图4-24 弯曲件工作部分结构尺寸a)V形弯曲件 b)、c)U形弯曲件凸模圆角半径 弯曲件的相对弯曲半径r/t较小时,凸模的圆角半径应等于弯曲件内侧的圆角半径,但不能小于材料允许的最小弯曲半径。......
2023-06-26
弯曲件展开长度是根据应变中性层弯曲前后长度不变,以及变形区在弯曲前后体积不变的原则来计算的。
1.应变中性层位置的确定
弯曲过程中,当弯曲变形程度较小时,应变中性层与毛坯[在带料(条料)上已冲切所要弯曲部分外轮廓的工序件]断面的中心层重合,但是当弯曲变形程度较大时,变形区为立体应力应变状态。因此,在弯曲过程中,应变中性层由弯曲开始与中心层重合,逐渐向曲率中心移动。同时,由于变形区厚度变薄,致使应变中性层的曲率半径ρε<r+t/2。此种情况的应变中性层位置可以根据变形前后体积不变的原则来确定,如图4-21所示。
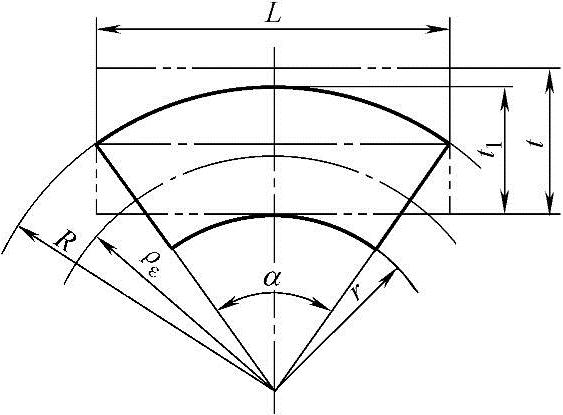
图4-21 应变中性层位置的确定
弯曲前变形区的体积按下式计算:

弯曲后变形区的体积按下式计算:

因为V0=V,且应变中性层弯曲前后长度不变,即L=αρε,可以从式(4-21)和式(4-22)得

将 代入上式,经整理后得
代入上式,经整理后得

式中 L———毛坯弯曲部分原长(mm);
α———弯曲件圆角的圆弧所对的圆心角(°);
b、b′———分别为毛坯弯曲前、后的平均宽度(mm);
β———变宽系数,β=b′/b,当b/t>3时,β=1;
η———材料变薄系数,η=t′/t,t′为弯曲后变形区的厚度(mm)。
在实际生产中,为了计算方便,一般用经验公式确定中性层的曲率半径,即

式中 x———与变形有关的中性层系数,其值见表4-18。
表4-18 中性层系数x的值

2.弯曲件展开长度计算
弯曲件展开长度应根据不同情况进行计算。
(1)r>0.5t的弯曲件 这类制件弯曲后变薄不严重且断面畸变较轻,可以按应变中性层长度等于毛坯长度的原则来计算。如图4-22所示,毛坯总长度应等于弯曲件直线部分长度和弯曲部分应变中性层长度之和,即

式中 L———弯曲件毛坯长度(mm);
li———直线部分各段长度(mm);
xi———弯曲各部分中性层系数;
αi———弯曲件圆角圆弧所对应的圆心角(°);
ri———弯曲件各弯曲部分的内圆角半径(mm)。
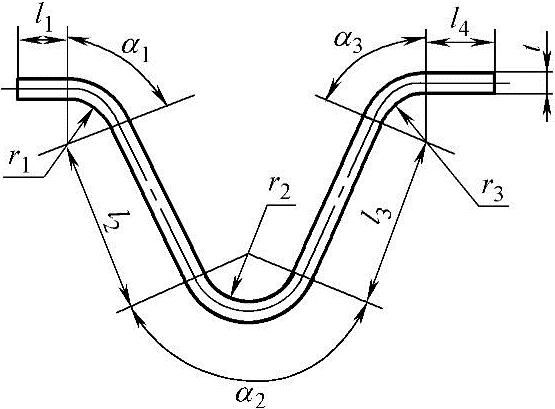
图4-22 r>0.5t的弯曲件
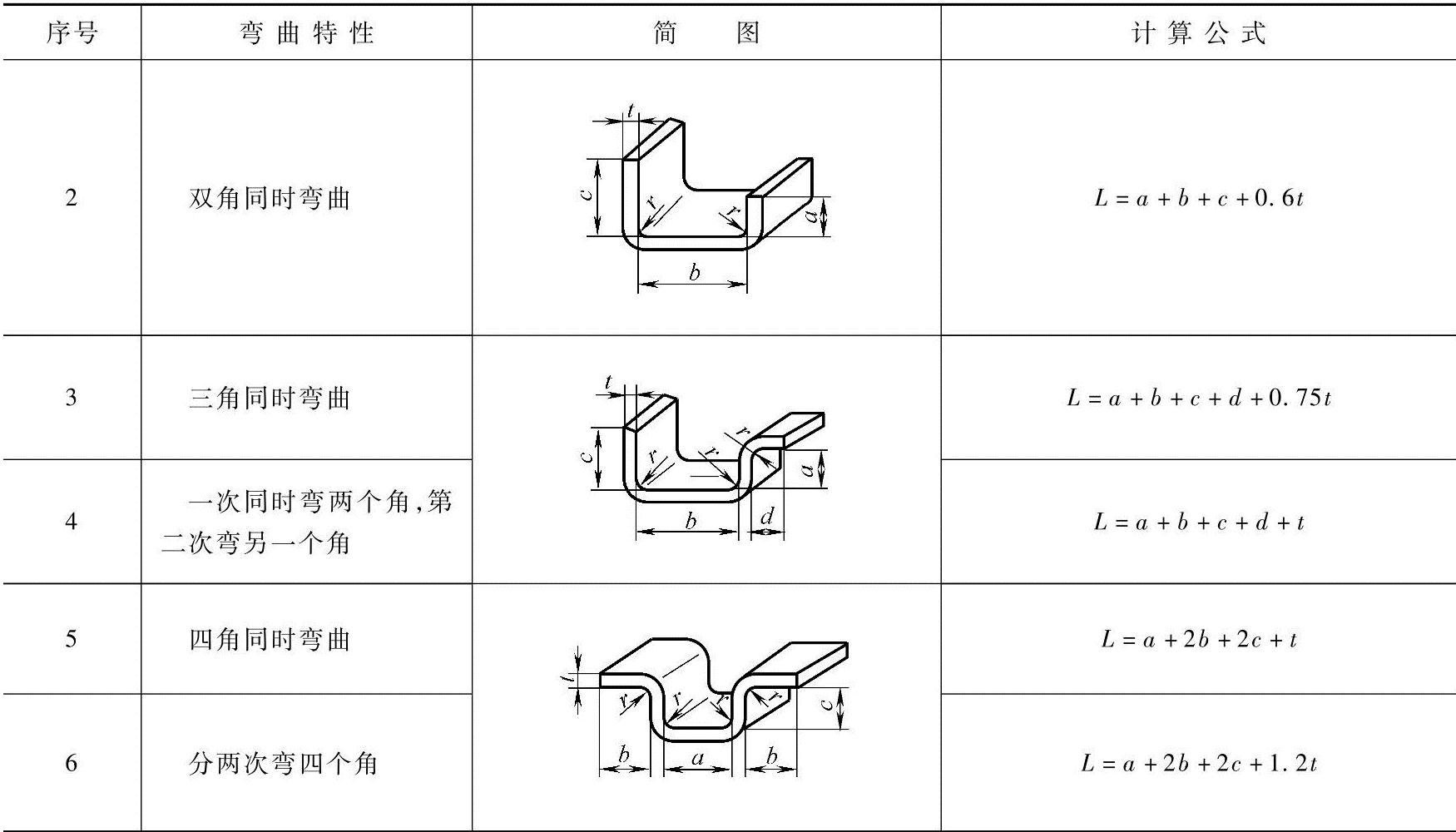
除以上介绍外,r>0.5t弯曲件还可以参考表4-19所列的几种弯曲件展开尺寸计算。
(2)r<0.5t的弯曲件 对于r<0.5t的弯曲件,由于弯曲变形时不仅制件的圆角变形区严重变薄,而且与其相邻的直边部分也变薄,故应按变形前后体积不变的条件确定毛坯长度。通常采用表4-20所列经验公式计算。
表4-19 r>0.5t时弯曲件展开尺寸计算公式
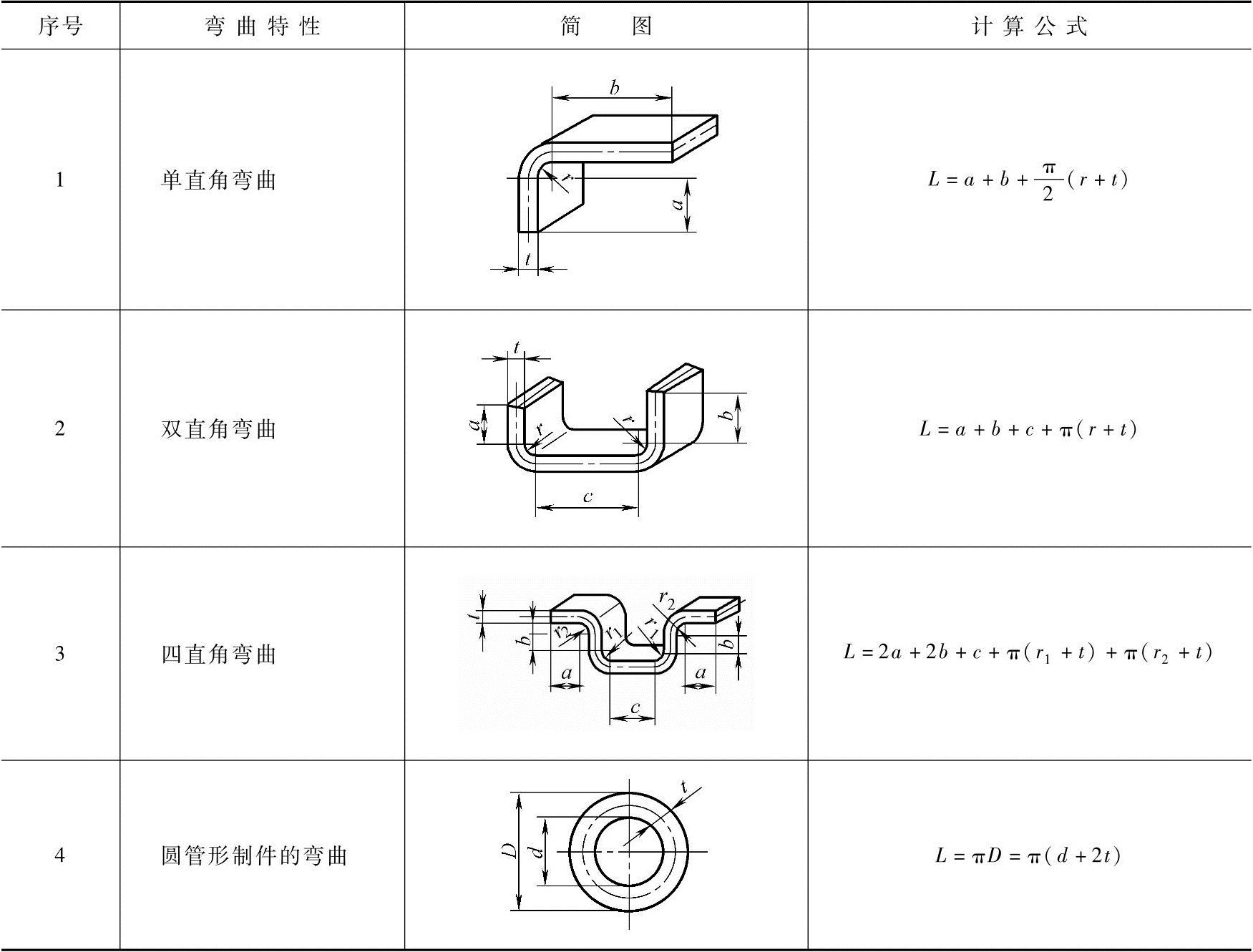
表4-20 r<0.5t的弯曲件毛坯长度计算
(续)
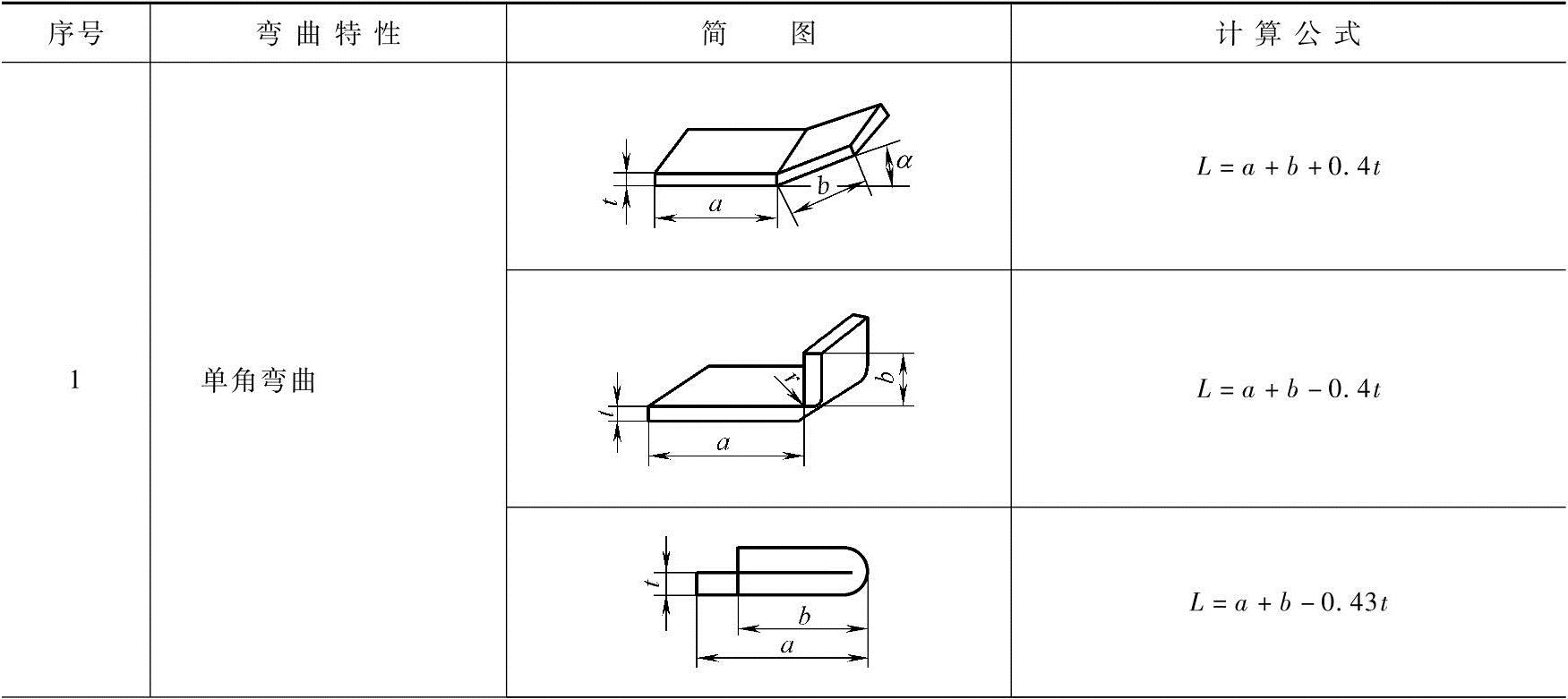
(3)无圆角半径的弯曲件展开长度计算 无圆角半径的弯曲件如图4-23所示。弯曲角半径r<0.3t或r=0时,弯曲处材料变薄严重,展开尺寸是根据毛坯与制件体积相等的原则,并考虑在弯曲处材料变薄修正计算得到的。
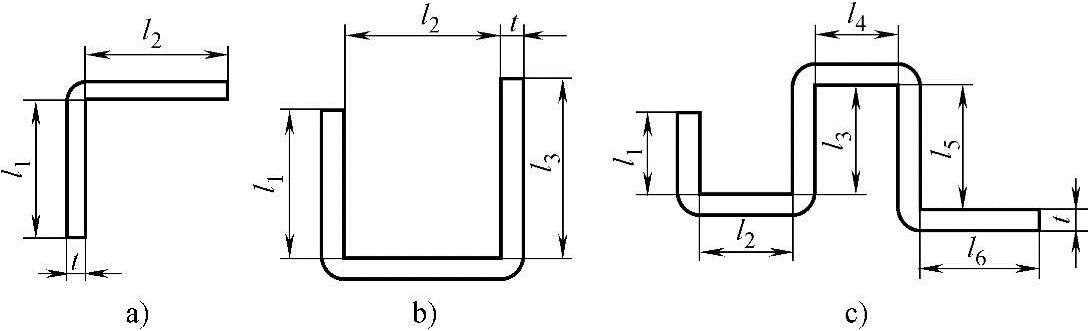
图4-23 无圆角半径的弯曲件
a)单角零件 b)双角零件 c)多角零件
故毛坯总长度等于各平直部分长度与弯曲角部分之和,即

式中 l1、l2、…、ln———平直部分的直线段长度;
n———弯角数目;
K———系数,r=0.05t时,K=0.38~0.40,r=0.1t时,K=0.45~0.48,其中小数值用于t<1mm时,大数值用于t=3~4mm时,系数K也可按下面方法选用:单角弯曲时,K=0.5,多角弯曲时,K=0.25,塑性较大的材料,K=0.125。
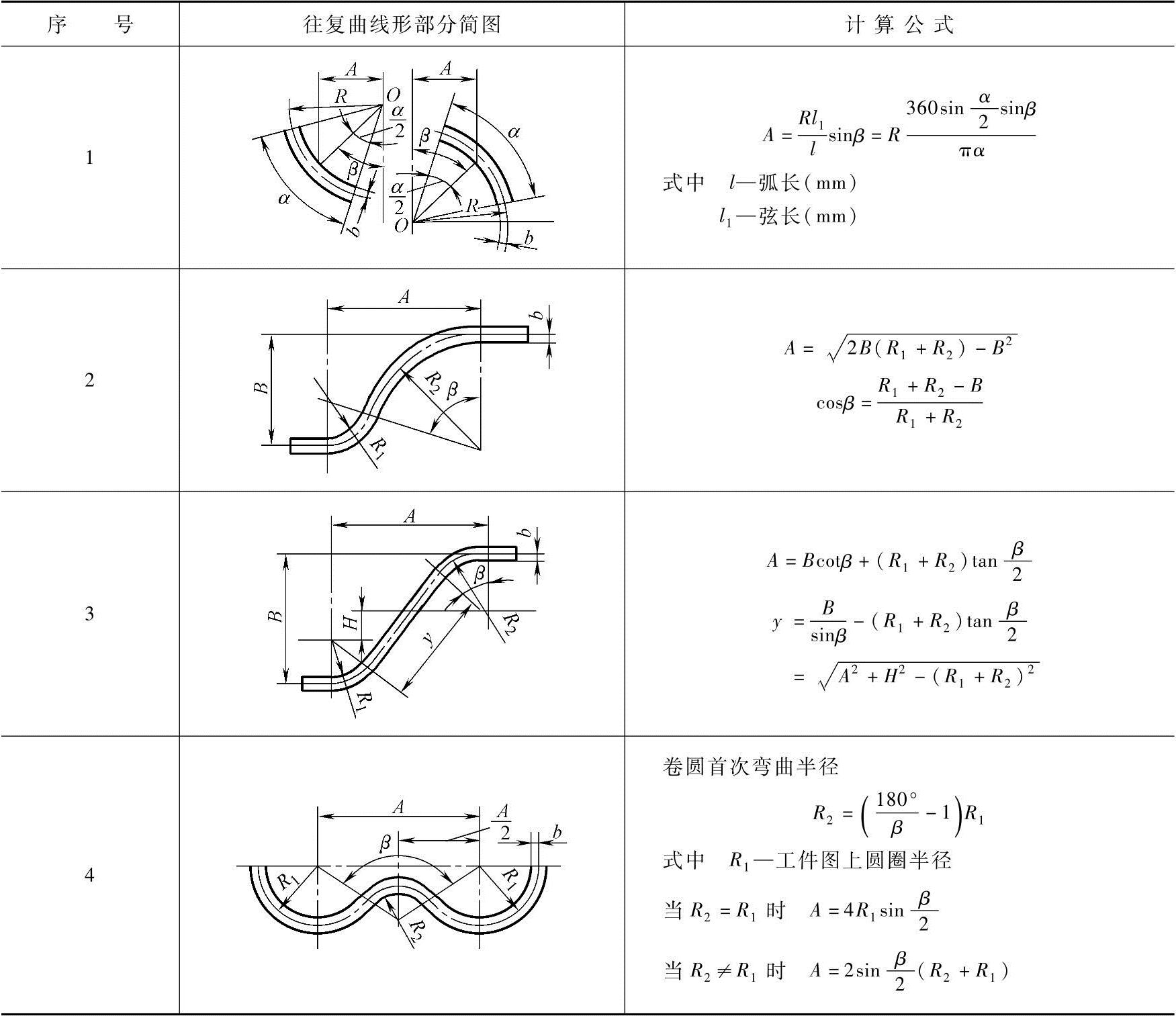
(4)大圆角半径弯曲件展开尺寸计算 当r≥8t时,中性层系数接近为0.5,对于用往复曲线连接的曲线性件、弹性件等展开尺寸,可按材料厚度中心层尺寸计算,见表4-21。
表4-21 不同弯曲形状展开尺寸计算公式
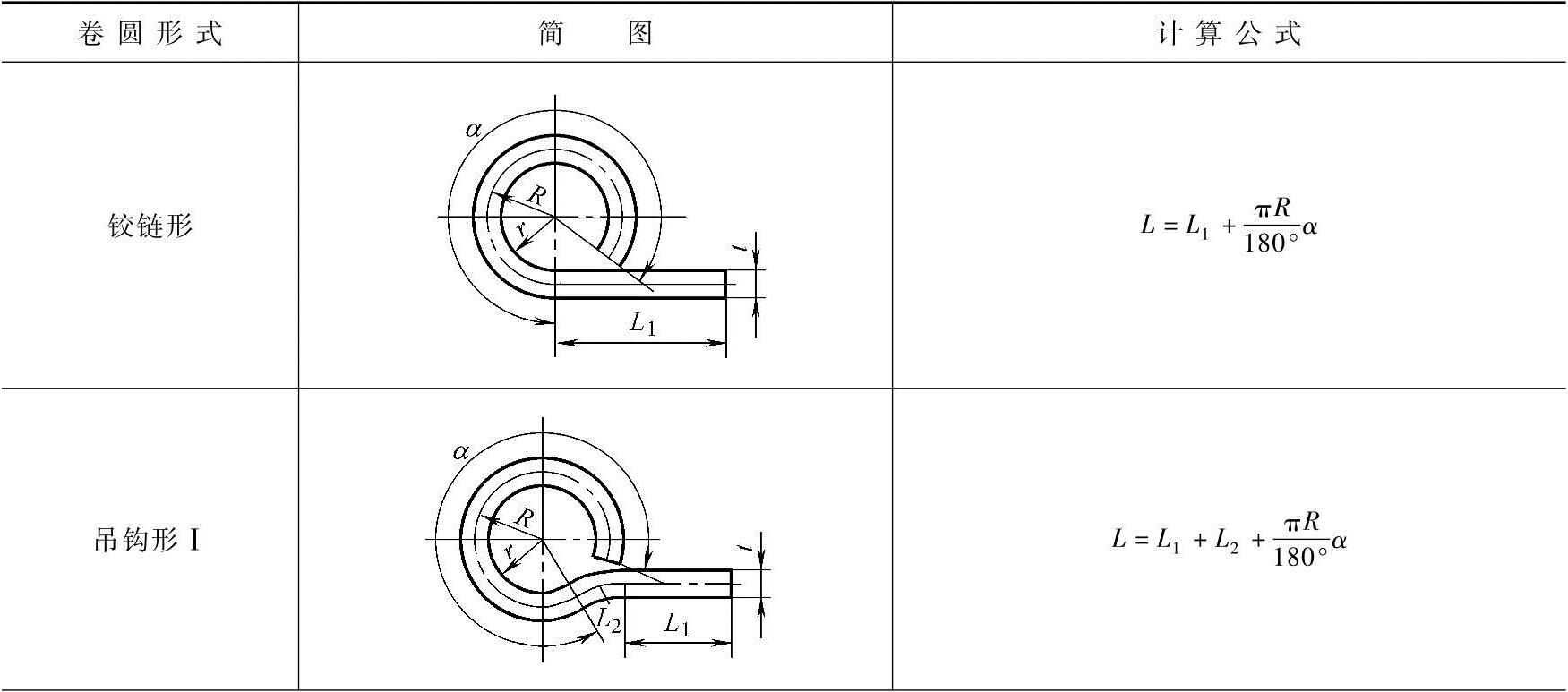
(5)卷圆形零件展开长度计算 卷圆形零件展开长度可按表4-22计算。
表4-22 卷圆形零件展开长度计算公式
(续)
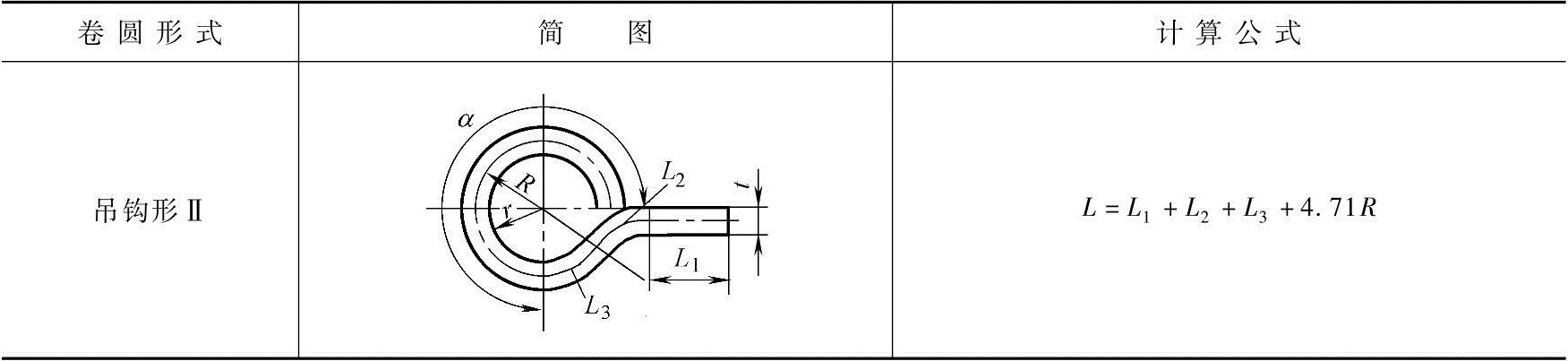
注:1.式中R为弯曲中性层半径,R=r+Kt,K值见表4-23。
2.L1、L2、L3按材料中心层尺寸计算,相对圆心角由零件图尺寸确定。
表4-23 卷圆件弯曲中性层系数K值

对于形状比较简单、尺寸精度要求不高的弯曲件,可直接采用上面介绍的方法计算展开长度。而对于形状比较复杂或精度要求高的弯曲件,在利用上述公式初步计算展开长度后,还需反复试验不断修正,才能最后确定毛坯的展开尺寸。
有关多工位级进模设计实用手册的文章

图4-24 弯曲件工作部分结构尺寸a)V形弯曲件 b)、c)U形弯曲件凸模圆角半径 弯曲件的相对弯曲半径r/t较小时,凸模的圆角半径应等于弯曲件内侧的圆角半径,但不能小于材料允许的最小弯曲半径。......
2023-06-26

选中中的工具,对结构线和纸样进行分割展开处理,具体过程如下。②鼠标依次单击不伸缩线、伸缩线和展开线,右键单击,弹出对话框,输入分割线条数和伸缩量,选择处理方式,单击按钮即可。......
2023-06-22

图10-11正圆锥表面的展开斜截正圆锥管的展开图,是在正圆锥管展开图的基础上求出若干条被截断的素线的实长,然后光滑连接各点而得到的。;展开图中有12个三角形,短边的实长可以用水平投影的圆周上相邻两个分点之间的距离(弦长)近似表示;最后在展开图上依次画出每个三角形的实形,并将所得点光滑连成曲线,即可得到斜椭圆锥表面的展开图。图10-13斜椭圆锥台表面的展开......
2023-06-28

由一定大小的线性尺寸或角度尺寸确定的几何形状称为尺寸的要素。尺寸要素允许的尺寸两个极端称为极限尺寸。尺寸要素允许的最大尺寸,称为上极限尺寸,孔、轴分别用Dmax和dmax来表示;而尺寸要素允许的最小尺寸,称为下极限尺寸,孔、轴分别用Dmin和dmin来表示。极限尺寸是以公称尺寸为基数加上其尺寸的极限偏差来确定的。图3-2 圆柱销的极限尺寸......
2023-06-26

本书只以一般紧固连接用的螺纹型芯和螺纹型环的计算方法为例进行介绍。螺纹成型尺寸的计算是以下列假设为前提的。国家标准规定普通螺纹大径的基本尺寸为螺纹公称直径。表64 螺纹型芯和螺纹型环的螺距制造公差 B螺纹型环成型尺寸计算1)螺纹型环大径Dm。......
2023-06-30
对图350所示塑件进行结构工艺性分析。ABS塑件标注公差尺寸高精度一般为MT2级,而上述各有两个尺寸精度在MT1~MT2级之间,因此,如采用注射成型方法生产,须保证模具制造装配精度并严格控制成型工艺条件。ABS塑件未标注公差尺寸精度一般为MT5级,因此,容易成型。查表39,塑件的孔间距、孔边距均符合要求。......
2023-06-30

测量零件尺寸时,应根据零件尺寸的精确程度,选择相应的量具。现将常用的几种测量方法简介如下。游标卡尺可以直接读数,且测量精度较高;内、外卡钳须借助钢尺来读数,且测量精度较低。图8-56直线尺寸的测量图8-57直径尺寸的测量3.中心距的测量测量两孔间的中心距时,可直接用钢尺或卡尺测量。螺距的测量方法与圆角的测量方法类似,如图8-60所示。图8-61曲线轮廓的测量......
2023-06-28
求该塑料制件压缩成型时的工作尺寸。首先,将尺寸48-0.10-0.38mm换算为47.90-0.28mm。模具成型零件的制造公差取。1)型腔尺寸计算。型芯径向dm尺寸为型芯高度hbm尺寸为3)中心距尺寸计算。4)螺纹型芯尺寸计算。螺纹型芯大径dm尺寸:查螺纹公差标准GB/T 197—2003得b=0.20mm,查表62得δz=0.03mm,则螺纹型芯中径d2m尺寸:查表62得δz=0.02mm,则螺纹型芯小径d1m尺寸:查表62得δz=0.03mm,则螺纹型芯高度Ham尺寸为螺纹型芯螺距Pm尺寸:查表64得δz=0.02mm,则5)螺纹型环尺寸计算。......
2023-06-30
相关推荐