023-06-26

拉深系数用来表示拉深过程中的变形程度。合理地选定拉深系数可以使拉深次数减少到最小程度。表4-41 各种材料拉深系数极限值(推荐)2.拉深次数拉深次数通常是先进行概略计算,然后通过工艺计算来确定。为使各次拉深变形程度分配合理,确定拉深次数后,需将拉深系数进行合理化调整。......
2023-06-26

滑块在斜楔的作用下侧向冲压,需要有可靠、及时而准确的复位。滑块的复位主要有弹性复位和刚性复位两种。该装置适用于侧向冲压移动距离s较小的中、小型模具。如图6-182b所示,该结构设置在模具冲压区外,因空间较大,也可以使用较大力矩的弹簧,因此复位力也较大。如图6-183所示,该模具的结构是:在冲压结束后,模具回程时,利用斜楔自身的作用使滑块复位。......
2023-06-26

图4-13局部范围作为基准图4-14基准目标3.公差值的标注公差值表示公差带的宽度或直径,是控制几何误差量的指标。表4-2限制符号表4.附加符号的标注在几何公差标注中,为了进一步表达其他一些设计要求,可以使用标准规定的附加符号,在标注框格中作出相应的表示。对部分长度上要求几何公差时的标注方法如图4-21所示。图4-23几处用同一公差带时的标注3)螺纹、花键、齿轮的标注在一般情况下,以螺纹轴线作为被测要素或基准要素时均......
2023-06-15
扶手带及扶手带驱动系统主要由扶手带、扶手带驱动装置、扶手带导轨及扶手张紧装置等组成。与自动扶梯相同,扶手带驱动系统有大摩擦轮驱动、直线型扶手驱动及端部驱动三种方式。......
2023-06-15

现以某厂2号高炉的液压传动为例,说明无料钟炉顶液压传动系统的概貌。无料钟炉顶液压传动泵站系统如图7-13所示。液压泵长期运转,一台工作,一台备用。当主油路的压力达9.5MPa时,控制溢流阀的电磁阀4接通,使液压泵在卸荷状态下运转。当压力达到10.5MPa或下降到6MPa时,液压泵就自动停泵并发出信号,过高的压力说明控制电磁阀和溢流阀失灵,过低的压力说明管路破裂大量漏油。......
2023-06-15
相关推荐