连续拉深凸、凹模间隙是指凸、凹模横向尺寸的差值,通常叫拉深间隙。图4-36 带凸缘拉深有关尺寸图4-37 凸、凹模间隙因此拉深的凸、凹模间隙值可以按如下条件选用:1)拉深的凸模及凹模的单边间隙为式中 C———凸、凹模之间的单边间隙;dd———凹模直径;dP———凸模直径。表4-45 有压边圈拉深时的单边间隙值(续)注:1.t为材料厚度,取材料允许偏差的中间值。......
2023-06-26
凸、凹模圆角应随着工序的增加而逐渐减少,原则上最后一次拉深凸模的圆角半径应等于制件底部的圆角半径,拉深凹模的圆角半径等于制件的凸缘圆角半径。在允许条件下,拉深的圆角半径尽可能设计得大一些,圆角半径越大,则拉深力就会越小,但在首次拉深时,有效的压料面积也随之减小,会引起凸缘口部或圆角处发生起皱,不利于拉深。反之,rd越小,所需的拉深力就越大,容易发生开裂,一般的情况,在不发生起皱的条件下,尽可能加大rd。一般rd的采用范围为(4~6)t~(10~20)t,也可按以下经验公式求得:
1.凹模圆角半径的确定
1)经验公式。首次拉深凹模的圆角半径按经验公式计算,即

式中 rd———凹模圆角半径(mm);
D———毛坯直径(mm);
d———凹模内径(mm);
t———材料厚度(mm)。
2)查表法(见表4-42)。
表4-42 拉深凹模圆角半径rd的数值(一) (单位:mm)
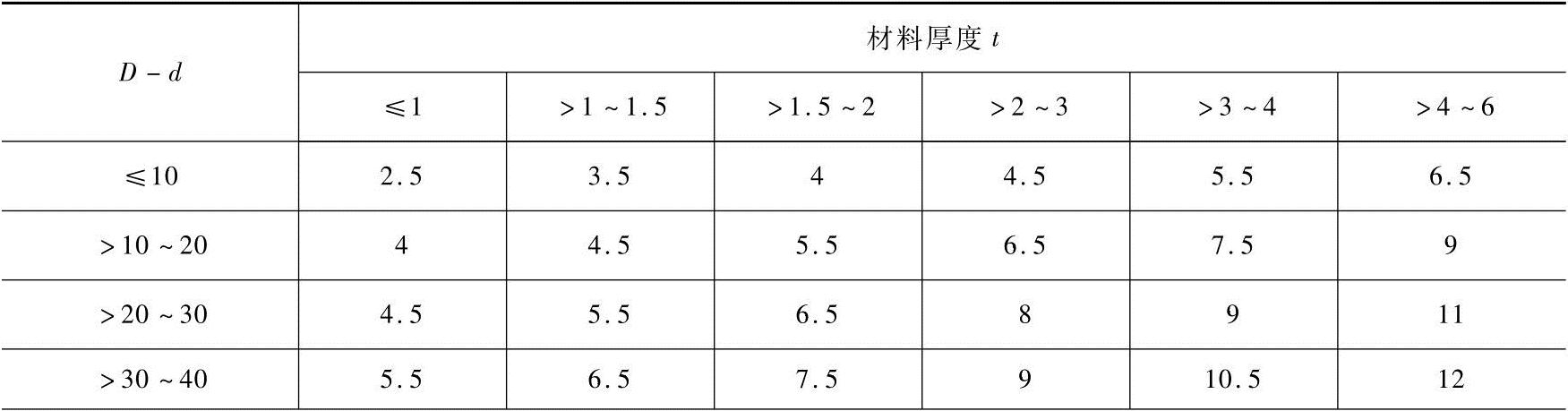
(续)

注:D—第1次拉深时的毛坯直径,或第n-1次拉深后的制件直径(mm);
d—第1次拉深后的制件直径,或第n次拉深后的制件直径(mm)。
3)拉深凹模的圆角半径也可以根据制件材料的种类与厚度来确定,见表4-43。
表4-43 拉深凹模圆角半径rd的数值(二)
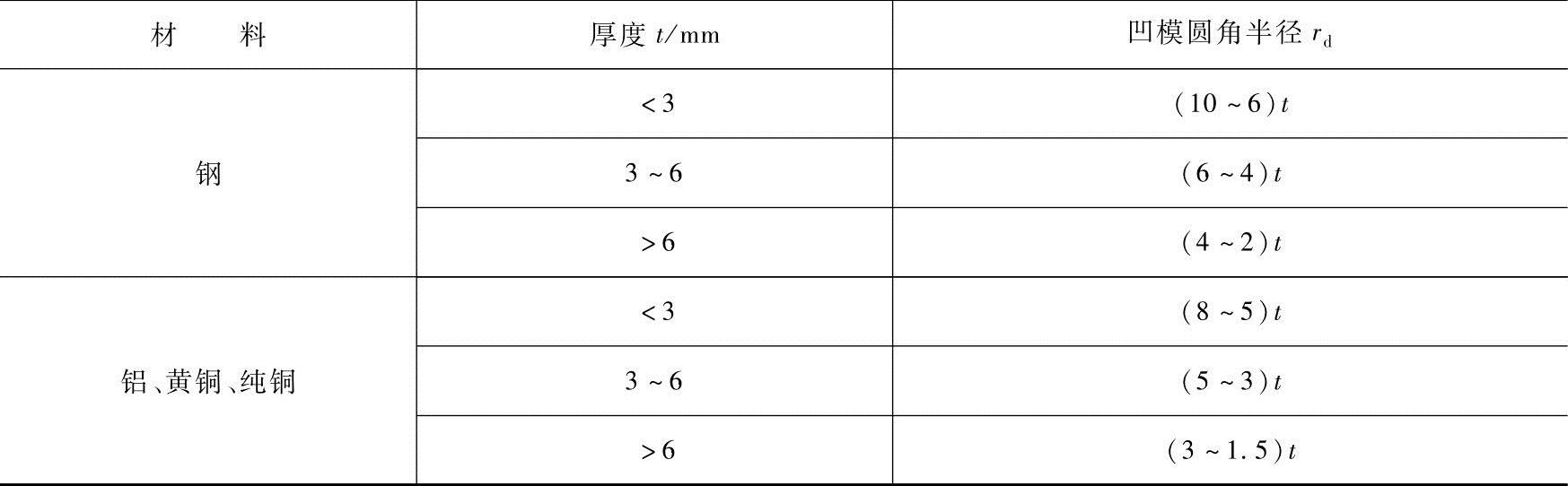
注:1.对于第1次拉深或较薄的材料,应取表中的最大极限值。
2.对于以后各次拉深或较厚的材料,应取表中的最小极限值。
一般对于钢的拉深件,rd=10t;对于有色金属(铝、黄铜、纯铜)的拉深件,rd=5t。
4)以后各次拉深时,rd值应逐渐减小,可以按下式计算:

5)对于首次拉深,如采用带料厚度大于2mm而拉深直径又小时,通常把首次拉深凸模的工作端加工成球面形。
2.凸模圆角半径的确定
凸模圆角半径可以根据以下几点来选取:
1)除最后一次拉深外,其他所有各次拉深工序中,凸模圆角半径rP可取与凹模圆角半径相等或略小一点的数值,即

2)在最后一次拉深工序中,凸模圆角半径应与制件底部的内圆角半径相等。但当材料厚度小于5mm时,其数值不得小于(2~3)t;当材料厚度大于5mm时,其数值不得小于(1.5~2)t。
3)如果制件要求的圆角半径很小,则在最后一次拉深工序后,须加一道整形工序。
3.无工艺切口连续拉深凸、凹模圆角半径的确定
1)首次拉深凸、凹模圆角半径的确定。采用无工艺切口拉深时,首次拉深的凸模工作部分也可加工成球面形。但一般首次拉深凸、凹模圆角半径按下式计算取得。
首次拉深凸模圆角半径,即

首次拉深凹模圆角半径,即

式中 rP1———首次拉深凸模圆角半径;
rd1———首次拉深凹模圆角半径;
t———材料厚度。
2)以后各次拉深凸、凹模圆角半径的确定。以后各工序间的凸、凹模圆角半径应均匀递减,使其逐步接近制件圆角半径。一般可按下式计算,即


凸、凹模圆角半径在实际生产中需通过模具的调试作必要的修正,因此,在设计时尽量取小值。
有关多工位级进模设计实用手册的文章

连续拉深凸、凹模间隙是指凸、凹模横向尺寸的差值,通常叫拉深间隙。图4-36 带凸缘拉深有关尺寸图4-37 凸、凹模间隙因此拉深的凸、凹模间隙值可以按如下条件选用:1)拉深的凸模及凹模的单边间隙为式中 C———凸、凹模之间的单边间隙;dd———凹模直径;dP———凸模直径。表4-45 有压边圈拉深时的单边间隙值(续)注:1.t为材料厚度,取材料允许偏差的中间值。......
2023-06-26

当直径减小时,可使其拉深高度增加,而当其圆角半径减小时,反而使其拉深高度减小。带料连续拉深每道工序的拉深高度,可根据如下相关公式计算。首次拉深假想毛坯直径:首次拉深高度:计算第二次至第n-1次拉深的高度 首次拉深进入凹模的面积增量x,在第二次拉深及以后的拉深中逐步返回到凸缘上。......
2023-06-26

拉深系数用来表示拉深过程中的变形程度。合理地选定拉深系数可以使拉深次数减少到最小程度。表4-41 各种材料拉深系数极限值(推荐)2.拉深次数拉深次数通常是先进行概略计算,然后通过工艺计算来确定。为使各次拉深变形程度分配合理,确定拉深次数后,需将拉深系数进行合理化调整。......
2023-06-26

修改圆角半径将影响后续的圆角操作。如果将圆角半径设置为0,那么被圆角的对象将被修剪或延伸直到它们相交,但并不创建圆弧。圆角命令各提示选项的功能含义如下。图3-48 圆角命令提示●“第一个对象”:选择定义二维圆角所需的两个对象中的第一个对象,或选择三维实体的边以便给其加圆角。单击“圆角”按钮,根据命令行提示进行以下操作。图3-49 原始图形图3-49 原始图形图3-50 选择要圆角的对象图3-50 选择要圆角的对象图3-51 圆角效果图3-51 圆角效果......
2023-06-20
与凸模配合并直接对制件进行分离或成形的工作零件称为凹模。冲异形孔时,圆形凹模须有定位措施,以防止凹模转动。该凹模外形为无台肩的圆形,采用压配合dn4压入凹模固定板。为便于压入,凹模上端3mm范围内也微带斜度或加工出d-0.013-0.025。......
2023-06-26

废料堵塞的原因主要是由凹模漏料孔引起的。防止的方法应围绕凹模漏料孔的设计与相关件之间的结合关系来采取措施。图6-146所示为软性废料堵塞原因的示意图。由于在真空泵或吸尘器的作用下,废料下方产生一个负压,可以抵消上方的负压,使废料易于从凹模中脱落,可以防止废料堵塞。......
2023-06-26
分析其视图可以知道该盒子是由一个长方体通过四条竖棱倒圆角,然后用变半径特征圆角形成底面的曲面,抽壳变成空心,对于腔内的分隔板可以由筋板特征形成。图2-34 筋属性设置及预览图图2-35 完整变半径圆角盒子图......
2023-11-21

多半径倒圆角即可变倒圆角,是在同一条边链上的不同位置,设置不同的圆角半径值,以产生变化圆角的效果,其应用最为频繁。2)打开选项卡,在如图6-8所示收集栏中右键单击添加半径为“15.00”的圆角,模型倒角棱边显示如图6-9所示。注1:当只有两个半径值时,不显示倒圆角上的小圆圈,只能使用前一种方法。......
2023-06-19
相关推荐