弯曲件展开长度是根据应变中性层弯曲前后长度不变,以及变形区在弯曲前后体积不变的原则来计算的。表4-18 中性层系数x的值2.弯曲件展开长度计算弯曲件展开长度应根据不同情况进行计算。图4-22 r>0.5t的弯曲件除以上介绍外,r>0.5t弯曲件还可以参考表4-19所列的几种弯曲件展开尺寸计算。......
2023-06-26
弯曲件工作部分尺寸主要包括凸模、凹模的圆角半径,凹模的工作深度,凸、凹模之间的间隙,凸、凹模宽度尺寸与制造公差等。
1.弯曲凸、凹模的圆角半径及凹模的工作深度
多工位级进模弯曲件工作部分的结构尺寸如图4-24所示。
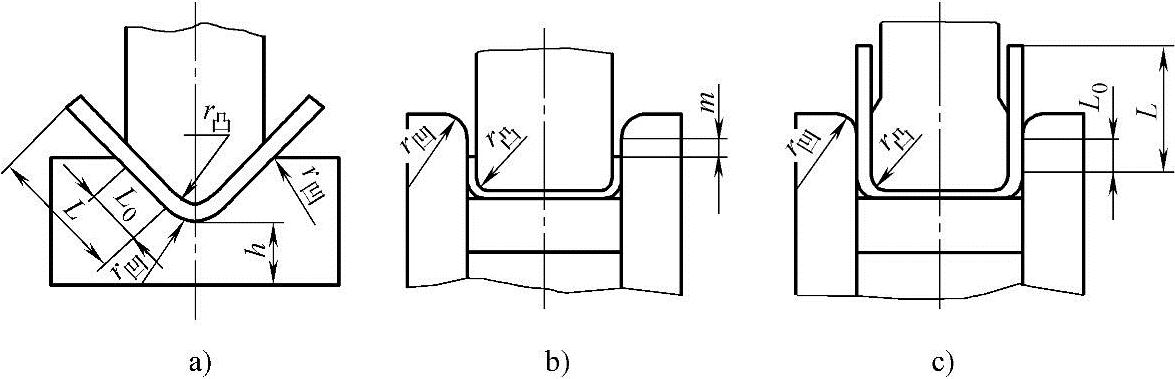
图4-24 弯曲件工作部分结构尺寸
a)V形弯曲件 b)、c)U形弯曲件
(1)凸模圆角半径 弯曲件的相对弯曲半径r/t较小时,凸模的圆角半径应等于弯曲件内侧的圆角半径,但不能小于材料允许的最小弯曲半径。若r/t小于最小相对弯曲半径,弯曲时应取凸模的圆角半径大于最小弯曲半径,然后利用整形工序使制件达到所需的弯曲半径。
弯曲件的相对弯曲半径r/t较大时,则必须考虑回弹,可用修正凸模圆角半径的方法。
(2)凹模圆角半径 凹模圆角半径的大小对弯曲力和制件质量均有影响。凹模的圆角半径过小,弯曲时坯料进入凹模的阻力增大,制件表面容易产生擦伤甚至出现压痕。
生产中,凹模的圆角半径可根据板料的厚度t来选取:t<2mm时,r凹=(3~6)t;t=2~4mm时,r凹=(2~3)t;t>4mm时,r凹=2t。
在多工位级进模中,对于V形件的弯曲凹模,其底部可开退刀槽或取圆角半径r凹=(0.6~0.8)(r凸+t)。
(3)凹模工作部分深度 凹模工作部分深度要适当。若深度过小,则制件两端的自由部分较长,弯曲件回弹大,不平直;若深度过大,则浪费模具材料,而且压力机需要较大的行程。
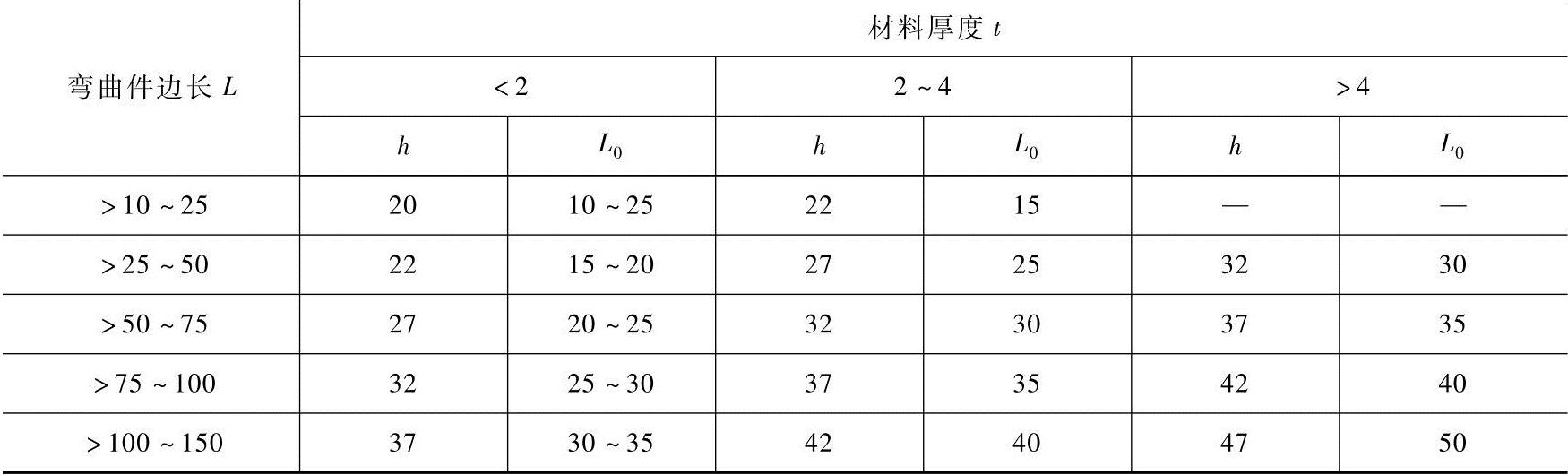
多工位级进模中V形弯曲时,凹模深度及底部最小厚度可查表4-24。
表4-24 V形弯曲件的凹模深度L0及底部最小厚度h (单位:mm)
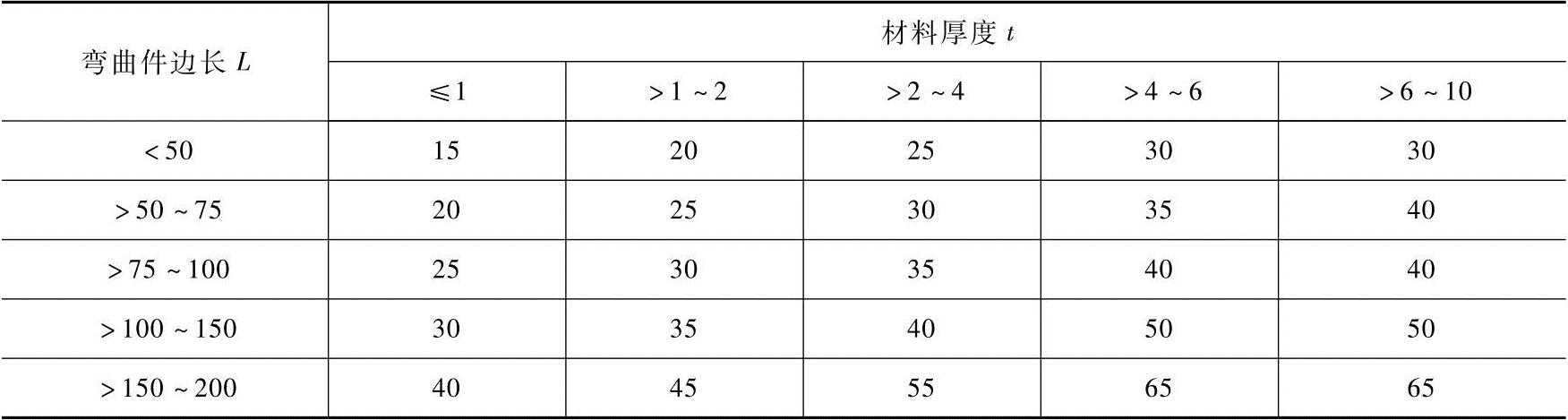
U形弯曲时,若弯边高度不大,或要求两边平直,则凹模深度应大于弯曲件的高度,如图4-24b所示,图中m值见表4-25。如果弯曲件边长较长,而对平直度要求不高时,可采用图4-24c所示的凹模形式。凹模工作部分深度L0见表4-26。
表4-25 U形弯曲件凹模的m值 (单位:mm)

表4-26 U形弯曲件的凹模深度L0 (单位:mm)
2.弯曲凸模和凹模之间的间隙
在多工位级进模中,V形弯曲件凸模和凹模之间的间隙可以通过调节压力机的闭合高度来控制。而对于U形弯曲件,凸模和凹模之间的间隙值对弯曲件的回弹、表面质量和弯曲力均有很大影响。间隙值过小,需要的弯曲力大,而且会使制件的边部壁厚减薄,同时会降低凹模的使用寿命;间隙值过大,弯曲件的回弹增加,制件的精度难以保证。凸模和凹模之间的单边间隙值一般可按下式计算,即

式中 C———弯曲凸模和凹模之间的单边间隙(mm);
t———材料厚度(公称尺寸,mm);
tmax———材料厚度的最大值(mm);
c———间隙系数,见表4-27;
Δ———材料厚度的上极限偏差(mm)。
表4-27 U形件弯曲模的间隙系数
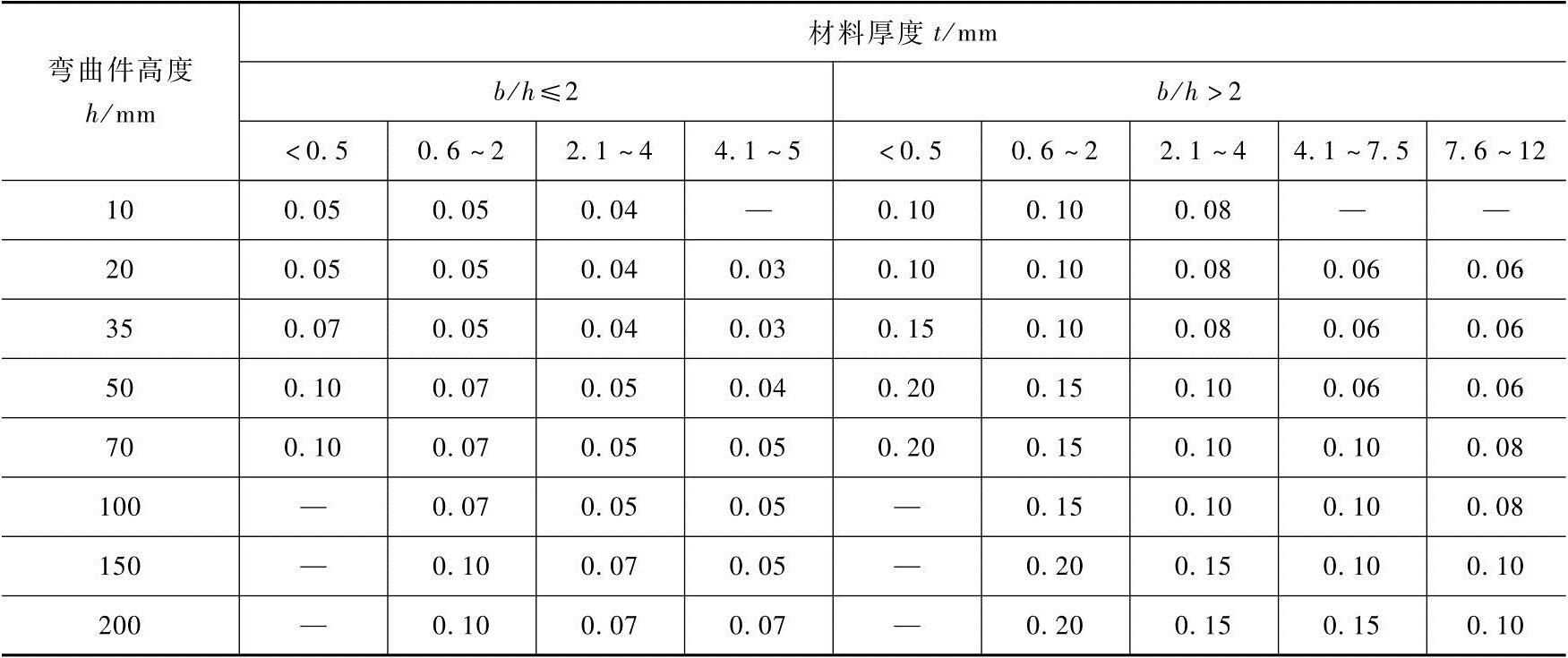
注:b为弯曲件宽度(mm)。
3.U形件弯曲凸、凹模工作部分尺寸的计算
U形件弯曲凸、凹模工作部分尺寸的确定与弯曲件的尺寸标注有关。一般原则是:制件标注外形尺寸的(见图4-25a、b),模具以凹模为基准件,间隙取在凸模上;制件标注内形尺寸的(见图4-25c、d),模具以凸模为基准件,间隙取在凹模上。
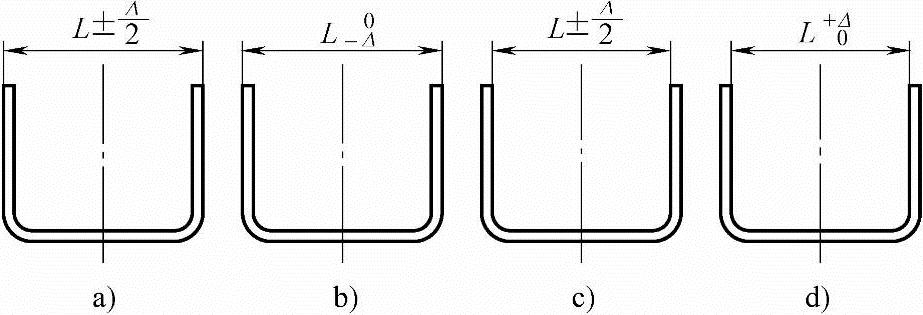
图4-25 弯曲件尺寸标注形式
a)、b)标注外形尺寸 c)、d)标注内形尺寸
(1)标注外形尺寸的弯曲件(见图4-25a、b)
1)弯曲件为双向对称偏差时,凹模尺寸为

2)弯曲件为单向偏差时,凹模尺寸为

3)凸模尺寸为

(2)标注内形尺寸的弯曲件(见图4-25c、d)
1)弯曲件为双向对称偏差时,凸模尺寸为

2)弯曲件为单向偏差时,凸模尺寸为

3)凹模尺寸为

式中 L———弯曲件横向公称尺寸(mm);
L凸———凸模工作部分宽度尺寸(mm);
L凹———凹模工作部分宽度尺寸(mm);
C———弯曲凸模和凹模之间的单边间隙(mm);
Δ———弯曲件宽度的尺寸公差(mm);
δ凸、δ凹———凸、凹模制造公差,一般按IT7~IT9选取。
有关多工位级进模设计实用手册的文章

弯曲件展开长度是根据应变中性层弯曲前后长度不变,以及变形区在弯曲前后体积不变的原则来计算的。表4-18 中性层系数x的值2.弯曲件展开长度计算弯曲件展开长度应根据不同情况进行计算。图4-22 r>0.5t的弯曲件除以上介绍外,r>0.5t弯曲件还可以参考表4-19所列的几种弯曲件展开尺寸计算。......
2023-06-26

求该塑料制件压缩成型时的工作尺寸。首先,将尺寸48-0.10-0.38mm换算为47.90-0.28mm。模具成型零件的制造公差取。1)型腔尺寸计算。型芯径向dm尺寸为型芯高度hbm尺寸为3)中心距尺寸计算。4)螺纹型芯尺寸计算。螺纹型芯大径dm尺寸:查螺纹公差标准GB/T 197—2003得b=0.20mm,查表62得δz=0.03mm,则螺纹型芯中径d2m尺寸:查表62得δz=0.02mm,则螺纹型芯小径d1m尺寸:查表62得δz=0.03mm,则螺纹型芯高度Ham尺寸为螺纹型芯螺距Pm尺寸:查表64得δz=0.02mm,则5)螺纹型环尺寸计算。......
2023-06-30
测量零件尺寸时,应根据零件尺寸的精确程度,选择相应的量具。现将常用的几种测量方法简介如下。游标卡尺可以直接读数,且测量精度较高;内、外卡钳须借助钢尺来读数,且测量精度较低。图8-56直线尺寸的测量图8-57直径尺寸的测量3.中心距的测量测量两孔间的中心距时,可直接用钢尺或卡尺测量。螺距的测量方法与圆角的测量方法类似,如图8-60所示。图8-61曲线轮廓的测量......
2023-06-28

在改进或维修机器、部件时,有时会遇到机器、部件中某一零件损坏,而又无配件或图纸,这时就必须对零件进行测量并绘制该零件的零件图,以便作为制造该零件的依据。这种根据已有零件绘制零件图的过程称为零件测绘。零部件测绘旨在提高学生的动手能力,正确使用工具拆卸机器、部件,使用量具测量零件,训练徒手绘制草图的能力,掌握相关知识的综合应用,培养与他人合作的精神。掌握零件尺寸的测量方法。......
2023-06-24

下面将介绍在零件设计工作台下进行该模具设计的过程。Step3.创建模具坐标系。Step2.创建工件特征。Step2.创建截面草图(草图3)。......
2023-06-25

下面将介绍在“零件设计”工作台下进行该模具的设计过程。打开D:\cat20.6\work\ch02\fancy_soap_box.CATPart文件,单击按钮,进入“零件设计”工作台。Task3.创建工件在CATIAV5中,常常使用“凸台”命令来创建模具工件。Step2.创建工件特征。Step2.创建多重提取10。......
2023-06-25
本书只以一般紧固连接用的螺纹型芯和螺纹型环的计算方法为例进行介绍。螺纹成型尺寸的计算是以下列假设为前提的。国家标准规定普通螺纹大径的基本尺寸为螺纹公称直径。表64 螺纹型芯和螺纹型环的螺距制造公差 B螺纹型环成型尺寸计算1)螺纹型环大径Dm。......
2023-06-30

相关推荐