在排样中,当制件外缘或型孔较复杂或部分位置较薄弱时,为简化凸、凹模的几何形状,便于加工、维修,通常被分成多次冲切余料后形成。当采用分段冲切废料法时,应注意各段间的连接缝,要十分平直或圆滑,保证被冲制件的质量。由于多工位级进模的工位数多,若连接不好,就会形成错位、尖角、毛刺等缺陷,排样时应重视这种现象。多工位级进模排样采用分段冲切废料的各段连接方式主要有搭接、平接、切接和水滴状四种。......
2023-06-26
在多工位级进模中冲裁出的废料,分为设计废料和工艺废料两种,如图5-22所示。
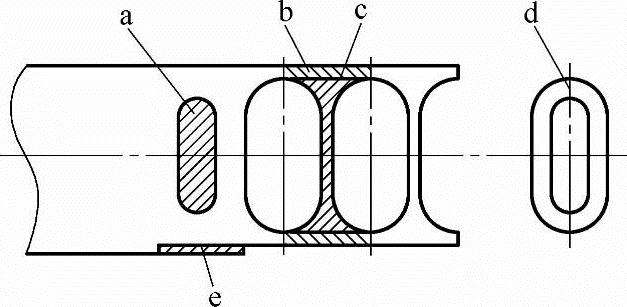
图5-22 设计废料与工艺废料
1.设计废料
由于制件有内孔的存在而产生的废料是由于制件本身的形状结构要求所决定的,称为设计废料,如图5-22a孔所示。
2.工艺废料
当制件与制件之间和制件与条料(或带料)侧边之间有搭边存在,还有因不可避免的料头料尾而产生的废料,称工艺废料。它主要取决于冲压方法和排样形式,如图5-22b、c、e处所示。
为了提高材料利用率,应从减少工艺废料想办法,采取合理排样,必要时,在不影响产品性能的要求下,也可以改善制件的结构设计,从而减少设计废料,如图5-23所示。采用第一种排样法,材料利用率为50%;采用第二种排样法,材料利用率可提高到70%;当改善制件形状后,采用第三种排样法,材料利用率提高到80%以上。
3.工艺废料的合理确定
(1)落料 制件与制件之间以及制件与条料侧边之间留下的工艺废料叫搭边。搭边的目的:一是为了补偿定位误差和裁剪下带料(条料)的误差,确保冲出合格制件;二是可以增加带料(条料)的刚度,便于带料(条料)送进。
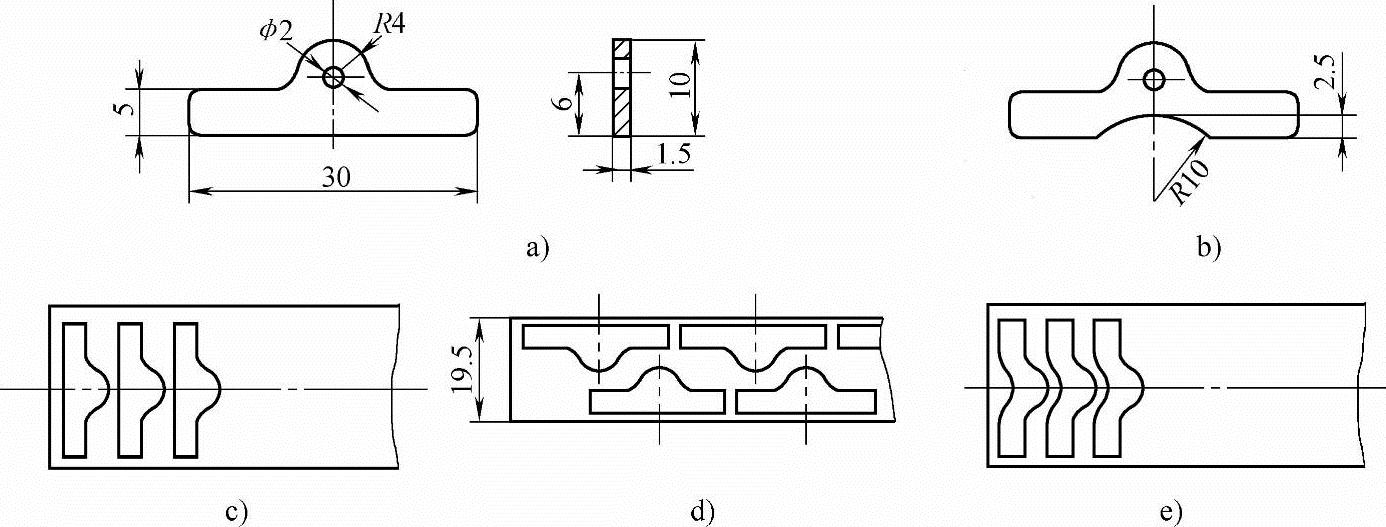
图5-23 排样与材料利用率
a)工件 b)改进后工件 c)第一种排样法 d)第二种排样法 e)第三种排样法
搭边值需合理确定。搭边过大,材料利用率低;搭边过小,搭边的强度和刚度不够,在落料中将被拉断,制件产生毛刺,有时甚至单边被拉入模具间隙,损坏模具刃口。搭边值目前由经验值确定,其大小见表5-1。
表5-1 多工位级进模落料工序搭边a和b的相关尺寸 (单位:mm)
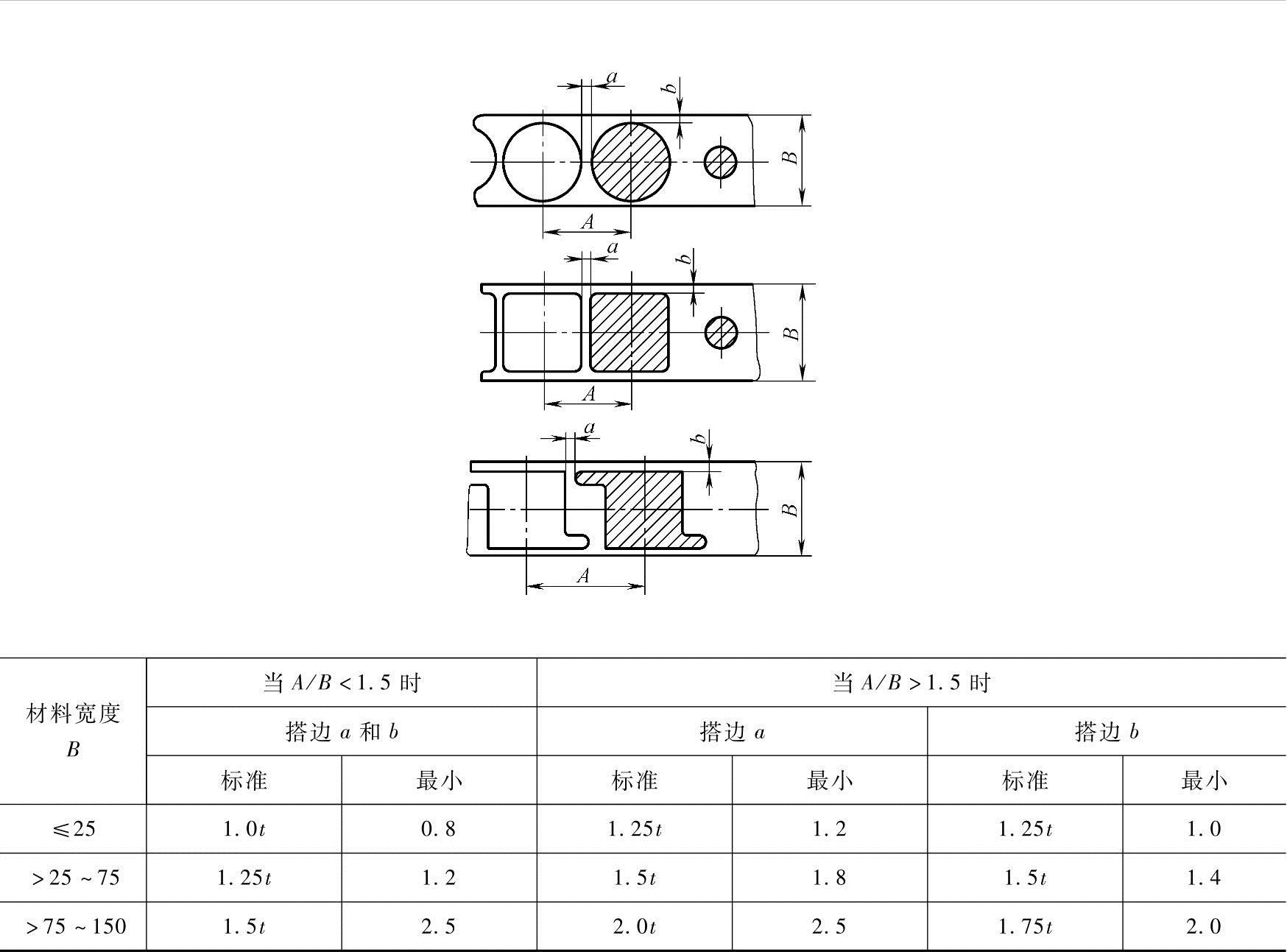
注:t为料厚。
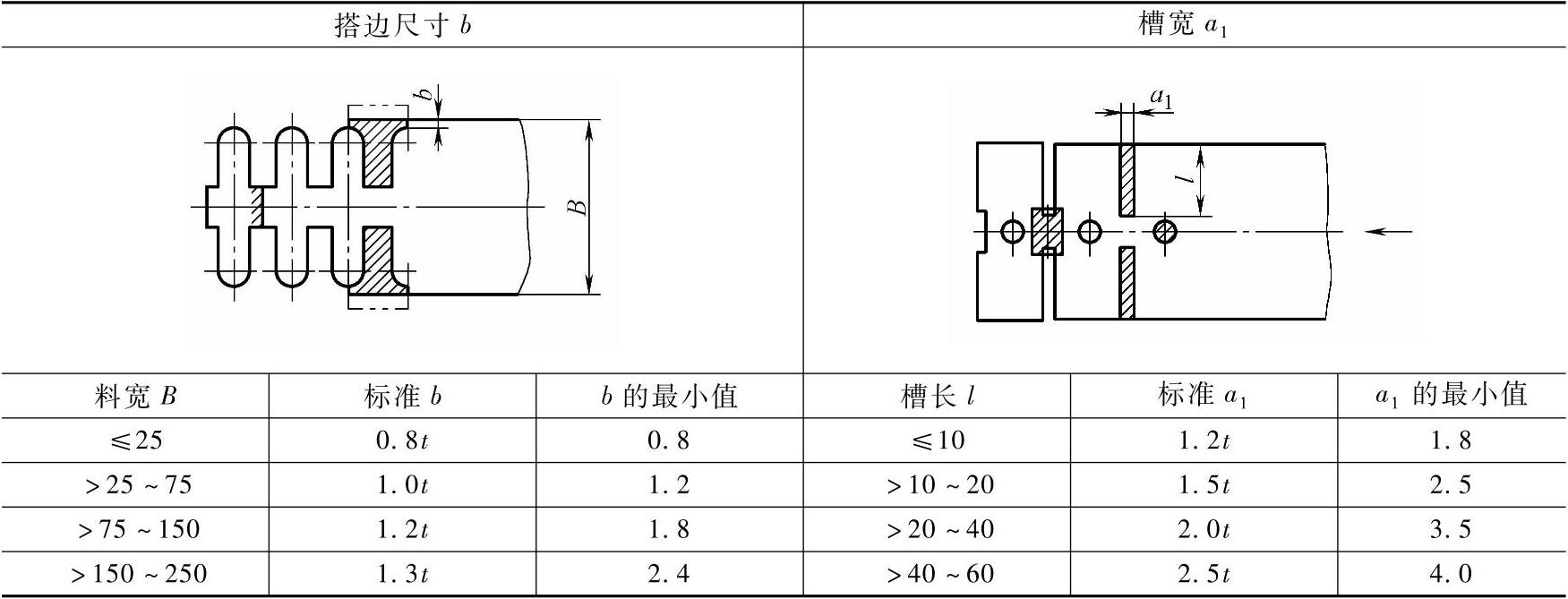
(2)切槽 切槽是指冲切出制件局部外形,为了制件外形的质量,要考虑合理的搭边及槽长、宽相关尺寸,具体见表5-2。
表5-2 切槽的搭边尺寸b和槽宽a1的相关尺寸 (单位:mm)
(3)分段 分段是指制件与带料(条料)分离,也叫冲切载体。表5-3所列的有R形分段冲切和直线形分段冲切两种。
表5-3 R形和直线形分段凸模刃厚相关尺寸 (单位:mm)

有关多工位级进模设计实用手册的文章

在排样中,当制件外缘或型孔较复杂或部分位置较薄弱时,为简化凸、凹模的几何形状,便于加工、维修,通常被分成多次冲切余料后形成。当采用分段冲切废料法时,应注意各段间的连接缝,要十分平直或圆滑,保证被冲制件的质量。由于多工位级进模的工位数多,若连接不好,就会形成错位、尖角、毛刺等缺陷,排样时应重视这种现象。多工位级进模排样采用分段冲切废料的各段连接方式主要有搭接、平接、切接和水滴状四种。......
2023-06-26

模具凸凹模侧面磨损后,造成冲裁间隙过大,废料与凹模侧壁的咬合力小而引起废料回跳。只要提高咬合力,减小吸附力,即可达到废料回跳的改善与防止的目的。3)为了有效切断废料与防止......
2023-06-26

废料堵塞的原因主要是由凹模漏料孔引起的。防止的方法应围绕凹模漏料孔的设计与相关件之间的结合关系来采取措施。图6-146所示为软性废料堵塞原因的示意图。由于在真空泵或吸尘器的作用下,废料下方产生一个负压,可以抵消上方的负压,使废料易于从凹模中脱落,可以防止废料堵塞。......
2023-06-26

数控机床串行数字主轴的控制可分为主回路和辅助控制回路两部分。图4-127 TMV1100A立式加工中心主回路连接图2)PSM启动未就绪的故障原因及处理方法见表4-34。CX2A、CX2B:DC24V的输出接口,为主轴放大器、伺服放大器和显示装置提供DC24V电源,正常由CX2B输出且与主轴放大器的CX2A连接,不能接反。该接口与主轴放大器和伺服放大器的主电路直流输入端连接。......
2023-06-23

管材热处理的目的是改变钢的内部组织结构,而改善钢的性能。管材通过适当的热处理可以显著提高其机械性能,延长机器零件其使用寿命。管材热处理工艺根据管材热处理的目的、要求和工艺方法的不同,分为整体、表面和化学热处理三类。管材热处理的三阶段包括加热、保温、冷却。通常,管材在930~950℃以下加热,其晶粒长大的倾向小,便于热处理。......
2023-06-23
图2-3-2为活性污泥法处理系统的基本流程。活性污泥处理法中常用MLVSS间接表示活性污泥中具有活性的微生物含量。真菌的细胞构造较为复杂,而且种类繁多,与活性污泥处理系统有关的真菌是微小的腐生或寄生的丝状菌。但丝状菌的异常增殖是活性污泥膨胀的主要诱因之一。根据原生动物的种类能够判断处理水质的优劣,因此将原生动物称为活性污泥系统中的指示性生物。......
2023-08-30
厌氧生物处理的主要影响因素有温度、pH值与碱度、营养配比以及毒物含量等。上向流厌氧污泥床是目前应用最为广泛的厌氧反应器,其工艺设计的主要内容是根据容积负荷率NV确定反应器的容积。......
2023-08-30

相关推荐