凸、凹模圆角应随着工序的增加而逐渐减少,原则上最后一次拉深凸模的圆角半径应等于制件底部的圆角半径,拉深凹模的圆角半径等于制件的凸缘圆角半径。但一般首次拉深凸、凹模圆角半径按下式计算取得。以后各工序间的凸、凹模圆角半径应均匀递减,使其逐步接近制件圆角半径。......
2023-06-26
连续拉深凸、凹模间隙是指凸、凹模横向尺寸的差值,通常叫拉深间隙。单边间隙用C来表示(见图4-37)。凸、凹模间隙过小,制件质量较好,但拉深力大,制件易拉断,模具磨损严重,寿命低;凸、凹模间隙过大,拉深力小,模具寿命提高了,但制件易起皱,变厚,侧壁不直,出现锥度,口部边线不齐,口部的变厚得不到消除。
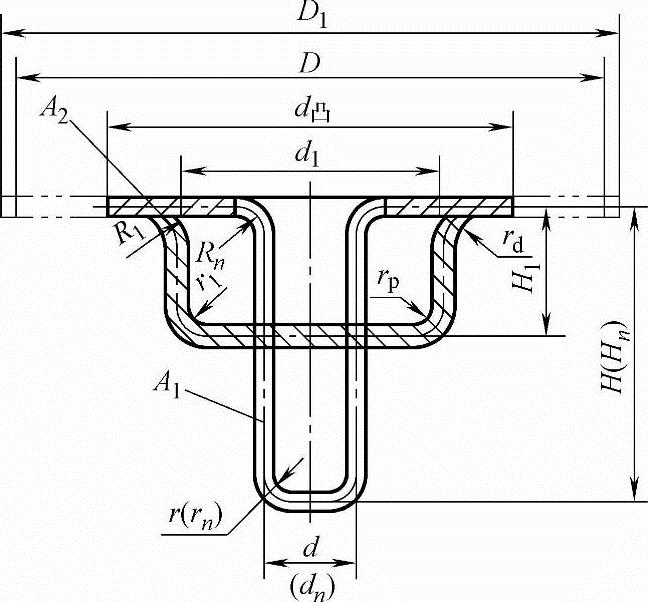
图4-36 带凸缘拉深有关尺寸
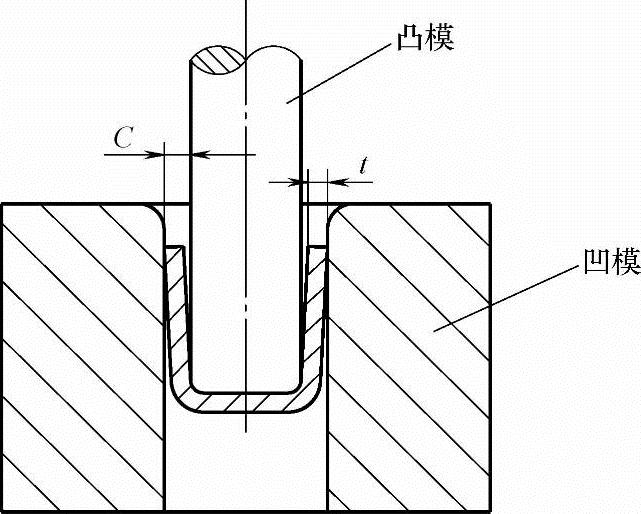
图4-37 凸、凹模间隙
因此拉深的凸、凹模间隙值可以按如下条件选用:
1)拉深的凸模及凹模的单边间隙为

式中 C———凸、凹模之间的单边间隙(mm);
dd———凹模直径(mm);
dP———凸模直径(mm)。
2)拉深凸、凹模的单边间隙也可按以下经验公式计算,即

式中 tmax———板料厚度的最大极限尺寸(mm);
t———板料厚度的公称尺寸(mm);
K———间隙系数,按表4-44选取。
表4-44 间隙系数K
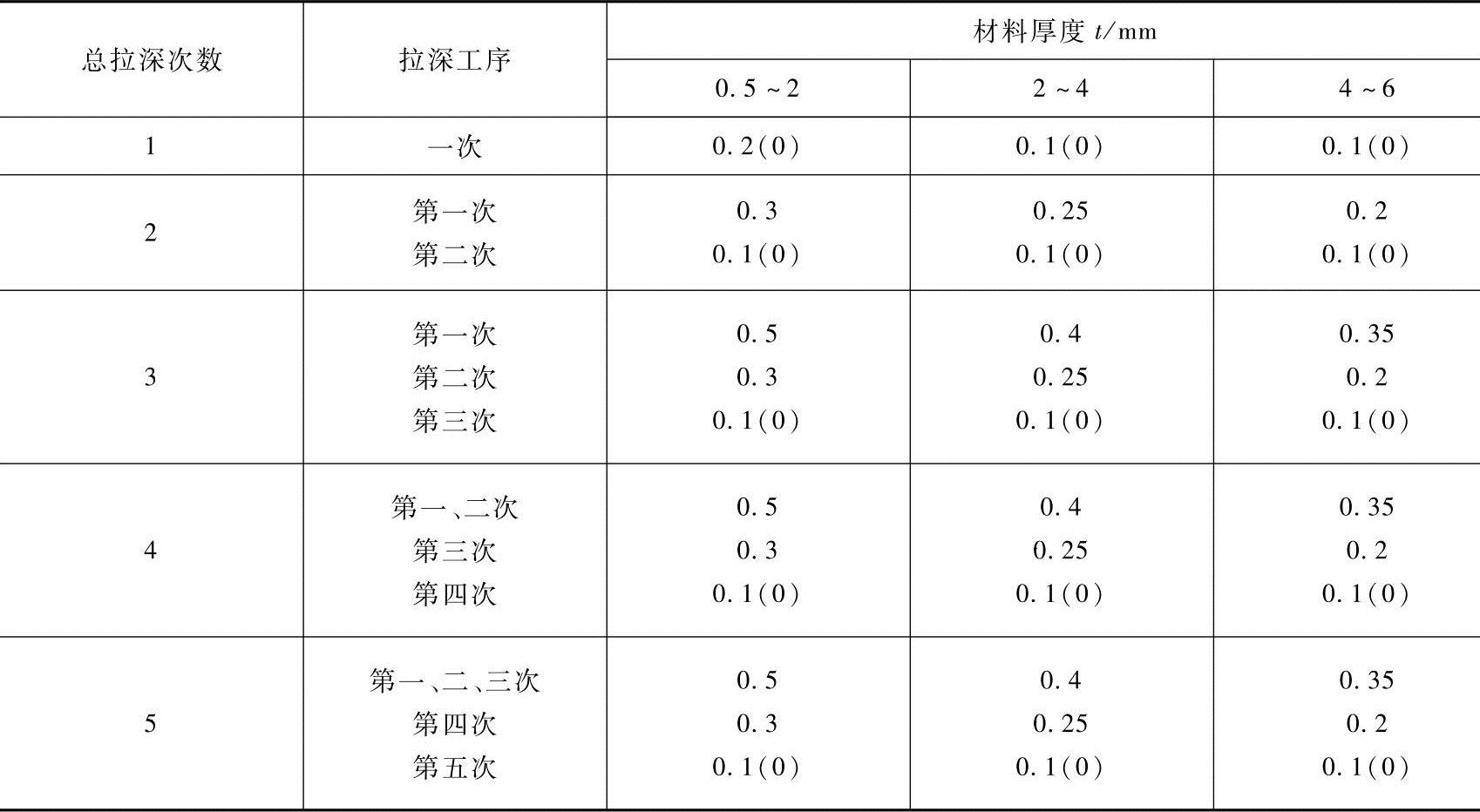
注:1.表中数值适用于一般精度(按未注公差尺寸的极限偏差)的拉深件。
2.末道工序括弧内的数字适用于较精密拉深件(IT11~IT13)。
3)材料厚度公差小或制件精度要求较高的,应取较小的间隙。有压边圈拉深时的单边间隙值按表4-45选取。
4)当拉深件公差等级要求达到IT11~IT13时,其最后一次拉深工序的间隙值取C=(1~0.95)t(黑色金属取1,有色金属取0.95)。
表4-45 有压边圈拉深时的单边间隙值

(续)
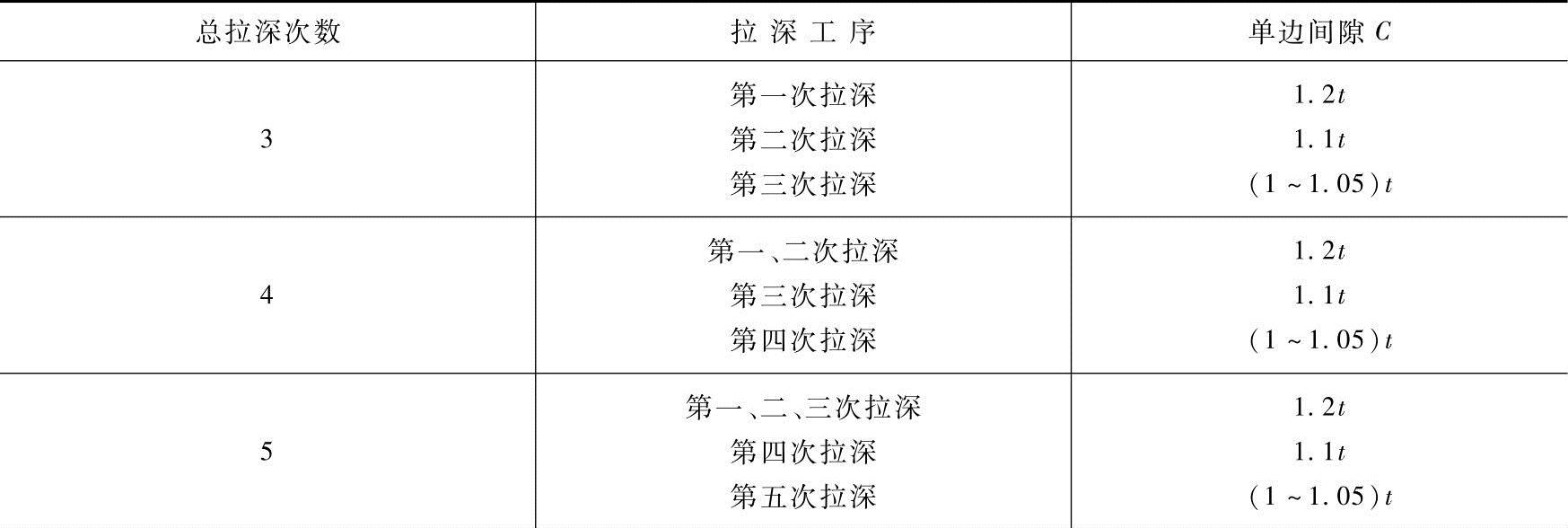
注:1.t为材料厚度,取材料允许偏差的中间值。
2.当拉深精密制件时,最后一次拉深间隙C=t。
有关多工位级进模设计实用手册的文章

凸、凹模圆角应随着工序的增加而逐渐减少,原则上最后一次拉深凸模的圆角半径应等于制件底部的圆角半径,拉深凹模的圆角半径等于制件的凸缘圆角半径。但一般首次拉深凸、凹模圆角半径按下式计算取得。以后各工序间的凸、凹模圆角半径应均匀递减,使其逐步接近制件圆角半径。......
2023-06-26

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15
加料段为140~170℃,塑化段为175~200℃,均化段为200~220℃。2)机头温度为210~220℃。经牵引辊牵引出的双层膜,被一排切刀切成一定尺寸的窄条,其宽度应可调。塑料捆扎绳生产辅机完好标准1)传动装置应运转正常,变速平稳,无异常声响和振动。5)卷曲机摆杆上下运动自如,无窜动,制品卷绕平稳。6)电器元件齐全、完好,仪表指示准确。7)拉伸板加热元件完好,温度均匀。8)电动机的温升不超过电动机铭牌规定,调速平稳。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15

聚乙烯扁丝生产操作要点1)生产时应用冷却循环水为料斗和机筒进料口部位降温,以确保原料的供给和连续向前输送。扁丝的热处理温度应略高于拉伸温度,可控制在130~150℃。当扁丝拉伸倍数超过8时,其拉伸强度反而下降。为了保证织物的外形尺寸,扁丝的回缩率应控制在1%左右。高密度聚乙烯扁丝树脂的屈服强度应为24~30MPa,拉伸强度应为30~33MPa,伸长率应为500%。......
2023-06-15

由于双壁波纹管用料量大,可用双螺杆挤出机。由于双壁波纹管都是大中型管,所以定型模块通常是立式布置,即两组定型模块成上下布置。6)检查波纹管的成型质量,调整芯棒对正螺钉,适当修正管壁厚的均匀性。7)冷却水的温度应控制在不超过10℃,偏高的水温会给双壁波纹管的成型增加难度。......
2023-06-15

5)多用塞尺可用于调节预热枪高度,确定夹具安装位置,测量焊缝的宽度。图4-5-5 预热枪支座图4-5-6 预热枪头到轨面高度2.砂模的安装1)观看砂型的外表有无裂痕或受潮,如有裂痕或受潮则砂型不能使用。2)清理砂模浇注孔浮砂,防止表面浮砂受高温脱落。5)安装夹紧装置时由一人稳住砂模另一人操作扭紧夹具。2)在预热的过程中,要对分流塞进行干燥。......
2023-06-26
相关推荐